
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
В качестве восстанавливаемого изделия выбираем Шлицевый вал.
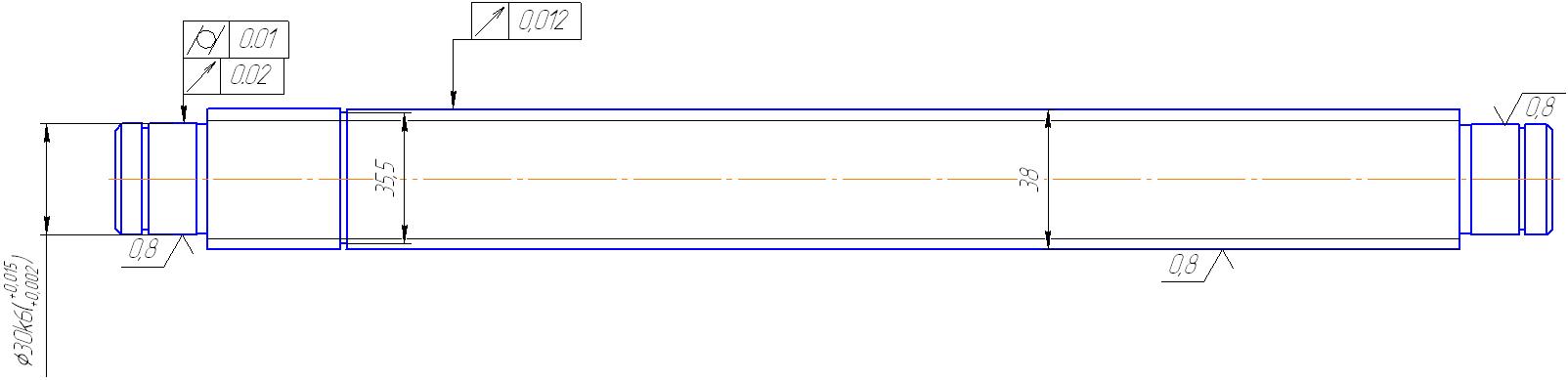
Рисунок 1 – Шлицевый вал.
В качестве восстанавливаемых частей детали назначаем шейки вала под подшипники.
13 | Вал шлицевый | Износ шейки вала Ш29.5 | Ш30k6 | Ремонто-пригодна |
Именно эти места чаще всего изнашиваются в связи с усталостью металла. Усталость металла – процесс постепенного накопления повреждения в материале под действием повторно-переменных напряжений, приводящий к уменьшению долговечности, образованию трещин и разрушению. Чаще всего усталостному разрушению подвержены валы, зубчатые колеса и другие детали, воспринимающие значительную знакопеременную нагрузку.
1. Анализ ремонтной размерной цепи, содержащей ремонтируемую деталь. Обоснование метода сборки. Расчет ремонтных размеров.
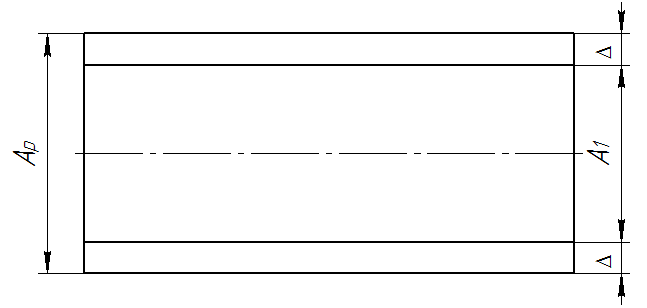
Рисунок 2 – Ремонтная размерная цепь.
Расчёт ремонтного размера:
где ∆ - припуск на механическую обработку
где ∆шлиф – припуск на шлифование;
 ;
;
![]()
![]() =dmin-dизн+∆шлиф,
=dmin-dизн+∆шлиф,
Где dизн - диаметр изношенного вала
![]()
2. Выбор способа ремонта. Описание его технических возможностей.
2.1. Автоматическая сварка и наплавка под слоем флюса заключается в следующем. Электродная проволока 6 (рисунок 3) через мундштук 5 непрерывно подаётся специальным роликовым устройством в зону наплавки, а из бункера 4 поступает слоем 30...50 мм гранулированный флюс. Наплавляемая цилиндрическая деталь 1 вращается по часовой стрелке, а наплавочная головка вместе с электродом перемещается вдоль оси детали, обеспечивая наплавку шва по винтовой линии. Дуга 7 горит под жидким слоем (оболочкой) 2 расплавленного флюса в газовом пространстве 3, образуемом при непрерывном горении дуги. Оболочка расплавленного флюса предохраняет расплавленный металл от вредного действия кислорода и азота воздуха, уменьшает разбрызгивание расплава металла, улучшает качество формирования наплавляемого шва 9. При остывании расплава флюса образуется шлаковая корка 8, которая замедляет охлаждение наплавленного шва, улучшая условия его кристаллизации. При наплавке цилиндрических деталей для предотвращения стекания расплавленного металла электрод смещают от оси вращения вала на размер а в сторону, противоположную направлению вращения. Наплавляемые тела вращения должны иметь диаметр не менее 40 мм, предпочтительно свыше 60 мм. После наплавки затвердевшую шлаковую корку удаляют металлической щёткой.
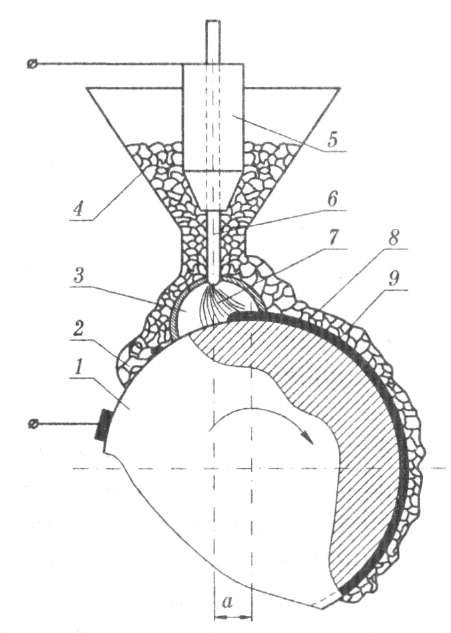
Рисунок 3 - Автоматическая сварка и наплавка под слоем флюса.
Наплавку производят на постоянном токе при обратной полярности с использованием сварочного генератора и очень редко на переменном токе, так как колебания напряжения в сети влияют на качество наплавленного слоя. Для наплавки применяют наплавочные головки различных конструкций (А-580М, ПАУ-1, А-482 и другие). Наплавку тел вращения осуществляют на токарном станке с редуктором, уменьшающим частоту вращения шпинделя до 0,25...4 мин-1. Наплавочную головку размещают на суппорте станка. Сочетание вращения детали и продольного перемещения суппорта обеспечивает наплавку слоя по винтовой линии.
В качестве электродов используют проволоку диаметром 1...2.5 мм. При наплавке деталей из стали марки 20 хорошие результаты дает проволока из малоуглеродистой стали Св-08, Св-08А и Нп-30, при наплавке деталей из стали 35 и 45 — среднеуглеродистая проволока марок Нп-40 и Нп-50 (твердость наплавленного металла НВ 187-192). Детали из сталей ЗОХ, 35Х и 40Х наплавляют с помощью электродной проволоки Нп-30ХГСА, Нп-2Х24, Hn-3X13.
Режим наплавки под слоем флюса оказывает большое влияние на производительность процесса и качество наплавленного металла. Параметры режима наплавки: диаметр электродной проволоки, сила сварочного тока, напряжение дуги, скорость подачи проволоки, скорость наплавки, вылет электрода, смещение электрода, шаг наплавки.
Диаметр электродной проволоки зависит от требуемой толщины наплавляемого слоя. Обычно электродная проволока имеет диаметр 1,6...2,5 мм.
Автоматическая наплавка под слоем флюса имеет ряд преимуществ перед ручной: высокая производительность процесса благодаря применению более высоких плотностей тока и увеличению коэффициента наплавки; получение высококачественного покрытия вследствие хорошей защиты дуги от окружающей среды и устойчивости процесса в связи с его автоматизацией; возможность получения наплавленного слоя большой толщины (до 5 мм и более); экономичность процесса в связи с резким уменьшением потерь электродного металла и отсутствием потерь электроэнергии на излучение тепла и света; возможность получения наплавленного металла с высокими физико-механическими свойствами в результате его легирования; облегчение условий работы сварщика. Недостатки наплавки под слоем флюса: трудность наплавки цилиндрических деталей диаметром менее 45 мм, так как расплавленный флюс и шлак стекают с наплавленного слоя, не успев затвердеть; относительно высокая стоимость применяемых флюсов.
Полуавтоматическая сварка и наплавка под слоем флюса. При восстановлении деталей сложной конфигурации и при небольших объёмах наплавочных работ применяют полуавтоматическую наплавку и сварку
под слоем флюса. На рисунке 4 показана конструктивная схема головки для полуавтоматической наплавки. Головку сварщик удерживает за держатель 4 и при наплавке перемещает её вручную, а электродная проволока подаётся специальным механизмом через гибкий шланг длиной 3 м и более и мундштук 1. Регулирование подачи флюса 2 производится заслонкой 3, включение и выключение подачи проволоки — выключателем 5. Для удобства ведения наплавки имеется упор 6.
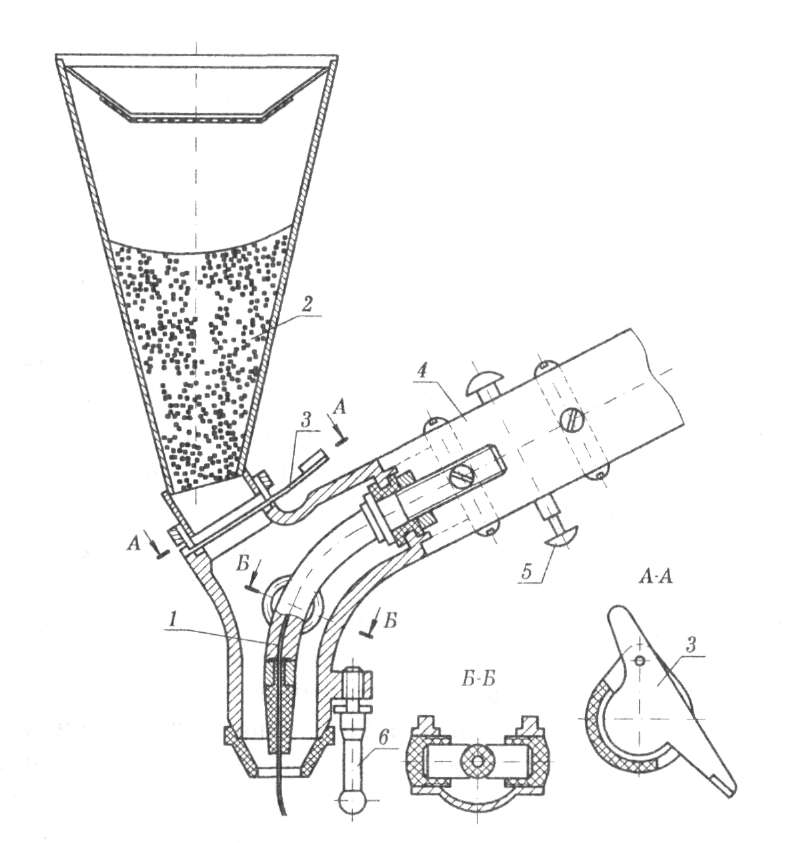
Рисунок 4 - Полуавтоматическая сварка и наплавка под слоем флюса.
Одной из разновидностей дуговой наплавки под слоем флюса является наплавка пластинчатым лежачим электродом. Схема наплавки показана на рисунке 5. На наплавляемую деталь 6 насыпают слой флюса 5, на который укладывают электрод 4 из низкоуглеродистой листовой стали толщиной 3 мм. Сверху электрода кладут медный брус 1,
способствующий лучшему формированию наплавленного слоя. Для удержания флюса имеется приспособление 2, препятствующее оголению электрода. Для возбуждения дуги вначале наплавки применяют мелкую стальную стружку 3. В процессе наплавки дуга горит между концом электрода и основным металлом. Постепенное продвижение электрической дуги по мере расплавления электрода образует наплавленный слой. Толщина флюса под электродом составляет 4...5 мм.
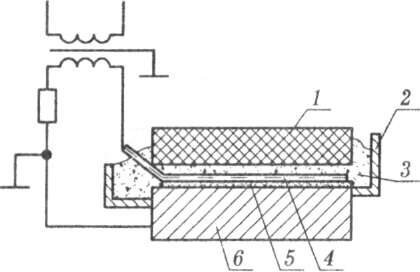
Рисунок 5 - Схема наплавки.
Вибродуговая наплавка. Этот способ наплавки является разновидностью дуговой наплавки плавящимся металлическим электродом. Особенность вибродуговой наплавки заключается в том, что электродный материал расплавляется теплом, которое выделяется в результате возникновения периодически повторяющихся электрических разрядов, т. е. прерывисто горящей дугой. Прерывистость горения дуги обусловлена вибрациями электродной проволоки вдоль её оси с помощью электромагнитного или механического устройства.
На рисунке 6 показана схема установки для вибродуговой наплавки.
Наплавляемую деталь 1 устанавливают в центрах токарного станка, а наплавочную головку монтируют на суппорте станка. Электродная проволока 4 подаётся из кассеты 6 роликовым механизмом 5 в вибрирующий мундштук 2. Колебания мундштука относительно оси 8 осуществляются электромагнитным вибратором 7. Остальные элементы схемы следующие: 3 — канал для подачи охлаждающей жидкости; 9 — катушка самоиндукции; 10 — насос. За один цикл вибрации в 0,01 с электрод сначала контактирует с поверхностью детали (короткое замыкание), а затем, в момент отхода от неё, размыкает цепь.
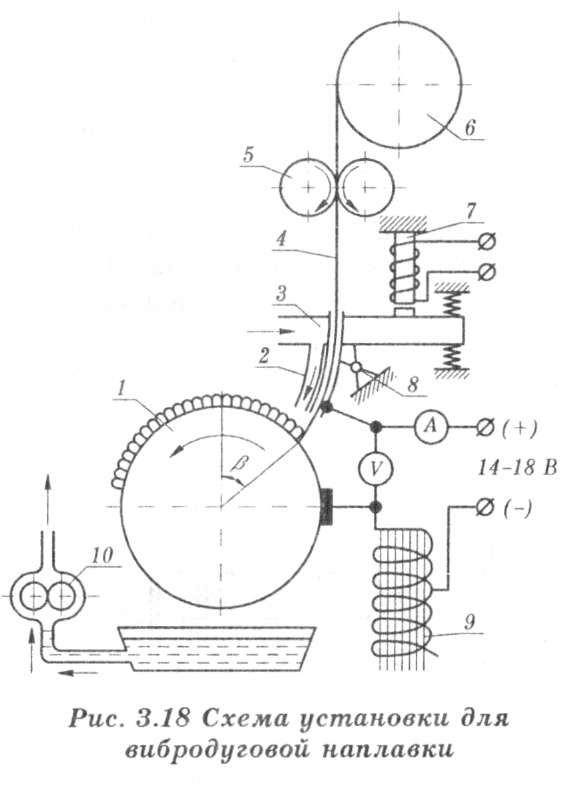
Рисунок 6 - Схема установки для вибродуговой наплавки.
В период отхода электрода от поверхности возникает дуговой разряд с выделением основного количества тепла (80-90 %) и материал электрода в мелкокапельном состоянии попадает на наплавляемую поверхность. Вибрация электрода с амплитудой 1,5...2,5 мм создает стабильность процесса наплавки и способствует равномерному наложению поштучного материала. Наплавку деталей лучше вести на постоянном токе обратной полярности. При работе на переменном токе возможны пропуски в наплавленном слое.
В качестве метода восстановления детали выбираем способ полуавтоматической наплавки под слоем флюса так как всем процессом наплавки руководит человек (сварщик), и все действия производит в ручную. Применение ДРД невозможно из-за габаритных особенностей детали.
Способ ремонта является эффективным и целесообразным для большинства схожих деталей. Ремонт шеек валов способом полуавтоматической наплавки под слоем флюса по сравнению с вибродуговой наплавкой значительно повышает производительность труда и снижает стоимость ремонта.
2.2. Расчет режима наплавки.
2.2.1. Расчет сварочного тока, А:
где: 
 плотность тока,
плотность тока, 
 ;
;
диаметр электродной проволоки выбирается по табл. 1.
6.2.2 Скорость подачи электродной проволоки, м/ч:
где: диаметр проволоки, мм;

 плотность металла электродной проволоки, г/см3 (для стали
плотность металла электродной проволоки, г/см3 (для стали 
 ));
));

 коэффициент расплавления проволоки сплошного сечения, г/А·ч:
коэффициент расплавления проволоки сплошного сечения, г/А·ч:
2.6. Скорость наплавки, м/ч:
где: 
 коэффициент наплавки, г/А·ч:
коэффициент наплавки, г/А·ч:

 коэффициент потерь металла на угар и разбрызгивание, принимается равным
коэффициент потерь металла на угар и разбрызгивание, принимается равным 
 – для флюса,
– для флюса, 
 – для CO2;
– для CO2;

 площадь поперечного сечения одного валика, см2, принимается равной
площадь поперечного сечения одного валика, см2, принимается равной 
 – для флюса,
– для флюса, 
 – для CO2
– для CO2
2.2.3 Масса наплавленного металла, г:
, где: 
 объем наплавленой поверхности, см3:
объем наплавленой поверхности, см3:

 площадь наплавленной поверхности, см2:
площадь наплавленной поверхности, см2:

 высота наплавленного слоя, см:
высота наплавленного слоя, см:
h=∆нап.
2.2.4 Расход сварочной проволоки, г:
2.2.5 Время горения дуги, ч:
2.2.6 Полное время наплавки, ч:

где: 
 коэффициент использования сварочного поста, принимается
коэффициент использования сварочного поста, принимается 
 .
.
2.2.7 Расход электроэнергии, кВт·ч:

где: 
 напряжение дуги, В (табл.2);
напряжение дуги, В (табл.2);

 КПД источника питания
КПД источника питания 
 ;
;

 мощность источника питания, работающего на холостом ходе, кВт·ч, 2 – на постоянном токе, 0,2
мощность источника питания, работающего на холостом ходе, кВт·ч, 2 – на постоянном токе, 0,2
 – на переменном токе.
– на переменном токе.
Таблица 1 Выбор диаметра электродной проволоки
Толщина наплавляемого слоя, мм | 1- 2 | 3-6 | 6-24 и более |
Диаметр электродной проволоки dпр, мм | 0,8-1,0 | 1,2-1,6 | 2,0 |
Таблица 2 Зависимость напряжения и расхода углекислого газа от силы сварочного тока
Сила сварочного тока, А | 50ч60 | 90ч100 | 150 ч160 | 220 ч240 | 280ч 300 | 360ч 380 | 430 ч450 |
Напряжение дуги, В | 17-28 | 19-20 | 21-22 | 25-27 | 28-30 | 30-32 | 32-34 |
