

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 697.326
ОПТИМИЗАЦИЯ ПРОЦЕССА ЗАБРАСЫВАНИЯ ТОПЛИВА НА КОЛОСНИКОВУЮ РЕШЕТКУ ОБРАТНОГО ХОДА
1, 1, 1,2
1Кузбасский государственный технический университет имени
2Институт теплофизики им. СО РАН
В Кузбассе, где насчитывается более 1000 котельных, относящихся к малой энергетики и работающих на угле, остро стоит вопрос о качестве поступающего твердого топлива в котельные и о его цене. В настоящее время в качестве топлива на котельные со слоевыми топками грузоотправители отгружают энергетический уголь марки Др с фракцией «семечко» (13-6) и «штыб» (6-0) около 80% по цене сортового угля. С таким качеством топлива эффективность его сжигания низкая. При пневмомеханическом забрасывании топлива на колосниковую решетку до 10% «мелочи» попадает непосредственно в сборник шлака без участия в горении в результате провала в месте установки забрасывателя. Убытки от такого ведения теплового хозяйства составляют весьма значительную сумму.
В коммунальные системы» используются котлы КВ-ТС-20 с механическим забрасывателем на колосниковую решетку обратного хода. Приводы для вращения забрасывателя оснащены частотными преобразователями. С целью снижения провалов угля в месте забрасывателя были проведены исследования влияния скорости вращения ротора забрасвателя на рациональное распределение фракций по длине колосниковой решетки. Колосниковая решетка длиной 6,5 м условно была разделена на четыре зоны, начиная счет от места заврасывателя. Критерием рационального распределения являлся показатель относительного содержания крупной фракции по разделенным зонам, который должен увеличиваться от 1-й до 4-й зоны, причем в 3-й и 4-й зонах относительное содержание средней фракции должно бать приблизительно одинаковой. Показатель относительного содержания мелкой фракции должен уменьшаться от 1-й до 4-й зоны, причем в 1-й и 2-й зонах мелкой фракции должно быть одинаковое относительное содержание. Такие условия распределения мелкой и крупной фракции позволяют крупным кускам угля, находящимся в большем количестве в 4-й зане, полностью сгореть за время движения колосниковой решетки в один ход. Небольшое содержание мелкой фракции в 3-й и 4-й зоне позволяет поддерживать интенсивное горение крупной фракции, а значительное содержание мелкой фракции в 1-й и 2-й зонах позволить им также полностью сгореть.
Это позволят малым котельным сжигать с высокой эффективностью мелкие и крупные фракции углей, высокозольные и влажные угли из отвалов.

Схема расположения забрасывателя и колосниковой решетки показаны на рис. 1.
Рисунок 1. Схема расположения забрасывателя и колосниковой решетки (по зонам):
1 – забрасыватель; 2 – колосниковая решетка; 3 – привод решетки
Дисперсный состав исходного угля представлен значительным содержанием мелкой фракции 0,75 мм и средней – 12,5 мм (рис.2).
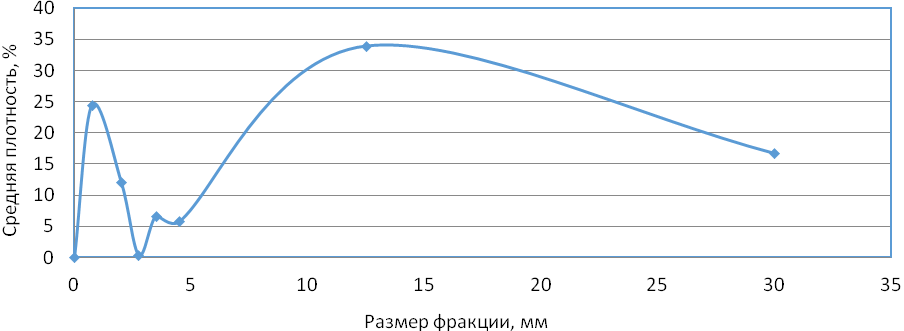
Рисунок 2. Дисперсный состав исходного угля
Были получены результаты измерений распределения фракций угля по зонам при скорости вращения ротора 700, 1000, 1300 об./мин, которые приведены в табл. 1-3, соответственно.
Таблица 1
Фракционное распределение угля по зонам при частоте вращения ротора 700 об./мин
Первая зона | Вторая зона | Третья зона | Четвертая зона | ||||
Размер фракции, мм | Процент от общей массы, % | Размер фракции, мм | Процент от общей массы, % | Размер фракции, мм | Процент от общей массы, % | Размер фракции, мм | Процент от общей массы, % |
30 | 4,92 | 30 | 0,93 | 30 | 20,19 | 30 | 40,69 |
12,5 | 9,52 | 12,5 | 21,28 | 12,5 | 51 | 12,5 | 53,90 |
4,5 | 4,2 | 4,5 | 6,55 | 4,5 | 9,9 | 4,5 | 2,39 |
3,5 | 2,24 | 3,5 | 13,23 | 3,5 | 10,24 | 3,5 | 1,11 |
2,75 | 0,27 | 2,75 | 0,54 | 2,75 | 0,54 | 2,75 | 0,12 |
2 | 7,75 | 2 | 34,72 | 2 | 5,52 | 2 | 0,42 |
0,75 | 71,13 | 0,75 | 22,72 | 0,75 | 2,6 | 0,75 | 1,36 |
Таблица 2
Фракционное распределение угля по зонам при частоте вращения ротора 1000 об./мин
Первая зона | Вторая зона | Третья зона | Четвертая зона | ||||
Размер фракции, мм | Процент от общей массы, % | Размер фракции, мм | Процент от общей массы, % | Размер фракции, мм | Процент от общей массы, % | Размер фракции, мм | Процент от общей массы, % |
30 | 2,34 | 30 | 2,94 | 30 | 7,6 | 30 | 6,5 |
12,5 | 8,03 | 12,5 | 11,3 | 12,5 | 19,96 | 12,5 | 57,94 |
4,5 | 1,55 | 4,5 | 2,88 | 4,5 | 9,32 | 4,5 | 13,16 |
3,5 | 1,85 | 3,5 | 5,86 | 3,5 | 17,47 | 3,5 | 14,84 |
2,75 | 0,07 | 2,75 | 0,26 | 2,75 | 0,72 | 2,75 | 0,64 |
2 | 3,75 | 2 | 18,91 | 2 | 36,25 | 2 | 4,74 |
0,75 | 82,4 | 0,75 | 56,96 | 0,75 | 8,69 | 0,75 | 2,18 |
Таблица 3
Фракционное распределение угля по зонам при частоте вращения ротора 1300 об./мин
Первая зона | Вторая зона | Третья зона | Четвертая зона | ||||
Размер фракции, мм | Процент от общей массы, % | Размер фракции, мм | Процент от общей массы, % | Размер фракции, мм | Процент от общей массы, % | Размер фракции, мм | Процент от общей массы, % |
30 | 4,18 | 30 | 0,59 | 30 | 2,74 | 30 | 13,05 |
12,5 | 11,74 | 12,5 | 10,25 | 12,5 | 14,2 | 12,5 | 36,24 |
4,5 | 2,07 | 4,5 | 1,98 | 4,5 | 6,94 | 4,5 | 14,27 |
3,5 | 2,62 | 3,5 | 4,67 | 3,5 | 15,38 | 3,5 | 19,1 |
2,75 | 0,39 | 2,75 | 0,16 | 2,75 | 1,09 | 2,75 | 0,87 |
2 | 4,67 | 2 | 12,22 | 2 | 35,33 | 2 | 11,99 |
0,75 | 74,33 | 0,75 | 70,11 | 0,75 | 24,32 | 0,75 | 4,49 |
На основе полученных инструментальных измерений фракционного состава проб из каждой зоны при различных оборотах ротора забрасывателя, построили дифференциальные кривые распределения (по трем различным скоростям вращения ротора – 700, 1000, 1300 об./мин). Графические данные представлены на рисунках 3-5.
Дисперсный состав угля по зонам при работе забрасывателя с частотой вращения 700 об./мин имеет два максимума по распределению фракционного состава угля, забрасываемого в топку на колосниковую решетку, за исключением четвертой зоны (рис. 3). В первых трех зонах первый максимум приходится на средний размер частиц 0,75 мм (класс 0-1,5), а второй максимум приходится на средний размер частиц 12,5 мм (класс 5-20). Это говорит о том, что дисперсный состав угля в первых трех зонах отбора проб не подчиняется нормально-логарифмическому распределению. Необходимо отметить, что в поступающем на сжигание угле наблюдается незначительное содержание частиц размером 2,5-4,5 мм. В первой зоне частиц мелкого размера значительно больше, чем во второй, в третьей и тем более, четвертой зоне. В третьей и четвертой зоне значительной количество частиц (более 30%) крупного размера. Таким образом, при частоте 700 об/мин наблюдается неравномерное распределение дисперсного состава исходного угля по зонам: большое количество мелкой фракции в первой зоне (более 70%) и почти в 3 раза меньше во второй зоне, но необходимо отметить как достоинство для равномерного распределения – значительное количество фракции 12,5 мм в 3-й и 4-й зоне и динамично нарастающее увеличение фракции 30 мм от третьей к четвертой зоне.
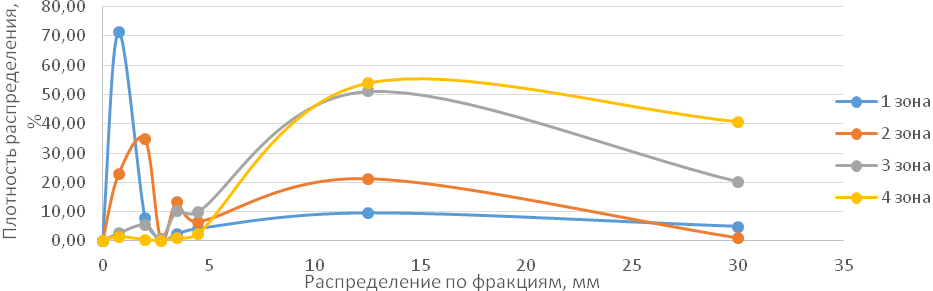
Рисунок 3. Дисперсный состав угля по зонам при работе забрасывателя с частотой вращения 700 об./мин
Дифференциальные кривые распределения дисперсного состава угля по зонам при частоте вращения ротора забрасываоб./мин (рис. 4) показали, что мелкой фракции 0,75 мм в первой зоне все же больше в 1,5 раза, а по сравнению с третьей зоной, более девяти раз. Таким образом, при указанной частоте оборотов ротора забрасывателя не происходит равномерного распределения по мелкой фракции. Средняя фракция 12,5 мм распределяется с динамикой положительного увеличения доли от 1-й до 4-й зоны. Крупная фракция 30 мм достаточно равномерно распределена по всем четырем зонам, а по установленному нами критерию равномерности эта фракция должна иметь динамику увеличения от 1-й зоны к 4-й зоне. Причем суммарное количество 30 мм фракции в этом опыте меньше, чем при частоте вращения ротора 700 об./мин. Причиной такого обстоятельства может быть, либо то, что в исходной пробе было мало крупной фракции, либо произошло измельчение крупной фракции на меньший размер при повышении числа оборотов ротора.
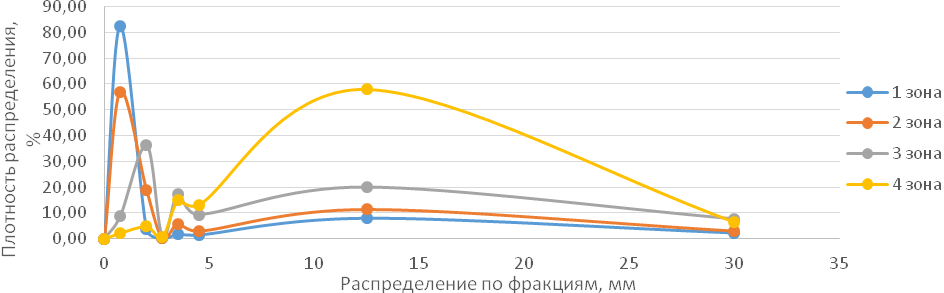
Рисунок 4. Дисперсный состав угля по зонам при работе забрасывателя с частотой вращения 1000 об./мин
При частоте оборотов ротора забрасываоб./мин (рис. 5) видно, что мелкая фракция 0,75 мм почти равномерно распределена в первой и второй зонах, а в третьей зоне этой фракции лишь в 3 раза меньше, чем в предыдущих зонах. Эта фракция присутствует даже в 4-й зоне, хотя в незначительном количестве. Это положительно будет сказываться на горении более крупных кусков на всей площади колосниковой решетки. При частоте оборотов 1300 об./мин происходит динамичное положительное распределение от зоны к зоне средней фракции 12,5 мм и крупной фракции 30 мм.
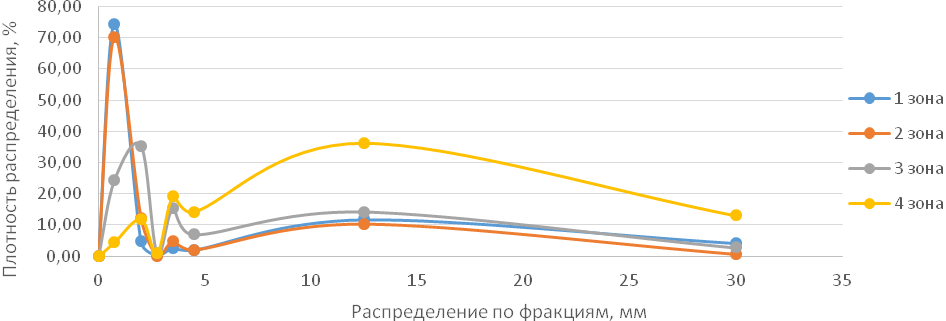
Рисунок 5. Дисперсный состав угля по зонам при работе забрасывателя с частотой вращения 1300 об./мин
Рассмотрев и проанализировав данные фракционного распределения по рис. 3–5 в зависимости от числа оборотов ротора, можно сделать вывод, что более рациональная скорость вращения ротора для рационального распределения угля на колосниковую решетку, по принятым критериям рациональности, составляет 1300 об./мин.
Наглядные иллюстрации позонного распределения фракций (0,75; 12,5; 30 мм), показаны на рис. 6-8.
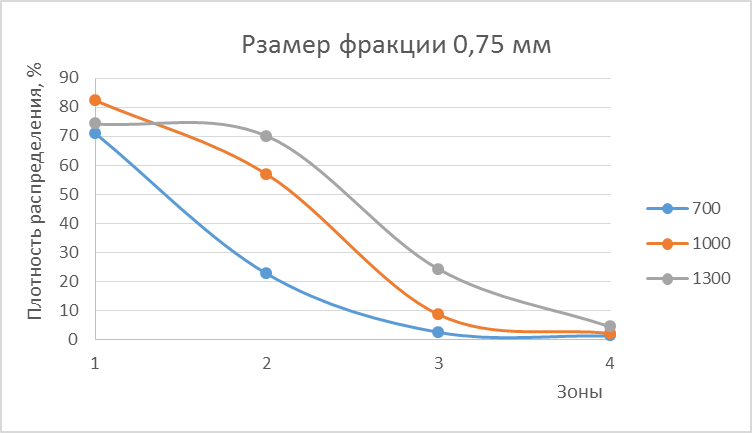
Рисунок 6. Плотность распределения мелких частиц (0,75 мм) по зонам колосниковой решетки при различной скорости вращения ротора
Следует отметить, что в данном графике при увеличении скорости вращения ротора в первой и второй зоне плотность распределения динамически выравнивается, что характерно для числа оборотов ротора 1300 об./мин. При размере фракции 12,5 мм наиболее равномерное распределение угля по длине колосниковой решетки достигается при скорости вращения ротора 1300 об./мин (рис. 7). При данной скорости по первым трем зонам плотность распределения фракции 12,5 мм практически одинакова и лишь увеличивается в четвертой зоне.
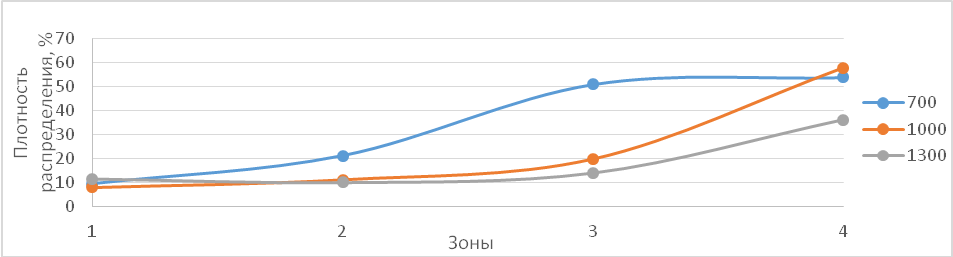
Рисунок 7. Плотность распределения средних частиц (12,5 мм) по зонам колосниковой решетки при различной скорости вращения ротора
Крупная фракция 30 мм равномерно распределена по всем зонам при 1000 об/мин (рис. 8) , динамика наблюдается от 3-й зоны к 4-й зоны для частоты вращения ротора как для 700, так и для 1300 об./мин.
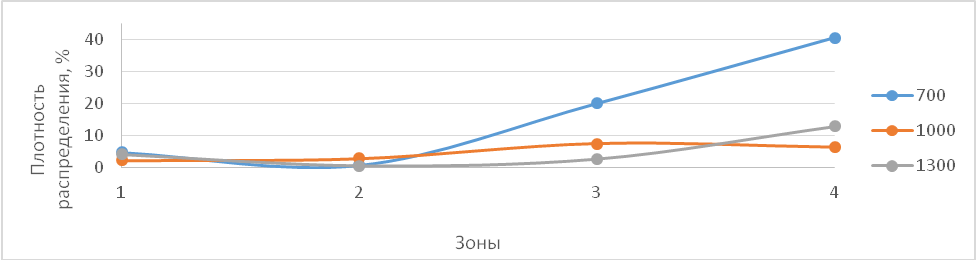
Рисунок 8. Плотность распределения крупных частиц (30 мм) по зонам колосниковой решетки при различной скорости вращения ротора
Отметим, что суммарное количество 30 мм фракции при частоте оборотов ротора 1000 и 1300 об./мин меньше, чем при частоте вращения ротора 700 об./мин. Причиной такого обстоятельства может быть, либо то, что в исходной пробе было мало крупной фракции, либо произошло измельчение крупной фракции на меньший размер при повышенных оборотах ротора.
Проведенные инструментальные испытания на холодном промышленном котле КВ-ТС-20 по рациональному фракционному распределению угля на колосниковую решетку обратного хода показали, что наиболее рациональное число оборотов ротора забрасывателя из трех возможных, является 1300 об./мин. Эта частота вращения ротора рекомендована для промышленного использования при данном фракционном составе исходного угля.
