
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
2. Для аппаратов типа П допускаются стяжки диаметром 12 мм в количестве 8 шт.
10.1.8. Противобайпасные устройства могут изготавливаться в виде полос, ложных труб и др.
Рекомендуемые размеры и расположение противобайпасных устройств приведены на рис. 25.
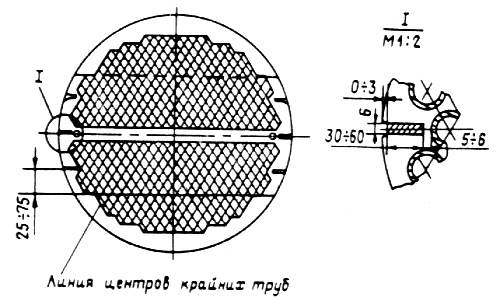
Рис. 25. Противобайпасные устройства
Количество противобайпасных устройств рекомендуется принимать согласно табл. 31.
10.1.9. Проходное сечение в штуцерах распределительных камер не должно превышать проходное сечение по трубам одного хода.
10.1.10. В межтрубном пространстве аппарата под штуцером ввода продукта должен устанавливаться отбойник, если нет других указаний в технической документации.
Таблица 31
Рекомендуемое количество противобайпасных устройств
Диаметр аппарата, мм | Количество противобайпасных устройств |
До 325 | От 2 до 4 |
От 400 (426) до 800 | От 4 до 6 |
От 1000 и более | От 6 до 8 |
10.1.11. Фланцы корпусов распределительных камер, крышек на ![]() = 1 МПа (10 кгс/см
= 1 МПа (10 кгс/см![]() ) и более, а также фланцы аппаратов, одна или две полости которых работают при температуре 300 °С и более, должны быть выполнены приварными встык.
) и более, а также фланцы аппаратов, одна или две полости которых работают при температуре 300 °С и более, должны быть выполнены приварными встык.
Фланцы с гладкой уплотнительной поверхностью не допускаются.
(Измененная редакция, Изм. N 2).
10.1.12. Конструкция сборочной единицы крепления трубной решетки аппаратов типов Н и К должна соответствовать рис. 26, если нет других указаний в технической документации.
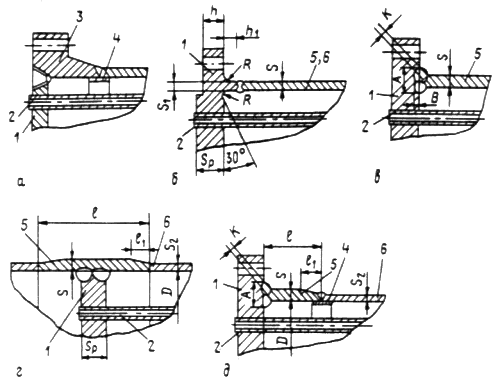
Рис. 26. Конструкция сборочной единицы крепления трубной
решетки аппаратов типов Н и К
1 - решетка, 2 - труба теплообменная, 3 - фланец, 4 - подкладное кольцо,
5 - концевая обечайка, 6 - кожух
Следует учитывать, что конструкция сборочной единицы крепления решетки допускается:
по рис. 26-а для решеток из листовой стали, при этом допускается применение двух подкладных колец;
по рис. 26-б для решеток из поковок, при этом поковки должны быть проконтролированы ультразвуком в объеме 100% и испытаны их механические свойства; размеры решеток должны соответствовать соотношениям: ![]() ;
; ![]() ;
; ![]() ;
; ![]() (где
(где ![]() - толщина фланца;
- толщина фланца; ![]() - толщина решетки,
- толщина решетки, ![]() - толщина концевой обечайки,
- толщина концевой обечайки, ![]() - высота отбортовки;
- высота отбортовки; ![]() - толщина отбортовки,
- толщина отбортовки, ![]() - радиус);
- радиус);
по рис. 26-в для решеток из листовой углеродистой стали, при этом решетка в месте присоединения к концевой обечайке на длине А должна быть проконтролирована ультразвуком в объеме 100% (исправление дефектов не допускается) и наплавлена до сварки с обечайкой; сварной шов приварки решетки к обечайке должен иметь размеры: ![]() и
и ![]() (где А - длина, В - глубина, К - катет);
(где А - длина, В - глубина, К - катет);
по рис. 26-г для решеток из листовой стали, при этом концевая обечайка должна быть толщиной ![]() и длиной
и длиной ![]() (где
(где ![]() - внутренний диаметр аппарата,
- внутренний диаметр аппарата, ![]() - длина переходной части);
- длина переходной части);
по рис. 26-д для решеток из листовой стали аустенитного класса, при этом концевая обечайка должна быть толщиной ![]() , но не менее 12 мм и длиной
, но не менее 12 мм и длиной ![]() ; сварной шов приварки решетки к обечайке должен иметь размеры
; сварной шов приварки решетки к обечайке должен иметь размеры ![]() и
и ![]() ; допускается применение двух подкладных колец.
; допускается применение двух подкладных колец.
Сварной шов приварки решетки к фланцу или концевой обечайке (кожуху) должен быть проконтролирован радиографическим или ультразвуковым методом по всей длине. При недоступности шва (отдельных его участков) для проверки ультразвуком или радиографией метод контроля должен быть выбран в соответствии с требованиями РД 26-11-01.
10.1.13. Способ крепления труб к трубным решеткам должен соответствовать требованиям ОСТ 26-02-1015.
10.1.14. Расположение (шаг) труб в трубных решетках принимается:
по вершинам равносторонних треугольников - для типов Н и К;
по вершинам квадратов или равносторонних треугольников - для типов П и У.
Шаг отверстий для труб, мм:
21 - диаметром 16,
26 - диаметром 20,
32 - диаметром 25,
48 - диаметром 38,
70 - диаметром 57.
(Измененная редакция, Изм. N 2).
10.1.15. Аппараты типов П и У, внутренний диаметр кожуха которых 800 мм и более, и испарители с осенесимметричным коническим переходом, внутренний диаметр горловины которого 900 мм и более, должны быть снабжены устройством, облегчающим монтаж - демонтаж трубного пучка.
В трубных решетках аппаратов типов П и У следует предусмотреть рым-болты для вытягивания трубного пучка, а на неподвижной трубной решетке этих аппаратов по наружной кольцевой поверхности должна быть выполнена проточка для крепления приспособлений к пучку при его извлечении из корпуса.
10.1.16. В вертикальном аппарате типа П должен быть предусмотрен дренаж жидкости из труб и межтрубного пространства.
10.1.17. У трубчатки вертикального аппарата с трубной решеткой, привариваемой непосредственно к кожуху, спуск воздуха и дренаж должны производиться через отверстия диаметром не менее 10 мм в трубной решетке.
10.1.18. Трубные пучки из ![]() -образных труб вертикальных аппаратов рекомендуется располагать трубной решеткой вниз.
-образных труб вертикальных аппаратов рекомендуется располагать трубной решеткой вниз.
10.1.19. Высота крышки плавающей головки аппарата одноходового по трубам должна быть не менее 1/3 внутреннего диаметра штуцера на крышке.
Высота крышки плавающей головки аппарата двухходового по трубам должна быть такой, чтобы площадь ее центрального сечения превышала площадь проходного сечения труб одного хода в 1,3 или более раз.
10.2. Допустимые отклонения размеров аппаратов,
сборочных единиц и деталей
10.2.1. Предельные отклонения габаритных и присоединительных размеров аппаратов и их сборочных единиц от номинальных должны соответствовать приведенным на рис. 27, при этом К = 5 мм, если длина труб не более 3000 мм; и К = 10 мм, если длина труб более 3000 мм.
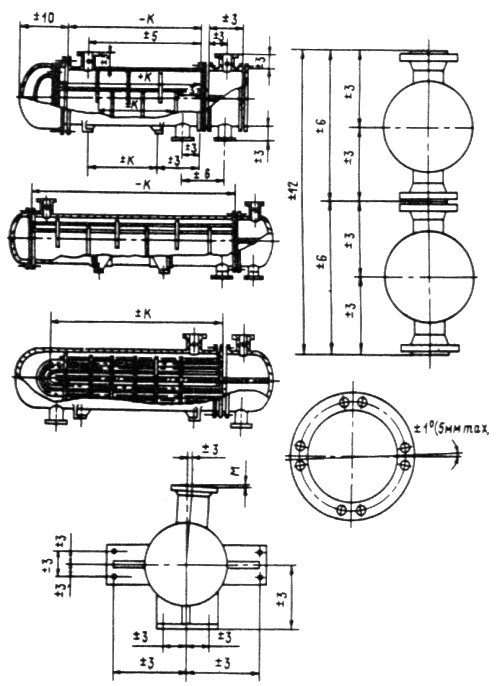
Рис. 27. Предельные отклонения габаритных и присоединительных размеров
Неперпендикулярность М торца фланца штуцера относительно оси штуцера не должна превышать значений, указанных в табл. 32.
Таблица 32
Неперпендикулярность торца фланца штуцера
Условный диаметр штуцера, мм | Неперпендикулярность М, мм |
От 80 до 100 | 2 |
От 150 до 300 | 3 |
От 350 до 800 | 5 |
(Измененная редакция, Изм. N 2).
10.2.2. Предельное отклонение внутреннего диаметра кожуха теплообменников, холодильников и испарителей с жидкостным теплоносителем (подаваемым в межтрубное пространство) должно соответствовать Н14 по ГОСТ 25347.
Предельное отклонение внутреннего диаметра кожуха аппаратов типов Н и К с толщиной кожуха меньше, чем указано для аппаратов типов П и У в табл. 25, должно соответствовать Н14 по ГОСТ 25347 и определяться путем измерения длины окружности по наружной поверхности корпуса.
Предельное отклонение внутреннего диаметра аппарата с кожухом из двухслойной стали или изготовленного вгорячую устанавливается по согласованию со специализированной научно-исследовательской организацией.
Предельное отклонение внутреннего диаметра корпуса конденсаторов и испарителей с паровым теплоносителем (пары поступают в межтрубное пространство), а также испарителей с паровым пространством должно соответствовать H16 по ГОСТ 25347.
10.2.3. Предельное отклонение наружного диаметра поперечных перегородок должно соответствовать ![]() 13 по ГОСТ 25347.
13 по ГОСТ 25347.
10.2.4. Максимально допускаемая разность между внутренним диаметром кожуха и наружным диаметром перегородок должна соответствовать величине, рассчитанной с учетом предельных отклонений, указанных в пп. 10.2.2 и 10.2.3.
Для аппаратов типов Н и К, диаметр корпуса которых более 1400 мм, допускается зазор между перегородками и корпусом не более 10 мм.
10.2.5. Для конструкции плавающей головки согласно рис. 28 допуски на высоту ![]() накладки, наружный диаметр подвижной трубной решетки
накладки, наружный диаметр подвижной трубной решетки ![]() , внутренний диаметр полукольца
, внутренний диаметр полукольца ![]() , диаметр выточки полукольца (
, диаметр выточки полукольца (![]() мм), на расстояние между фланцем и полукольцом, на угол должны соответствовать размерам, указанным на этом рисунке.
мм), на расстояние между фланцем и полукольцом, на угол должны соответствовать размерам, указанным на этом рисунке.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 |
