


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Министерство транспорта Российской Федерации
Федеральное агентство железнодорожного транспорта
Федеральное государственное образовательное учреждение высшего образования
«Омский государственный университет путей сообщения»
(ОмГУПС (ОмИИТ))
Кафедра «Экономика транспорта, логистика и управление качеством»
ПРИМЕНЕНИЕ КОНТРОЛЬНЫХ КАРТ НА ПРОМЫШЛЕННОМ ПРЕДПРИЯТИИ
Курсовая работа по дисциплине:
«Статистические методы в управлении качеством»
Выполнил:
Студент гр. 54К
______
___ _____________ 2016 г.
Руководитель:
к. т.н.,доцент кафедры «ЭТЛиУК»
________
___ _____________ 2016 г.
Омск 2016
СОДЕРЖАНИЕ
Введение…………………………………………………………………………..3
1 Контрольные карты кумулятивных сумм………………………………..……5
1.1 Понятие контрольной карты………………………………..…..……..5
1.2 Методика построения контрольной карты…………………..……….6
1.3 Применение контрольной карты кумулятивных сумм на практике..9
2 Применение кумулятивных контрольных карт на практике………………..14
Заключение……………………………………………………………………….16
Библиографический список……………………………………………………..17
ВВЕДЕНИЕ
Традиционный подход к производству, вне зависимости от вида продукции - это изготовление и контроль качества для проверки готовой продукции и отбраковка единиц, не соответствующих установленным требованиям. Такая стратегия часто приводит к потерям и не экономична, поскольку построена на проверке постфактум, когда бракованная продукция уже создана. Более эффективна стратегия предупреждения потерь, позволяющая избежать производства непригодной продукции. Такая стратегия предполагает сбор информации о самих процессах, ее анализе и эффективные действия по отношению к ним, а не к продукции.
Объект - предприятие
Предмет – метод построения контрольной карты;
Цель – построение контрольной карты для предприятия
Для достижения поставленной цели необходимо выполнить следующие задачи:
- ознакомиться с деятельностью
- изучить методы построения контрольной карты;
- проанализировать периодические издания на предмет применения контрольной карты в производстве;
- подобрать нормативные документы по требованиям к разработке контрольной карты;
- разработать контрольную карту;
- сделать выводы и разработать рекомендации.
1 КОНТРОЛЬНЫЕ КАРТЫ КУМУЛЯТИВНЫХ СУММ
1.1 Понятие контрольной карты
Контрольная карта - это графическое средство, использующее статистические подходы, важность которых для управления производственными процессами была впервые показана доктором У. Шухартом в 1924 г. Теория контрольных карт различает два вида изменчивости.
Первый вид - изменчивость из-за «случайных (обычных) причин», обусловленная бесчисленным набором разнообразных причин, присутствующих постоянно, которые нелегко или невозможно выявить. Каждая из таких причин составляет очень малую долю общей изменчивости, и ни одна из них не значима сама по себе. Тем не менее сумма всех этих причин измерима и предполагается, что она внутренне присуща процессу. Исключение или уменьшение влияния обычных причин требует управленческих решений и выделения ресурсов на улучшение процесса и системы.
Второй вид - реальные перемены в процессе. Они могут быть следствием некоторых определяемых причин, не присущих процессу внутренне и могут быть устранены, по крайней мере, теоретически. Эти выявляемые причины рассматриваются как «неслучайные» или «особые» причины изменения. К ним могут быть отнесены поломка инструмента, недостаточная однородность материала, производственного или контрольного оборудования, квалификация персонала, невыполнение процедур и т. д.
Цель контрольных карт - обнаружить неестественные изменения в данных из повторяющихся процессов и дать критерии для обнаружения отсутствия статистической управляемости. Процесс находится в статистически управляемом состоянии, если изменчивость вызвана только случайными причинами. При определении этого приемлемого уровня изменчивости любое отклонение от него считают результатом действия особых причин, которые следует выявить, исключить или ослабить.
Задача статистического управления процессами - обеспечение и поддержание процессов на приемлемом и стабильном уровне, гарантируя соответствие продукции и услуг установленным требованиям. Главный статистический инструмент, используемый для этого - контрольная карта - графический способ представления и сопоставления информации, основанной на последовательности выборок, отражающих текущее состояние процесса, с границами, установленными на основе внутренне присущей процессу изменчивости. Метод контрольных карт помогает определить, действительно ли процесс достиг статистически управляемого состояния на правильно заданном уровне или остается в этом состоянии, а затем поддерживать управление и высокую степень однородности важнейших характеристик продукции или услуги посредством непрерывной записи информации о качестве продукции в процессе производства. Использование контрольных карт и их тщательный анализ ведут к лучшему пониманию и совершенствованию процессов.
Контрольные карты, учитывающие наряду с текущим значением контролируемого параметра также и результаты контроля в нескольких предыдущих выборках, называются контрольными картами с памятью. Такие контрольные карты оказываются более чувствительными к возмущениям процесса, т. е. уже в самом начале сдвига уровня процесса или изменения его рассеяния позволяют обнаружить нарушения хода процесса и своевременно вмешаться в процесс.
Контрольные карты, использующие для каждого наносимого на карту значения данные нескольких выборок, подразделяются на:
-карты скользящих выборочных средних и скользящих размахов;
- карты экспоненциально взвешенного скользящего выборочного среднего (EWMA);
- карты кумулятивных (накопленных) сумм (кусум-карты).
Методика расчета и построения контрольных карт кумулятивных сумм приведена в отмененных стандартах ГОСТ 20427-75, ГОСТ 21406-75, ГОСТ 22248-76.
1.2 Методика построения контрольной карты
Для построения контрольных карт кумулятивных сумм вычисляют накопленные суммы отклонений отдельных измерений ![]()
![]() или выборочных средних значений выборок от установленного (заданного) значения k в соответствии с выражением
или выборочных средних значений выборок от установленного (заданного) значения k в соответствии с выражением 

Вычисленные и нанесенные на график в порядке появления кумулятивные суммы (Sm) образуют кусум-карту.
Принципиально k может принимать любое значение, даже нулевое, однако чаще всего в качестве k используют среднее значение параметра процесса. При этом, если среднее значение параметра процесса возрастает, то будет иметь место и общий рост уровня кумулятивной суммы Sm, поскольку все большее число значений ![]()
![]() станут положительными. Аналогично, если среднее значение параметра процесса будет уменьшаться, то все большее число значений
станут положительными. Аналогично, если среднее значение параметра процесса будет уменьшаться, то все большее число значений ![]()
![]() станут отрицательными, и будет иметь место падение уровня кумулятивной суммы. Таким образом, изменение среднего значения параметра процесса приводит к изменению угла наклона графика кумулятивной суммы. При этом фактическая величина кумулятивной суммы в отдельной точке контрольной карты не имеет никакого значения. Из-за незначительных случайных колебаний параметров процесса на отдельных участках контрольной карты могут проявляться различные тенденции в углу наклона графика кумулятивной суммы. Поэтому только построение среднего наклона графика позволяет установить, имеют ли место какие-либо неслучайные изменения процесса.
станут отрицательными, и будет иметь место падение уровня кумулятивной суммы. Таким образом, изменение среднего значения параметра процесса приводит к изменению угла наклона графика кумулятивной суммы. При этом фактическая величина кумулятивной суммы в отдельной точке контрольной карты не имеет никакого значения. Из-за незначительных случайных колебаний параметров процесса на отдельных участках контрольной карты могут проявляться различные тенденции в углу наклона графика кумулятивной суммы. Поэтому только построение среднего наклона графика позволяет установить, имеют ли место какие-либо неслучайные изменения процесса.
На практике находят применение карты кумулятивных сумм как с границами регулирования, так и с использованием усеченной F-образной маски (шаблона). Причем карты кумулятивных сумм с границами регулирования позволяют обнаруживать лишь разладку процесса, тогда как карты с F-образной маской, кроме того, показывают его тренд и, таким образом, позволяют судить о характере смещения процесса. По чувствительности к разладке процесса эти карты равнозначны.
На контрольные карты кумулятивных сумм с границами регулирования наносят, как и на контрольные карты Шухарта, контрольные и предупреждающие границы. В зависимости от характера изменения контролируемого параметра карта кумулятивных сумм может быть с одно - и двусторонними границами регулирования. Расстояние от ЦЛ карты, обычно совпадающей с осью абсцисс, до предупреждающей и контрольной границы определяется соответственно предупредительным интервалом k и регулировочным интервалом h.
Статистическое управление процессом с помощью контрольных карт кумулятивных сумм с границами регулирования заключается в следующем. Через определенные интервалы времени отбирают выборки заданного объема и вычисляют значение контролируемого параметра ![]()
![]() . До тех пор, пока значения
. До тех пор, пока значения ![]()
![]() находятся в пределах предупреждающих границ, процесс считается налаженным, и кумулятивные суммы не образуются. Вычисление кумулятивных сумм начинается с первого значения
находятся в пределах предупреждающих границ, процесс считается налаженным, и кумулятивные суммы не образуются. Вычисление кумулятивных сумм начинается с первого значения ![]()
![]() , которое больше, чем k+ или меньше, чем k-. Вычисленные значения кумулятивных сумм наносят на контрольную карту, и точки, соответствующие последовательным выборкам, для наглядности соединяют прямыми линиями.
, которое больше, чем k+ или меньше, чем k-. Вычисленные значения кумулятивных сумм наносят на контрольную карту, и точки, соответствующие последовательным выборкам, для наглядности соединяют прямыми линиями.
Вычисление кумулятивной суммы прекращается, если ее значение Sm:
-достигает или выходит за пределы контрольных границ. В этом случае процесс считается разлаженным и необходимо провести его корректировку;
-меняет знак или оказывается равным нулю. В этом случае процесс считается налаженным, и образование кумулятивных сумм возобновляется, как только вновь окажется большим k+ или меньше k-.
Для контрольных карт кумулятивных сумм без границ регулирования состояние налаженного или разлаженного процесса определяют при помощи наложения на карту кумулятивных сумм специального V-образного шаблона (рис. 1). Последний представляет собой прямоугольник из прозрачного материала с трапецеидальным вырезом и с размерами, примерно равными размерам рабочей части контрольной карты. V-образный шаблон определяется углом раскрыва 2Θ и расстоянием d от вершины этого угла до начала отсчета (точка Θ).
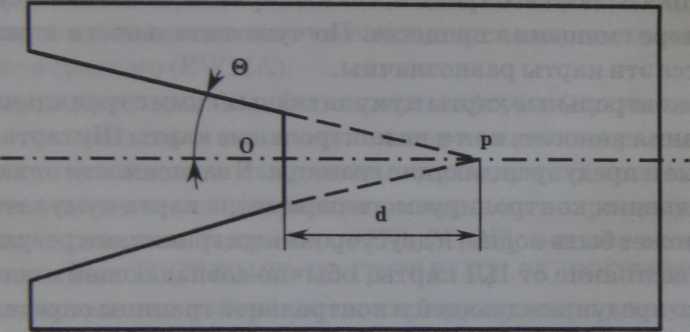
Рисунок 1 - V-образная маска (шаблон).
Приведенный на рисунке 1 V-образный шаблон применим для обработки двусторонних контрольных карт кумулятивных сумм. При обработке односторонних карт кумулятивных сумм достаточно использовать только верхнюю или нижнюю половину шаблона с углом раскрыва, равным Θ.
В качестве примера рассмотрим, как осуществляется статистическое регулирование процесса с помощью контрольной карты кумулятивных сумм числа несоответствующих единиц продукции с V-образным шаблоном.
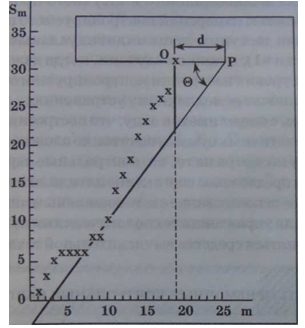
Рисунок 2 - Пример контрольной карты кумулятивных сумм числа несоответствующих единиц продукции с V-образным шаблоном.
Для проверки налаженности процесса сразу же после нанесения на контрольную карту кумулятивных сумм очередной точки (m, Sm) на контрольную карту накладывают V-образный шаблон таким образом, чтобы точка О шаблона совпала с точкой (т, 8т) на контрольной карте, линия ОР шаблона была параллельна оси абсцисс, и вырез на шаблоне был бы обращен влево (рис. 2). Если при этом все ранее нанесенные на контрольную карту точки оказываются в V-образном вырезе шаблона, то процесс считается налаженным. Если хотя бы одна из предыдущих точек окажется вне выреза шаблона или же на линии выреза, то это означает разладку процесса и необходимость проведения его корректировки.
Как следует из рис. 2, процесс находился в налаженном состоянии до взятия 19-й выборки, но после взятия 19-й выборки точка на карте, соответствующая 9-й выборке, оказалась за вырезом шаблона, и принимается решение о необходимости корректировки процесса.
Несомненным достоинством контрольных карт кумулятивных сумм является то обстоятельство, что их чувствительность к изменениям хода процесса (за исключением случаев очень малых и очень больших отклонений процесса) в несколько раз выше чувствительности контрольных карт Шухарта. Однако повышенная чувствительность таит опасность необоснованного вмешательства в ход процесса, подвергающегося влиянию только случайных воздействий. Действительно, если в какой-то момент времени появляется, например, постоянная погрешность измерения, приводящая к смещению значения контролируемого параметра, то контрольная карта Шухарта не отреагирует на это смещение, но зато на него моментально может отреагировать контрольная карта кумулятивных сумм. Следовательно, контрольные карты Шухарта менее чувствительны к малым возмущениям, но более устойчивы в отношении погрешностей измерения контролируемого параметра.
В заключение можно отметить, что контрольные карты кумулятивных сумм являются незаменимыми в случае управления процессами с относительно низким уровнем производительности (например, в условиях мелкосерийного и штучного производства) или высокой стоимостью измерений контролируемого параметра, когда для контроля доступны лишь индивидуальные значения (т. е. объем выборки л=1), а также в случаях, когда даже незначительные смещения уровня настройки контролируемого процесса недопустимы и подлежат немедленному устранению.
1.3 Применение контрольных карт кумулятивных сумм на практике
При быстром развитии газовой промышленности особое внимание уделяется повышению качества природного газа, которое находится в прямой связи от особенностей его подготовки к транспорту, включая осушку и очистку от вредных (сероводород, меркаптаны) или балластных (диоксид углерода) компонентов.
Широкое применение при обеспечении качества продукции и процессов находят статистические методы. Применение статистических методов позволяет с заданной степенью точности и достоверности судить о состоянии исследуемых явлений (объектов, процессов) в системе качества, прогнозировать и регулировать возникновение проблем в области качества и вырабатывать оптимальные управленческие решения не на основе эмоций, ощущений, интуиции, а на основе изучения фактических данных, тенденций и закономерностей [4, 6].
Одним из основных инструментов в обширном арсенале статистических методов контроля качества являются контрольные карты. Принято считать, что идея контрольной карты принадлежит известному американскому статистику ухарту. Практическое применение контрольных карт на производстве в основном сводится к использованию карт средних значений, размахов, средних квадратических отклонений [5].
Целью нашей работы является разработка предложений по проведению контроля качества природного газа и постоянного наблюдения за изменениями его показателей на предприятиях по транспортировке природного газа с помощью карт кумулятивных сумм или КУСУМ-карт.
Карты кумулятивных сумм используются в методах контроля качества для выявления отклонений от критических значений показателей продукции и процессов. Они могут обеспечить раннее выявление того момента, когда процесс выйдет из-под контроля и дают более ясное представление о поведении данных, чем обычная карта Шухарта.
Карты кумулятивных сумм используются в методах контроля качества для выявления отклонений от критических значений показателей продукции и процессов. Они могут обеспечить раннее выявление того момента, когда процесс выйдет из-под контроля и дают более ясное представление о поведении данных, чем обычная карта Шухарта.
Руководствуясь основными принципами применения карт кумулятивных сумм, изложенными в ГОСТ Р 50779.45, для примера проведем контроль качества природного газа по показателю «Объемная доля СО2, %». Технические требования к качеству природного газа нормируются ГОСТ 5542. Компонентный состав природного газа определен газохроматографическим методом. Границы приписной погрешности (Р=0,95) определения объемной доли СО2 составили 0,0283 %.
Содержание диоксида углерода влияет на теплотехнические характеристики природного газа. Увеличение количества СО2 снижает теплоту сгорания, т. е. уменьшает теплотворную способность природного газа, а также в определенных условиях он может проявлять коррозионные свойства, поэтому контроль за данным показателем обязателен.
В качестве исходных данных для построения КУСУМ-карты будем использовать результаты испытаний проб природного газа на Крымском УЗРГ.
Заносим исходные данные в таблицу 1.Таблица 1 - Данные параметров КУСУМ-карты
№ наблюдения | Объемная доля CO2,% | Отклонение от опорного значения, равного 4,5000 | Кумулятивная сумма отклонений |
1 | 4,4562 | 0,0438 | 0,0438 |
2 | 4,5347 | -0,0347 | 0,0091 |
3 | 4,7211 | -0,2211 | - 0,2020 |
4 | 4,6255 | -0,1255 | - 0,3275 |
5 | 4,5365 | -0,0365 | - 0,3640 |
6 | 4,4366 | 0,0634 | - 0,3007 |
7 | 4,5980 | -0,0980 | - 0,3987 |
8 | 4,4621 | 0,0379 | - 0,3608 |
9 | 4,3583 | 0,1417 | - 0,1191 |
10 | 4,6357 | -0,1357 | - 0,2548 |
11 | 4,6478 | -0,1478 | - 0,4026 |
12 | 4,7559 | -0,2559 | - 0,6585 |
13 | 4,4369 | 0,0631 | -0,5954 |
14 | 4,4258 | 0,0742 | -0,5212 |
где
![]()
![]() - значение наблюдаемой переменной,
- значение наблюдаемой переменной,
T – опорное значение,
i – номер наблюдения.
Заносим полученные данные в таблицу с исходными данными.
Значения кумулятивных сумм наносим на карту в зависимости от номера наблюдения (рис. 3).
Рисунок 3- КУСУМ-карта для контроля показателя качества газа «Объемная доля CO2,%»
На такой карте интерес представляют не абсолютные значения сумм, а угол наклона графика, определяемый по последовательным точкам. Т. к. увеличение показателя «Объемная доля СО2, %» ухудшает качество природного газа, то, если кривая кумулятивных сумм идет вверх от горизонтальной оси, следовательно, данный показатель превышает предыдущее значение и качество газа снижается.
Для принятия решений по данной КУСУМ-карте выбираем усеченную V-маску. В качестве статистической меры вариации используем выборочное стандартное отклонение. Размеры усеченной V-маски или шаблона V-маски рассчитываем на 10 выборочных интервалах как 5σ и 10σ. Оценка стандартного отклонения для данных, приведенных в таблице 1, составила σ= 0,1. Применяют шаблон, помещая его на любую точку контрольной карты. Рекомендуется выбирать последнюю нанесенную на карту точку, но это может быть и точка в любом предыдущем интервале.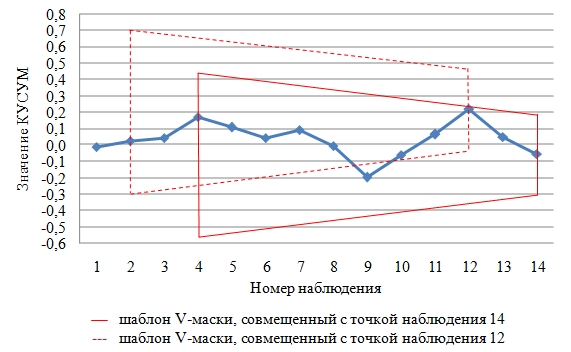
Рисунок 4 - Шаблоны усеченной V-маски, наложенные на КУСУМ-
карту.
При наложении шаблона V-маски на последнюю точку 14 карты видно, что одна точка касается разрешающих линий, что является сигналом об отклонении от опорного значения (рис.4).
Для выявления точек начала возникновения ухудшения качества газа совместим шаблон V-маски с другими точками кривой. Как видно, при совмещении шаблона V-маски, контур которого представлен пунктиром на рис.4, с точкой 12, одна точка КУСУМ-карты выходит за границы разрешающей линии. Это указывает на начало возникновения значительного сдвига по параметру. В этом случае необходимо принимать меры.Анализ КУСУМ-карты позволяет выявить момент начала ухудшения качества газа и ориентирует своевременно принять меры по снижению верхнего порога содержания СО2 на пунктах подготовки газа к транспортировке.
2 ПРИМЕНЕНИЕ КУМУЛЯТИВНЫХ КОНТРОЛЬНЫХ КАРТ НА ПРАКТИКЕ
Информацию о намечающейся тенденции к разладке процесса на такой карте разглядеть обычно не удается. В этом смысле более наглядными являются контрольные карты кумулятивных сумм.
Методика построения таких карт заключается в следующем. Если есть ряд значений некоторого признака xl, x2, x3,....,xn, то образование кумулятивных сумм (кусумм) будет происходить следующим образом:
где k - константа, представляющая собой некоторое заранее определенное значение.
Вычисленные и нанесенные на график в порядке их появления кумулятивные суммы образуют кусумм - карту.
Константа k может принимать любое значение, даже нулевое, однако чаще всего ее приравнивают математическому ожиданию исследуемого признака, или к номинальному значению параметра процесса.
Если среднее значение параметра процесса возрастает, то будет иметь место и общий рост уровня кусуммы, поскольку все большее число значений
(x1 - k) будут положительными.
Если среднее значение параметра будет уменьшаться, то и график кусумм будет стремиться вниз. Другими словами, изменение среднего значения исходных данных приведет к изменению угла наклона графика кусумм.
Фактическая величина значения кусуммы в отдельной точке не имеет никакого значения, так как из-за мелких случайных колебаний параметров процесса на отдельных участках графика кусумм могут проявляться различные тенденции в угле наклона. И только определение среднего наклона графика кусумм позволяет установить, имеет ли место устойчивая тенденция изменения исследуемого параметра в данный временной период.
Порядок расчетов и построения карты кумулятивных сумм рассмотрим на следующем примере.
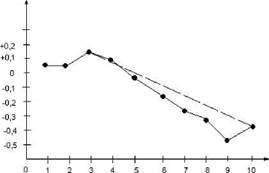
Пример. При анализе процентного содержания кремния в стальных образцах были получены следующие цифры, в %: 2,30; 2,25; 2,35; 2,20; 2,10; 2,15; 2,15; 2,20; 2,10; 2,35. Необходимо построить кусумм - карту для номинального значения 2,25%.
Данные для построения карты кумулятивных сумм можно представить в виде таблицы:
Таблица 2 – Процентное содержание кремния в стальных образцах в зависимости от номера образца
Содержание Si, % | 2,30 | 2,25 | 2,35 | 2,20 | 2,10 | 2,15 | 2,15 | 2,20 | 2,10 | 2,35 |
Разность (xn – k) | +0,05 | +0,10 | -0,05 | -0,15 | -0,10 | -0,10 | -0,5 | -0,15 | +0,10 | |
Кусумма | +0,05 | +0,05 | +0,15 | 0,10 | -0,05 | -0,15 | -0,25 | -0,30 | -0,45 | -0,35 |
График кумулятивных сумм показан на рисунке 4.
Кумулятивная сумма
Номер образца
Рисунок 5 – Карта кумулятивных сумм для содержания кремния в стальных образцах
Из построенной кусумм - карты хорошо видна тенденция к понижению содержания кремния в исследуемых образцах.
Для карт кумулятивных сумм мерой измерения исследуемой случайной величины является наклон графика. Если график кумулятивной суммы горизонтален (имеет нулевой наклон), то технологический процесс находится в оптимальном режиме. В противном случае процесс не отличается стабильностью.
График кумулятивных сумм более чувствителен к выявлению изменений в уровне исследуемого параметра, чем традиционные графики. Изучение карты кумулятивных сумм позволяет увязать обнаруженные тенденции изменения контрольного признака с реальными внешними влияющими факторами и событиями, вызывающими изменение параметра в ту или иную сторону от установленного значения.
Заключение
В ходе проделанной работы были освоены теоретические знания о картах статистического контроля процесса (картах СКП) и разработаны методики построения контрольных карт кумулятивных сумм
По окончанию работы можно сделать следующий вывод: наиболее удобными в построении и применении являются КУСУМ-карты, однако с помощью современных программных комплексов и различных пакетов затраты на построение контрольных карт экспоненциально взвешенных скользящих средних и контрольных карт Хоттелинга сводятся к минимуму.
Намеченные задачи выполнены, поставленная цель достигнута.
Библиографический список.
ГОСТ Р 50779.45-2002 Контрольные карты кумулятивных сумм. Руководство по управлению качеством и анализу данных с помощью метода кумулятивных сумм. — М.: Изд-во стандартов, 2002. — 53 с. , , Ярхо определений термина «статистика». — Москва: МГУ, 1972. Клячкин статистический контроль технологического процесса. М. : Финансы и статистика, 2003. 192 с. , Сафин карты Хотеллинга с учетом погрешностей измерений // Автоматизация и современные технологии. 2011. №2. С. 19–23. Клячкин многомерного статистического контроля процесса // Информационные технологии в проектировании и производстве, 2002. №1. С 49 - 53. татистические методы обеспечения качества / Пер. с нем.; Под ред. . М. : Машиностроение, 1995. 616 с. Сафин эффективности статистического контроля многопараметрического процесса с учетом погрешностей измерений // Затраты на производстве. Материалы региональной научно-технической конференции. Ульяновск, 2010. С.85–90. , , Шалавин методы управления качеством. М. : Машиностроение, 1999. 320 с.
