
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
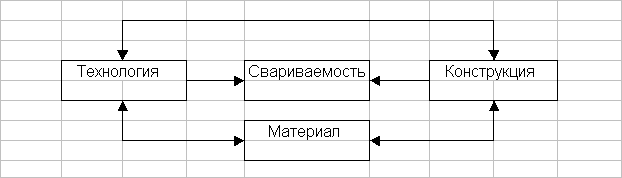
6. Свариваемость металлов
6.1. Понятие свариваемости
Свойство металлов образовывать при установленной технологии сварки соединения, отвечающие конструктивным и эксплуатационным требованиям или требованиям качества.
Ранее: физическая и технологическая св - сть.
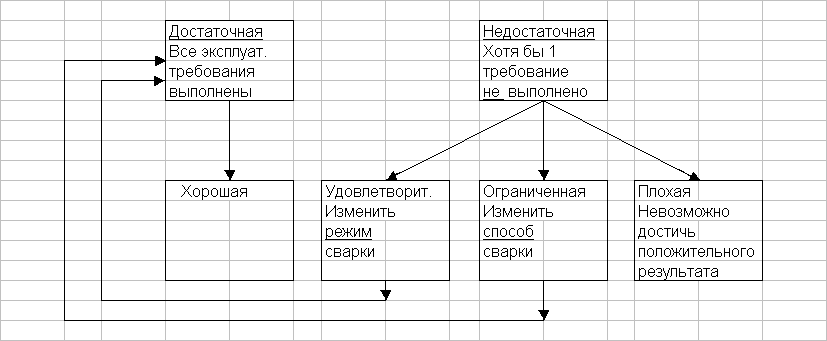
Степени свариваемости ()
Эксплуатационные требования к сварным соединениям:
а) механические свойства
б) герметичность
в) коррозионная стойкость
г) работа при низких температурах – 40 єС
д) прочность при повышенных температурах
Критерии свариваемости
стойкость к образованию холодных трещин (ХТ), водород стойкость к образованию горячих трещин (ГТ) стойкость к образованию ламелярных трещин стойкость к трещинам повторного нагрева
Рис. 6.1. Трещины в сварных соединениях
6.2. Холодные трещины (ХТ), водородные трещины
Как правило в ЗТВ, также в металле шва, стали, Al, Cu
Блестящий кристаллический излом, под действием собственных сварочных напряжений – локальный.
Инкубационный период – 1-2 сутки
Причины образования ХТ в сталях:
- эффект закалки диффузия водорода
Предотвращение холодных трещин (ХТ)
Применять стали менее склонные к закалке (СЕ < 0,41; Re < 350 MПа; Rm < 500 Mпа;
t <25-30 mm)
Использовать присадочные материалы с минимальным содержанием Н,
электроды В, МАГ – сварка
прокаливание электродов
Подогрев и последующий нагрев
Н2 удаляется при ~ 150 єС
Подогрев, учесть тепловложение
Qe ↑ , после сварки 2 – 3 часа
Продолжить нагрев – удаление Н2
Конструктивные мероприятия для уменьшения внутренних сварочных напряжений:
- последовательность сварки промежуточный нагрев оптимальный режим сварки рациональная конструкция
6.3. Расчётные и экспериментальные методы оценки склонности к образованию сталей к ХТ
Влияние максимального содержания углерода
Оценка по эквиваленту углерода:
Формула международного института сварки (IIW)
С2 + Mo + V Cu + Ni Mn
CE = CEW = Cэкв = С + —————— + ———— + —— %
5 15 6
Если С > 0,18 % t 8/5 > 12 сек СЕ < 0,41 - хорошая свариваемость
При этом учесть:
- тепловложение или погонную энергию Qe комбинированную толщину материала
Для стыковых соединений: t komb = 2 t
Для тавровых соединений: t komb = 3 t
Температура подогрева Тпод = f (t komb, CE; Qe)
Номограммы, графики (ЕН 1011 -2)
В каталогах сталей рекомендации в виде таблиц
Исключения: стали марок 14Г, 16ГС, 09Г2С, 15ХСНД.
Другие формулы для оценки склонности к образованию ХТ и температуры подогрева:
В Японии (1970г)
Mn + Cu + Cr Ni Mo V
РСМ = С + ——————— + —— + —— + —— + 5B
20 60 15 10
Если С ≥ 0,22 % t 8/5 < 8 s
Рис. 6.2. Номограммы для определения температуры подогрева (учебник)
Рис.6.3. Графики для определения температуры подогрева (ЕН 1011 -2)
Технологические пробы
Рис. 6.4. Испытание на излом
Рис. 6.5. CTS – проба
Рис. 6.6. Крестообразная проба (CTS)
Рис.6.7. Влияние подогрева и последующего отжига на распределение твёрдости сварного соединения
6.4. Склонность к образованию горячих трещин (ГТ)
Предпосылки образования:
- низкоплавкие фазы на границах зерен образование крупнозернистой структуры,
трещины распространяются легко
- появление растягивающих напряжений в момент кристаллизации и охлаждения
Способы уменьшения риска образования ГТ:
- понижение вредных примесей (S, P, C) повышение содержания Mn (аустенит. стали) создание возможности образования ферритной первичной структуры (аустенит стали)
Расчётные методы оценки склонности к ГТ
Параметр
C(S + P + Si/25 + 0,03 Ni) · 103
HCS = ———————————————
3Mn + Cr + Mo + V
Если HCS < 2 – 4, сталь не склонна к ГТ
Технологические пробы
Рис. 6.8. Экспериментальное определение склонности стали к ГТ
6.5. Ламелярные трещины
Образуются в ЗТВ, часто в тавровых соединениях
Примеры:
- примеси сулофидов и силикатов между зернами (низкое качество стали) большие внутренние напряжения (нерациональная конструкция)
6.6. Трещины повторного нагрева
В Cr – Mo – V сталях во время высокого отпуска или в эксплуатации
В ЗТВ, в крупнозернистом участке выделяются карбиды, могут образовываться в ЗТВ или в металле шва
Расчётные методы (сравнение параметров)
Д GL = Cr + 3,3 Mo + 8,1 V + 10C – 2
Если Д GL > 2, возможны трещины
Общее правило: местами образования (зародышами) являются сварочные дефекты: несплошности, поры, пустоты
