

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
с начальными условиями ![]()
где Ж – контактная жесткость.
 (15)
(15)
Закон движения центра тяжести колесной пары при прохождении стыковой неровности имеет вид:
![]() (16)
(16)
здесь ![]()
Максимальное сближение оси колесной пары и вкладышей подшипников соответствует максимальному смятию материала вкладыша и максимальному значению упругой силы в области контакта:
![]() (17)
(17)
![]() (18)
(18)
Для оценки напряженного состояния материалов контактирующих тел найдем распределение силы F по области контакта, используя расчетную схему на рис. 5, где О1 – координата центра МОП; О2 – координата центра оси колесной пары; R – радиус внутренней поверхности вкладыша МОП; r – радиус оси колесной пары.

Рис. 5. Расчетная схема контактного взаимодействия
оси колесной пары со слоем баббита вкладыша
моторно-осевого подшипника
Напряжение в центре дуги МН
![]() (19)
(19)
Длина дуги МН
![]() (20)
(20)
где 
На рис. 6 приведена зависимость максимальных напряжений в материале вкладыша МОП от скорости движения электровоза 2ЭС5К.
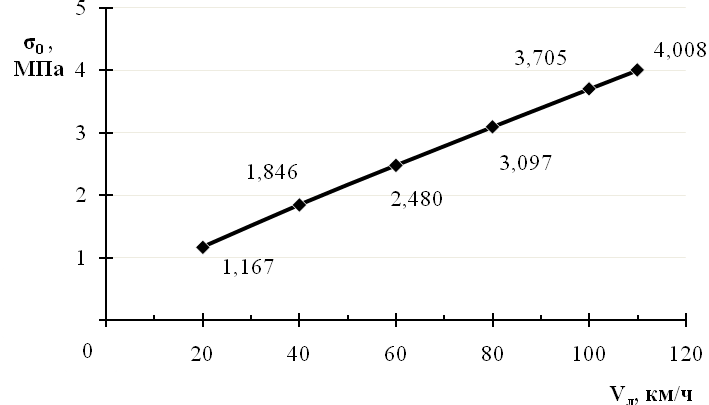
Рис. 6. Зависимость напряжения в материале МОП от скорости электровоза
Из этого следует, что изменение конструктивной компоновки КМБ на электровозе 2ЭС5К по сравнению с электровозом ВЛ80 привело к возникновению существенных импульсных напряжений в материале вкладышей МОП при движении по рельсовому пути, что способствует интенсивному износу и негативно влияет на работоспособность подшипникового узла.
В третьем разделе проведен анализ существующего технологического процесса заливки баббитом вкладышей МОП, обоснованы основные параметры и технологические режимы центробежного литья, получены рациональные режимы и параметры заливки вкладышей МОП баббитом Б16 в условиях ремонтного локомотивного депо.
Приведенные выше результаты исследований позволили сделать вывод о том, что для снижения негативного влияния конструктивных особенностей КМБ электровозов 2ЭС5К на работоспособность моторно-осевых подшипников требуется при ремонте обеспечивать соответствие характеристик антифрикционного баббитового слоя вкладышей МОП техническим требованиям. Необходимость совершенствования технологического процесса заливки вкладышей подшипников подтверждается и результатами анализа причин отказов и неисправностей МОП, значительная часть которых носит технологический характер: недостаточная толщина слоя баббита, нарушение химического состава и низкая твердость заливки дефектных подшипников, трещины между корпусом и баббитовым слоем вкладыша.
При изготовлении биметаллических подшипников в условиях депо применяется центробежный метод заливки подшипникового сплава Б16, одним из основных преимуществ которого следует считать направленность затвердевания металла, в результате чего в отливках отсутствуют усадочные раковины и рыхлоты, повышаются механические свойства. Основными режимами и параметрами этого метода являются частота и режим вращения формы в процессе формирования отливки, температура заливаемого металла и скорость его заливки в форму, температура нагрева формы перед заливкой металла, способ заливки металла в форму, время остывания отливки в форме. При расчете режимов заливки подшипникового сплава Б16 был применен гидростатический метод.
В условиях ремонтного депо при заливке корпусов вкладышей МОП баббитом используется станок с горизонтальной осью вращения. Для расчета частоты вращения формы использована зависимость для литья тонкостенных втулок и гильз:
![]() (21)
(21)
где H – высота отливки; ![]() – соответственно внутренний и внешний радиусы отливки;
– соответственно внутренний и внешний радиусы отливки; ![]() – поправочный коэффициент (по результатам эксперимента
– поправочный коэффициент (по результатам эксперимента ![]() = 2,2).
= 2,2).
Для проверки условия получения отливок без слоистости и неоднородности определяется скорость наращивания жидкого слоя
![]() (22)
(22)
где ![]() – толщина стенки отливки, τ – продолжительность заливки.
– толщина стенки отливки, τ – продолжительность заливки.
Оптимальная продолжительность заливки баббита Б16
![]() (23)
(23)
здесь ![]() – коэффициент продолжительности заливки;
– коэффициент продолжительности заливки; ![]() – преобладающая толщина стенки отливки,
– преобладающая толщина стенки отливки, ![]() – масса жидкого металла, приходящегося на одну отливку.
– масса жидкого металла, приходящегося на одну отливку.
Объем металла в форме в любой момент времени заливки
![]() (24)
(24)
где ![]() – секундный расход металла, выраженный через объем,
– секундный расход металла, выраженный через объем, ![]() – наружный радиус;
– наружный радиус; ![]() – высота отливки;
– высота отливки; ![]() – толщина залитого слоя.
– толщина залитого слоя.
Решая уравнение относительно![]() , получаем толщину залитого слоя как функцию времени:
, получаем толщину залитого слоя как функцию времени: ![]() (25)
(25)
Искомая скорость перемещения фронта жидкого металла в направлении оси вращения (![]() ) определиться как первая производная пути по времени:
) определиться как первая производная пути по времени:
![]() (26)
(26)
где ![]() .
.
Процесс заполнения формы начинается со скорости, которая определяется заданными начальными условиями – секундным расходом и величиной боковой поверхности формы:
![]() (27)
(27)
Толщина затвердевшего слоя металла:
![]() (28)
(28)
где ![]() – толщина твердой области в зависимости от времени
– толщина твердой области в зависимости от времени ![]() от начала процесса затвердевания отливки,
от начала процесса затвердевания отливки, ![]() – коэффициент затвердевания, характеризующий скорость движения зоны затвердевания.
– коэффициент затвердевания, характеризующий скорость движения зоны затвердевания.
![]() (29)
(29)

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
