

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Запуск управляющей программы в NC Studio
(запуск станка на фрезеровку)
Открываем программу NC Studio. Запускаем станок.

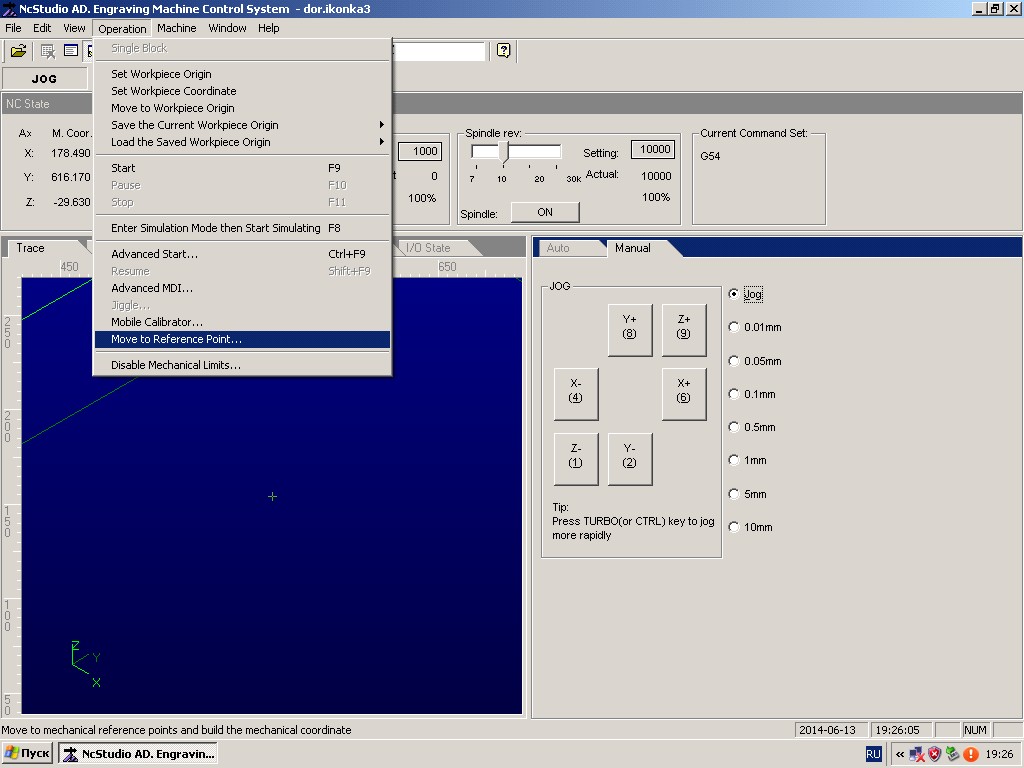
Для начала откалибруем станок по всем осям X, Y, и Z. Убедитесь в том, что на поле станка ничего нет, так как в процессе калибровки станок будет двигаться самостоятельно вдоль рабочего стола. Входим в меню Operation. Выбираем вкладку Move to Reference Point….

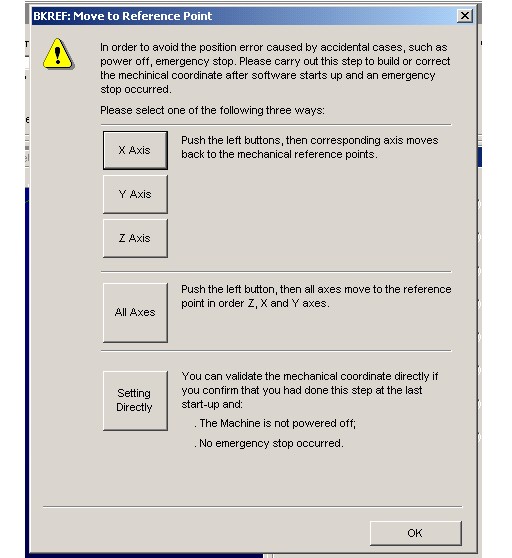

Откроется окно, в котором есть 3 кнопки калибровки станка отдельно по осям (X Axis, Y Axis, Z Axis) и кнопка All Axes, которая калибрует станок одновременно по всем осям. Будем калибровать поочередно по осям. Нажмем на кнопку X Axis и дождемся когда станок уйдет влево до конца и сработает датчик-ограничитель – станок остановился и откалибровался по оси ОХ. Теперь это же проделаем по оси ОY (кнопкой Y Axis) и по оси OZ (кнопкой Z Axis). После калибровки по осям, подтвердим кнопкой ОК все свои действия. В левом демонстрационном (синем) окне программы можно видеть рабочее поле станка в виде зеленого параллелепипеда. Теперь угоните кнопками мыши во вкладке Manual станок в дальнее положение, освободив место для установки заготовки. Закрепляем заготовку к станине станка с помощью специальных зажимов.
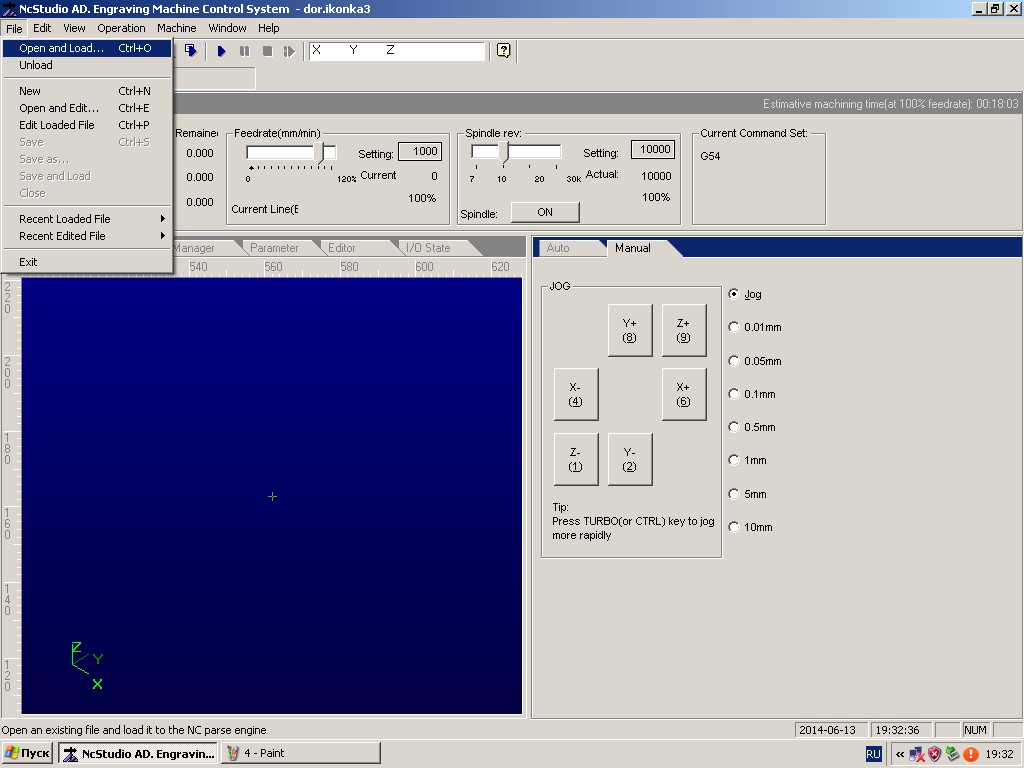
Далее переходим к загрузке управляющей программы в NC Studio. Для этого входим во вкладку File и в раскрывшемся списке выбираем Open and Load.
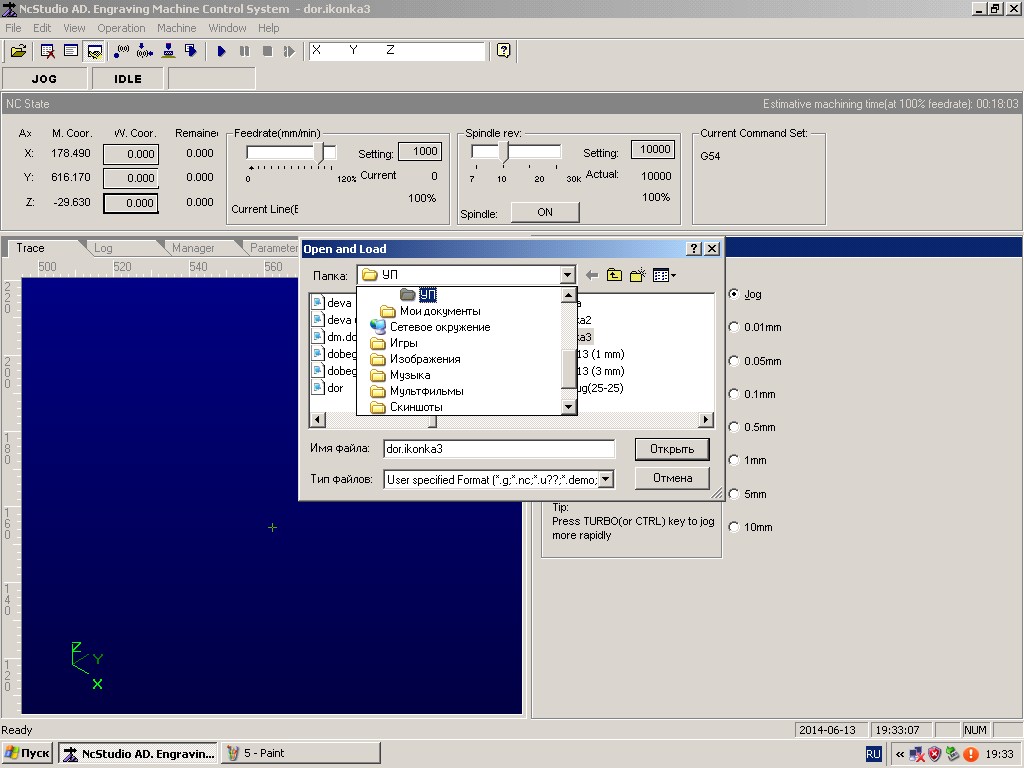

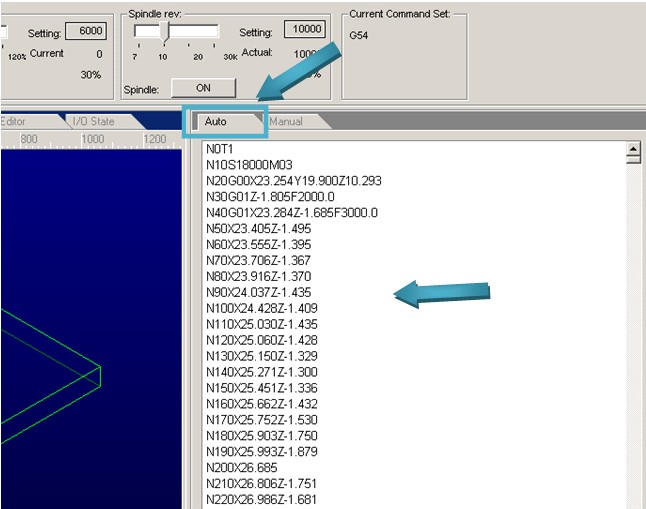
Откроется дополнительное окно поиска файла. Здесь сначала укажем расположение (путь) к нужному файлу (управляющей программе), а затем выберем ее из имеющегося списка и нажимаем кнопку Открыть. Программа загрузилась. Ее можно увидеть во вкладке Auto.
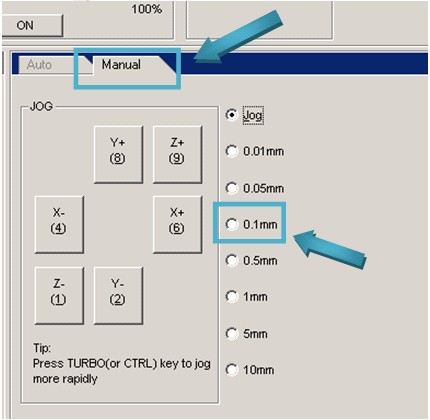
Теперь нам необходимо задать нулевую точку станку, относительно которой он начнет фрезеровку загруженной модели. Заходим обратно во вкладку Manual. Поочередным нажатием мышкой соответствующих кнопок, передвигаем кончик фрезы в положение нулевой точки. Шаг фрезы при однократном нажатии мышки можно замедлить с помощью данного списка значений. Например, если отметить 0,1mm то шпиндель будет при одном нажатии мышки на любую из кнопок передвигаться лишь на 0,1 мм. Таким образом, когда фрезу подогнали поближе к поверхности заготовки, уменьшим шаг до 0,1 мм и добьемся легкого касания кончиком фрезы поверхности заготовки. Когда фреза установлена в нулевую позицию, необходимо «сказать» об этом станку.

Для этого обнулим позиции по всем трем осям (поочередно нажав на кнопочки). Теперь станку понятно, относительно какой точки на его рабочем поле находится нулевая точка управляющей программы. Мы это тоже можем видеть, что 0.000 по оси ОХ соответствует координате 178.490 мм на рабочем поле станка, 0.000 по OY соответствует 616.170 мм, а 0 по OZ соответствует -29.630 мм (в вашем случае нулям будут соответствовать совершенно другие координаты). После установки нулевой позиции не забудьте приподнять фрезу по оси OZ на 5-10 мм. Это необходимо для того, чтобы при запуске станка, в процессе разгона шпинделя фреза не проделала незначительную дырочку на заготовке.

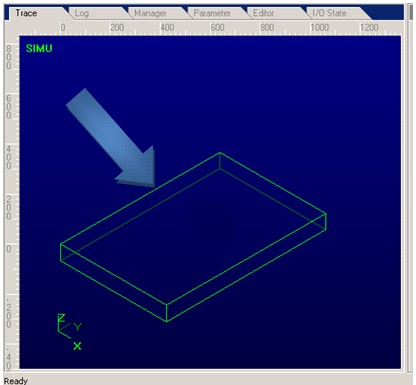
Теперь, когда нулевая позиция имеется, можно просмотреть ускоренную демонстрацию процесса резки станком. Для этого нажимаем на кнопку демонстрации 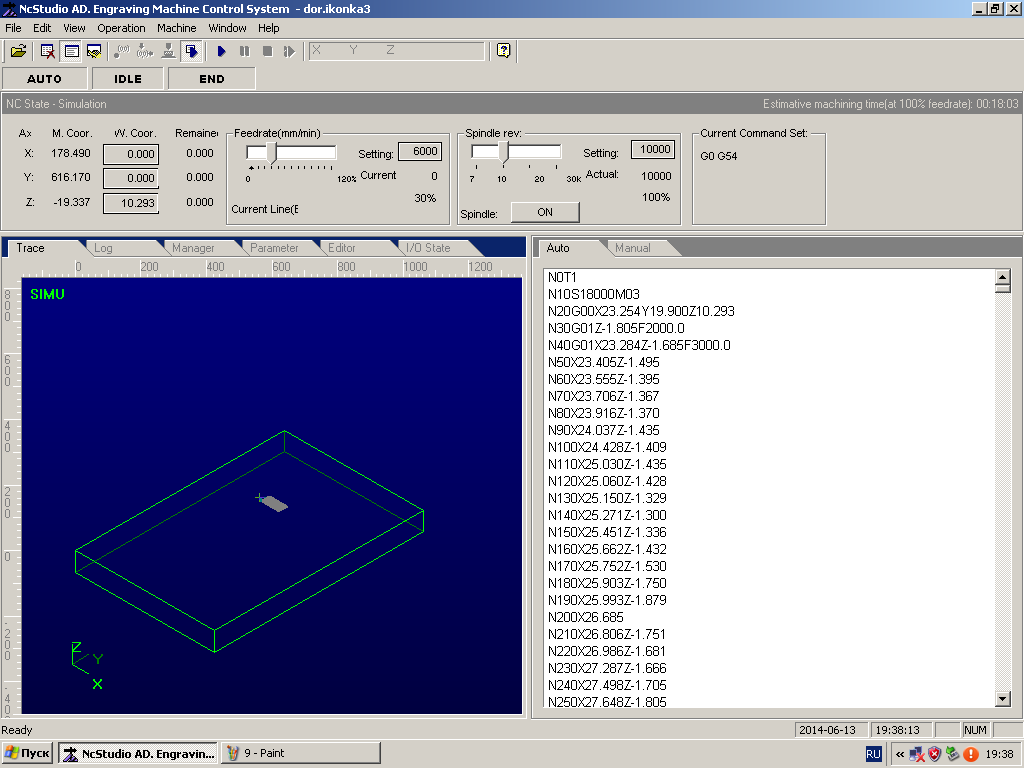 и в синем окне программы наблюдаем за процессом резки. После окончания процесса мы можем увидеть время
и в синем окне программы наблюдаем за процессом резки. После окончания процесса мы можем увидеть время 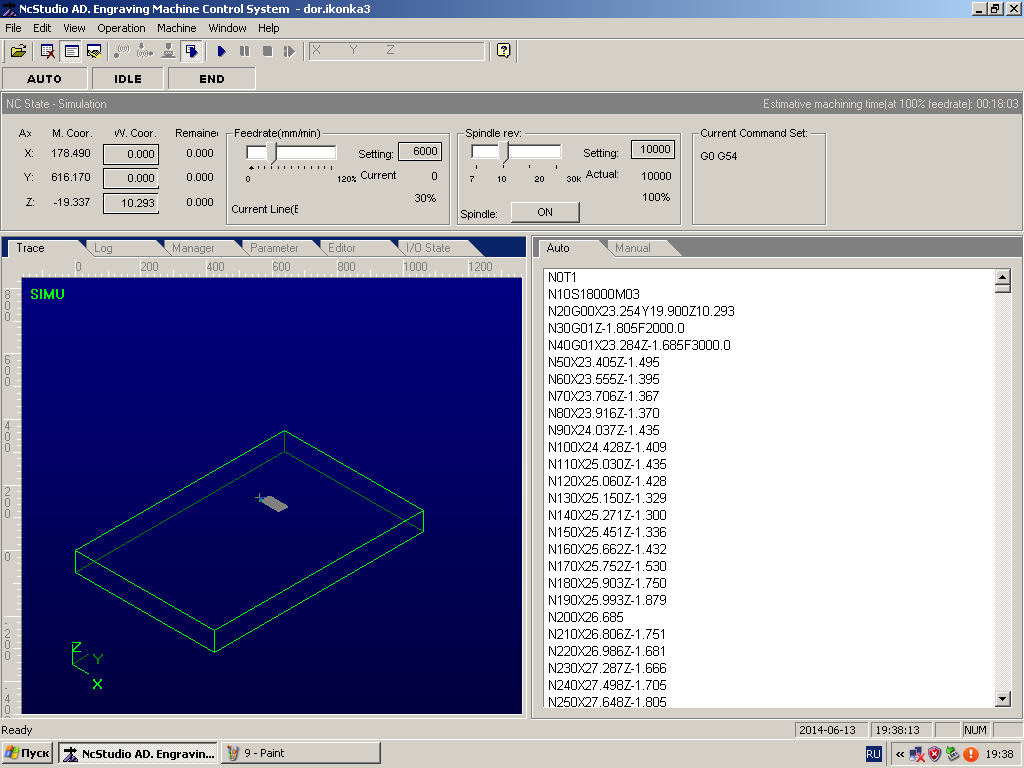 , которое нам понадобится для резки (при 100 % скорости). Также в окне будет видно, не выходит ли модель за рабочую область станка. В левом демонстрационном окне вы можете передвигать изображение мышкой, увеличивать (кнопка + на дополнительной клавиатуре) и уменьшать (кнопка – на доп. клавиатуре).
, которое нам понадобится для резки (при 100 % скорости). Также в окне будет видно, не выходит ли модель за рабочую область станка. В левом демонстрационном окне вы можете передвигать изображение мышкой, увеличивать (кнопка + на дополнительной клавиатуре) и уменьшать (кнопка – на доп. клавиатуре).
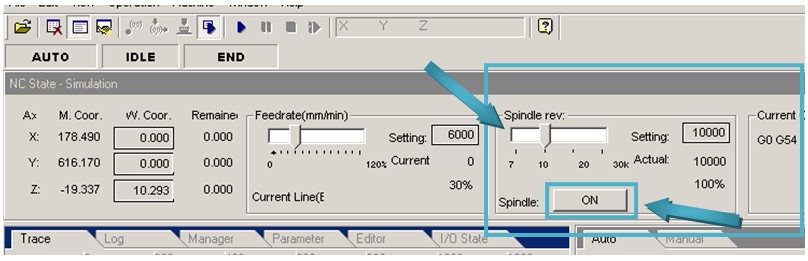
После того, как с помощью демонстрации вы проверили правильность выполнения резки и посмотрели время резки, можно непосредственно запускать станок. Ежедневно перед первым запуском станка рекомендуется прогревать шпиндель 5-10 мин. Сначала на малых оборотах (перетащите бегунок мышью на значение 7000 и нажмите кнопку ОК) 3-4 минуты, затем увеличив обороты (в процессе вращения перетащите аккуратно бегунок на позицию 10000(2-3 мин), затем позицию 12000(2-3 мин)) на 4-6 минут. Останавливаем шпиндель той же кнопкой ОК, которой и запускали. Выходим из демонстрационного режима, отжимаем кнопку демонстрации 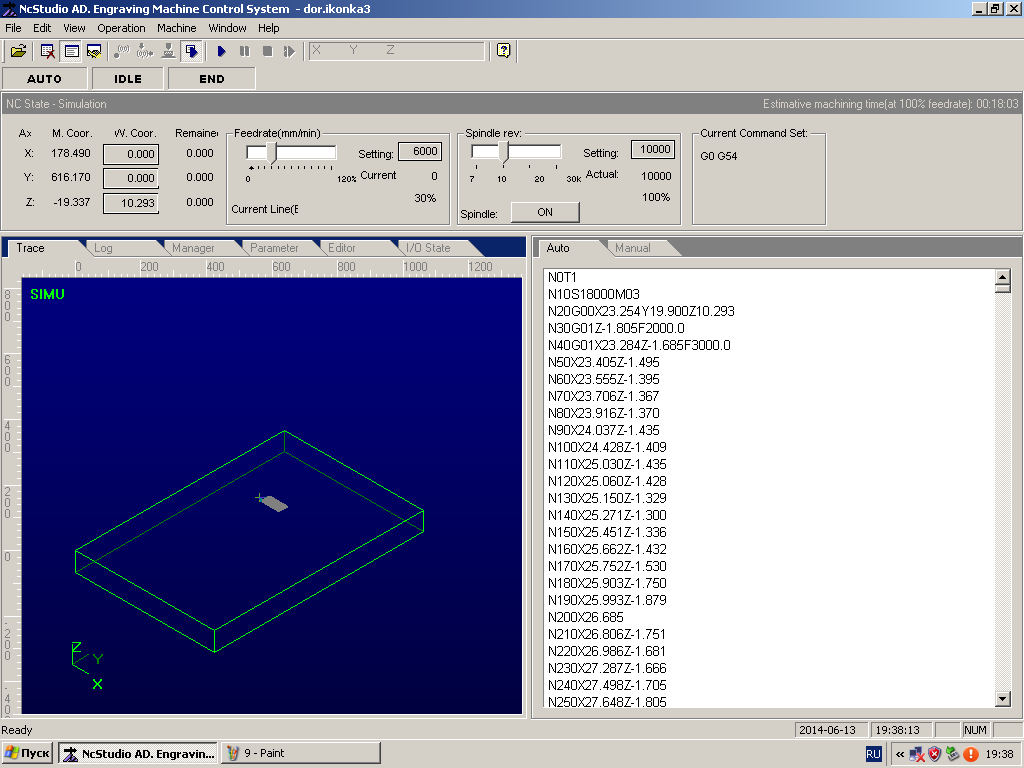 , чтобы она стала неактивной
, чтобы она стала неактивной 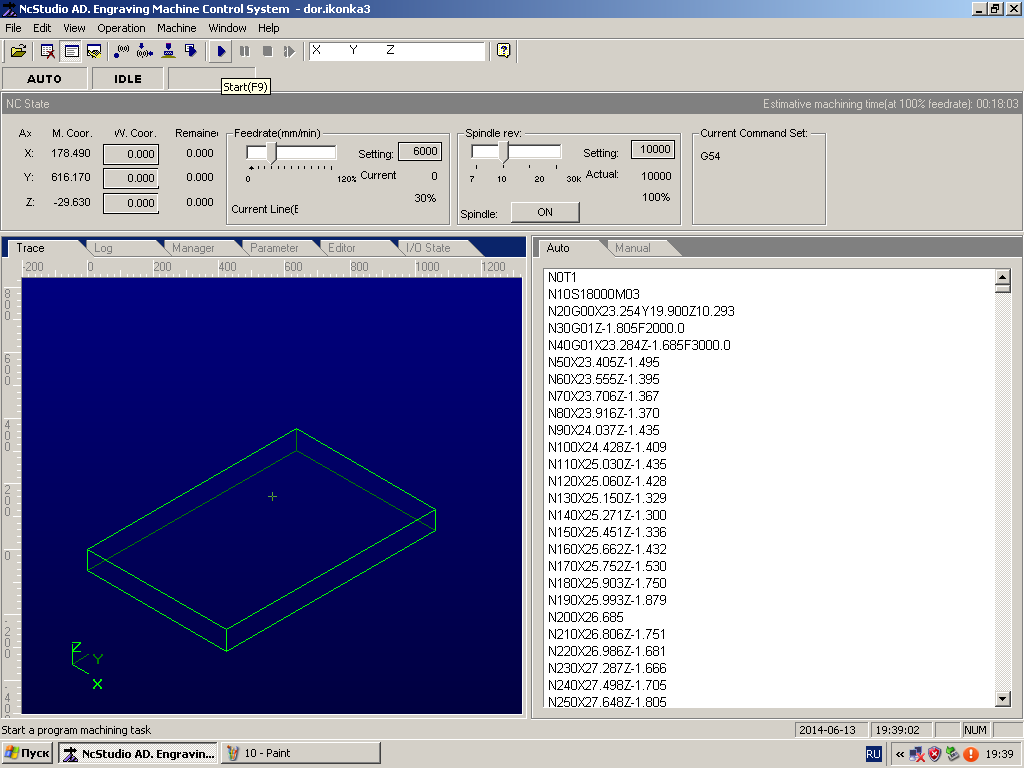 .
.
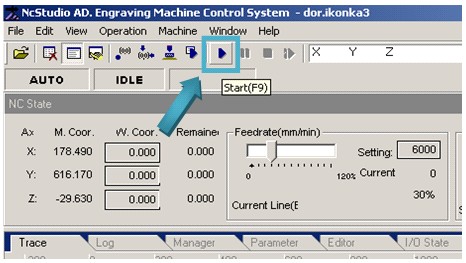
Теперь шпиндель прогрет и можно начинать резку. Для этого нажимаем кнопку Start 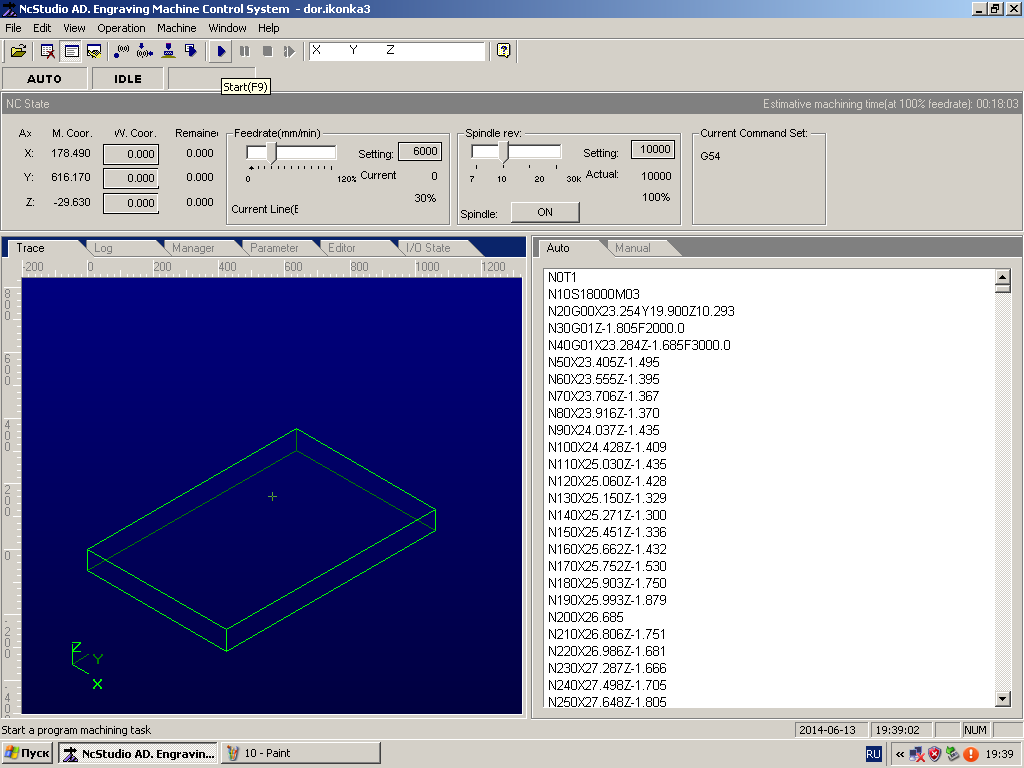 . Станок разгоняется, затем приступает к фрезеровке. В процессе фрезеровки можно нажимать паузу
. Станок разгоняется, затем приступает к фрезеровке. В процессе фрезеровки можно нажимать паузу  (кратковременная остановка резки) или стоп
(кратковременная остановка резки) или стоп 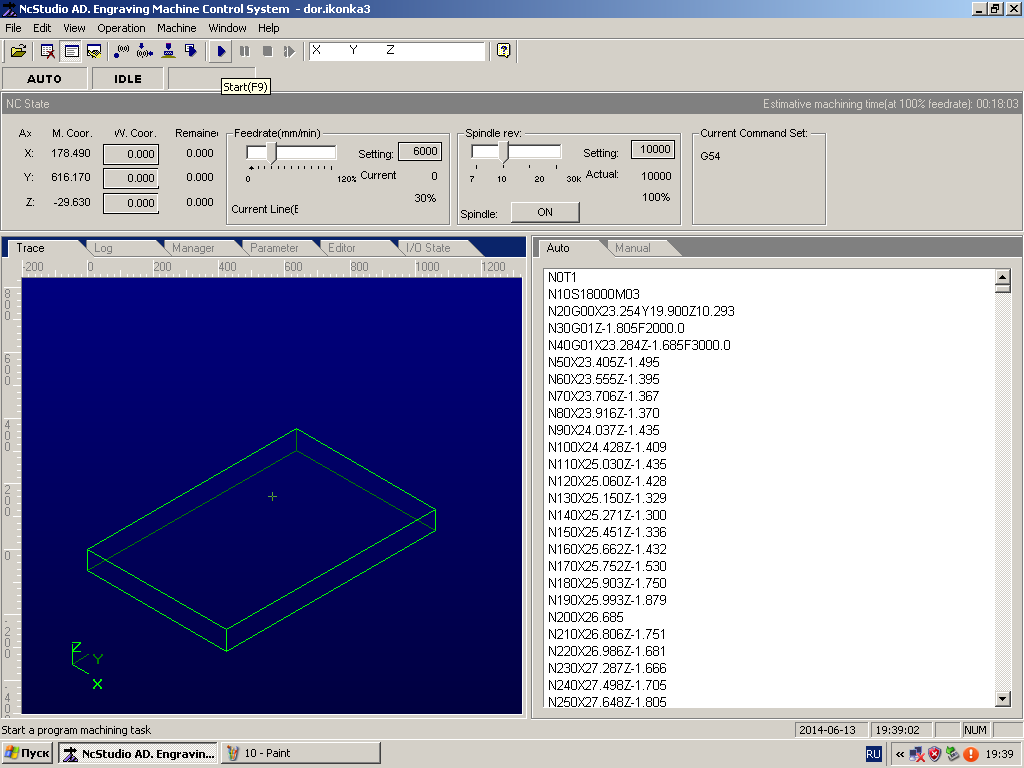 (для долговременной остановки), в том и другом случае станок продолжит резать от той точки на которой остановился, но в первом случае отчет времени резки продолжится, а во втором случае начнется заново.
(для долговременной остановки), в том и другом случае станок продолжит резать от той точки на которой остановился, но в первом случае отчет времени резки продолжится, а во втором случае начнется заново.
