Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Бронировочные машины также специализируются для наложения брони на кабели с определенным диапазоном наружных диаметров. [1]
Все бронировочные машины, кроме перечисленных выше элементов, должны иметь подводку пара или специальные электрические нагревательные элементы для обогрева коробок для битумного состава, трубопроводы для централизованного питания коробок этим составом и ограждения у всех вращающихся частей машины. [2]
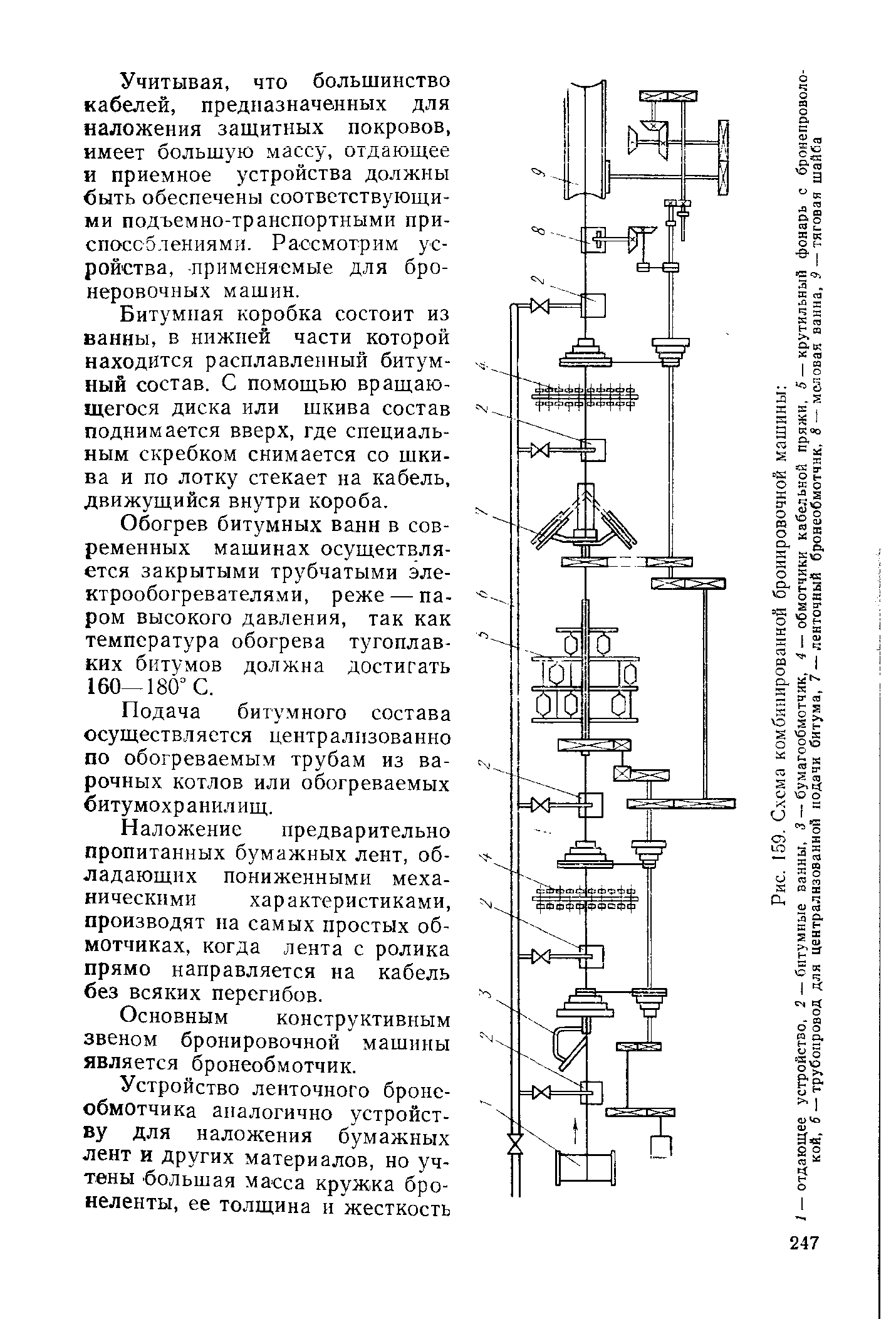
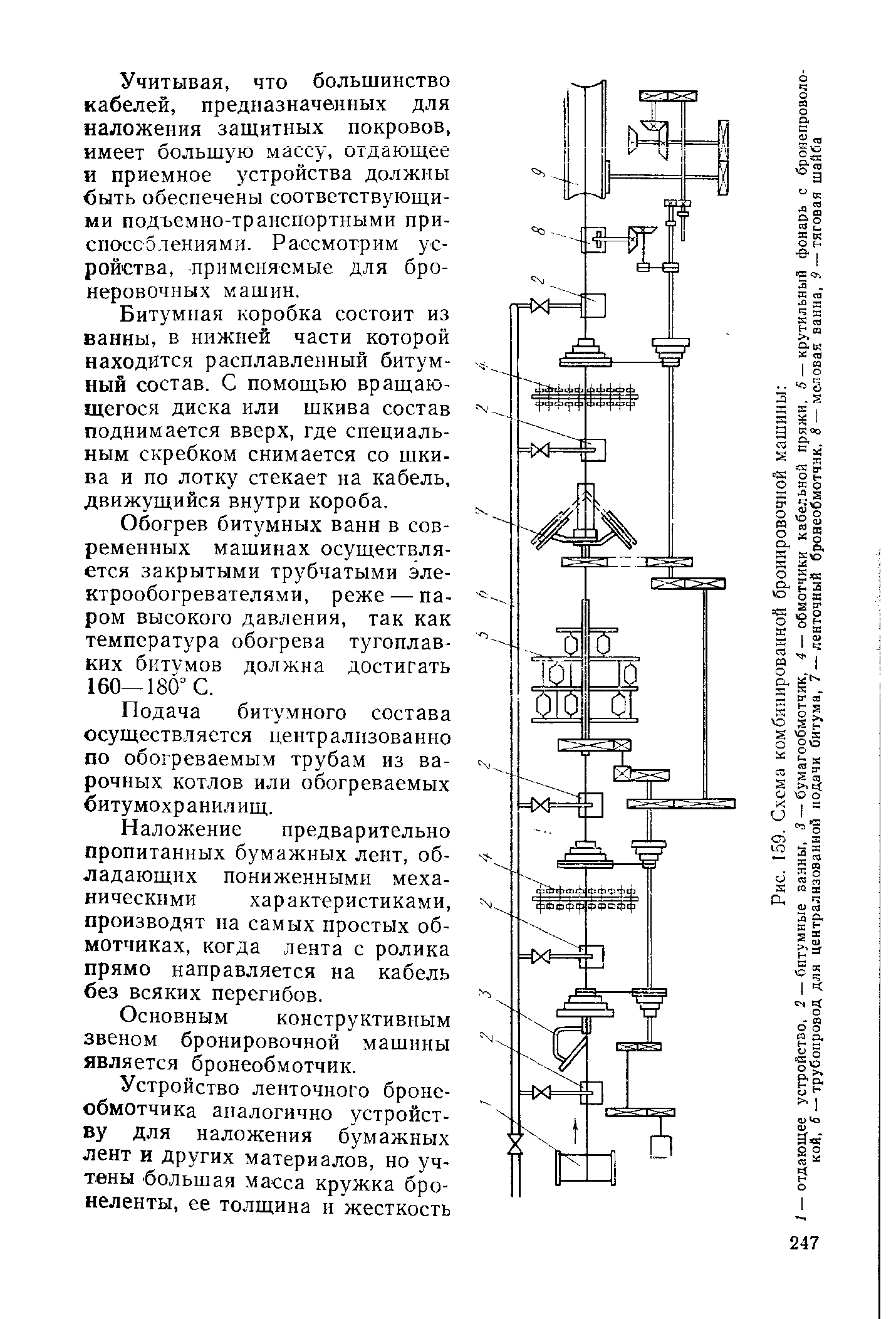
Основным конструктивным звеном бронировочной машины является бронеобмотчик. [3]
Заправка и обслуживание бронировочной машины проводятся бригадой из трех рабочих: старшего, его помощника и подсобного. Старший рабочий находится у пульта управления машиной и наблюдает за правильностью наложения подушки, броневого и верхних ( поверх брони) покровов. [4]
Тяговые колеса и приемники бронировочных машин ничем не отличаются от описанных выше аналогичных устройств крутильных машин и машин общей скрутки. [5]
|
|
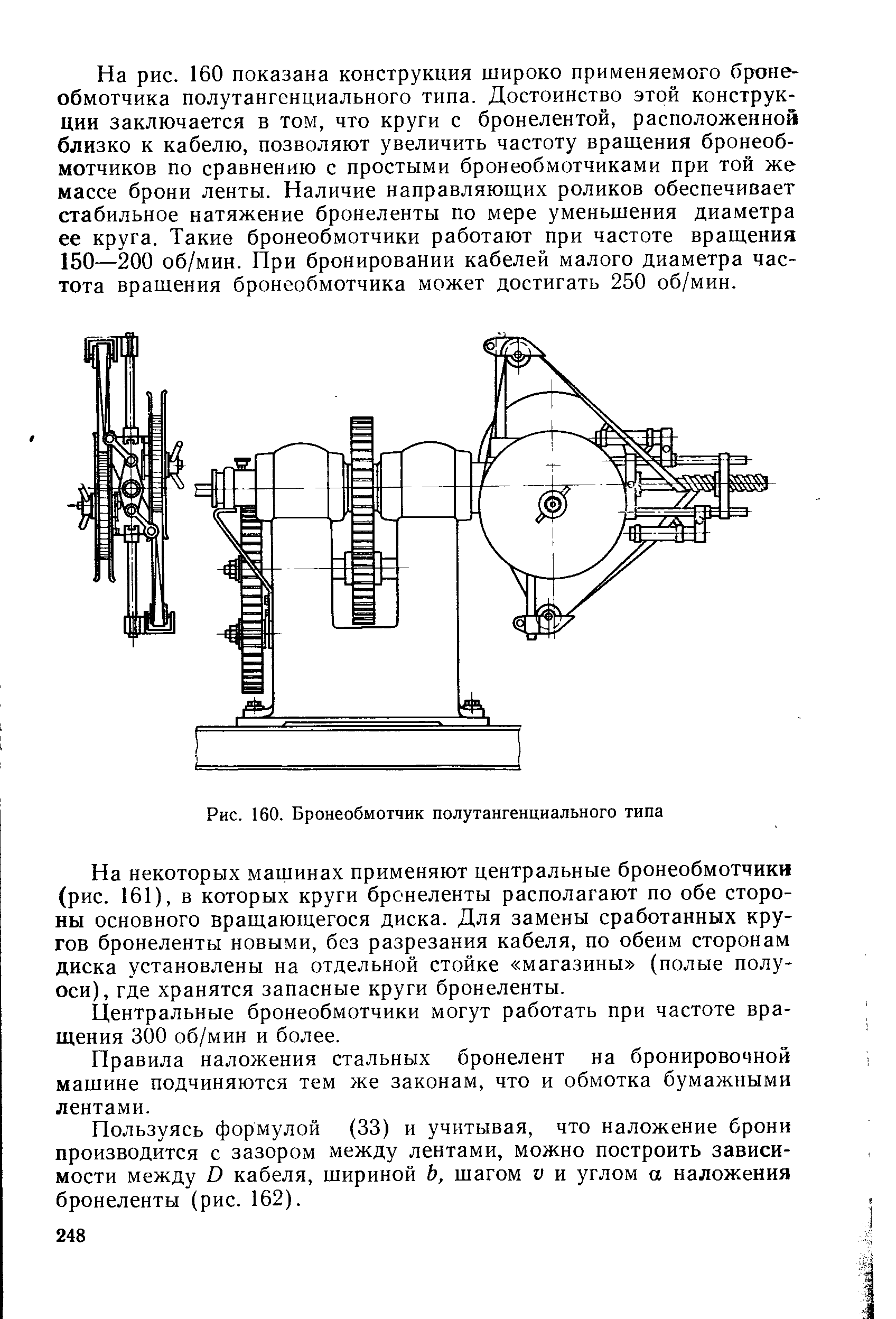
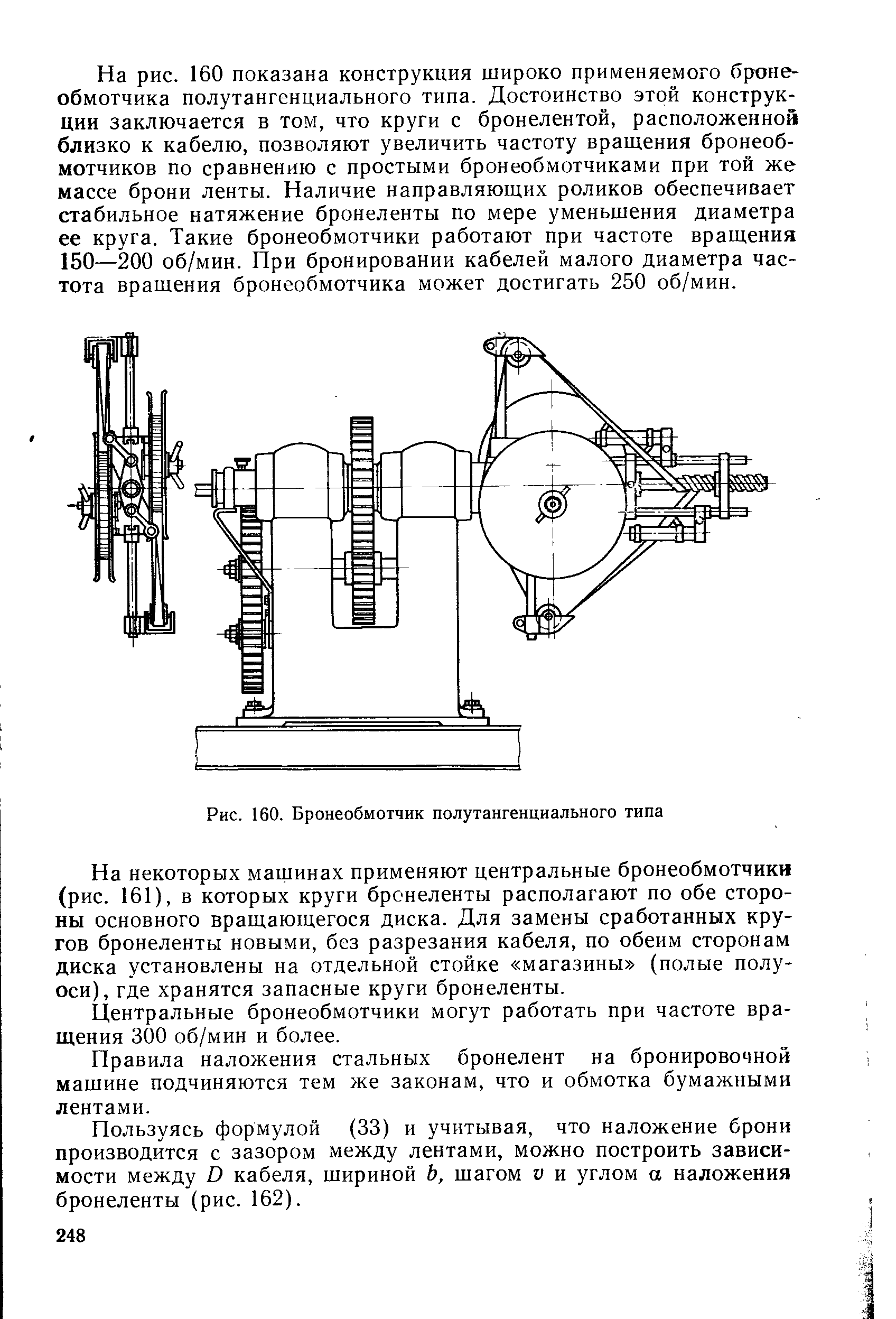
Правила наложения стальных бронелент на бронировочной машине подчиняются тем же законам, что и обмотка бумажными лентами. [6]
Защитные покровы кабелей с алюминиевой оболочкой обычно на бронировочных машинах покрываются составом из 90 % битума № 5 и 10 % вязкого масла типа брайтсток. [7]

Наложение защитных битумных покровов и брони производят на специальных бронировочных машинах, которые состоят из коробок ( ванн) для битумного состава, бумагообмотчиков, бронеоб-мотчиков, устройства для наложения кабельной пряжи и охлаждающей ванны с меловым раствором. Все это оборудование располагается между отдающим и тяговым устройствами в определенном порядке, обеспечивающем наложение слоев в соответствии с конструкцией защитных покровов. [8]
Наложение бумажных и полихлорвиниловых лент и стальных бронелент на бронировочной машинеподчиняется тем же законам, что и обмотка бумажными лентами на изолировочных машинах. [9]
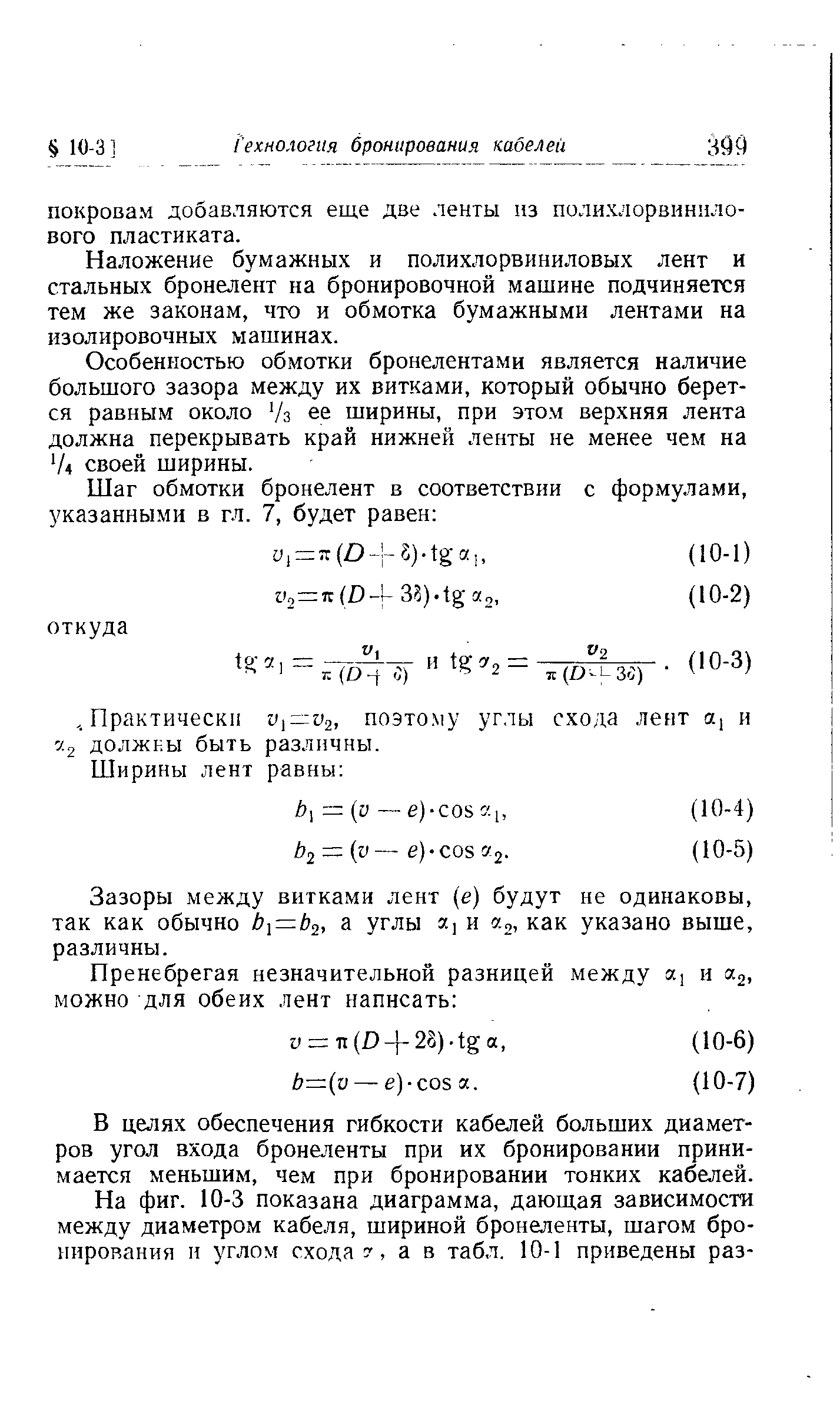
Подача состава для защитных покровов кабеля из варочного котла в битумные коробки бронировочных машинобычно производится по трубам, также обогреваемым паром. [10]
Учитывая, что большую часть кабелей выпускают с ленточной броней, часто в цехах устанавливаютбронировочные машины только е ленточными бро-необмотчиками. [11]
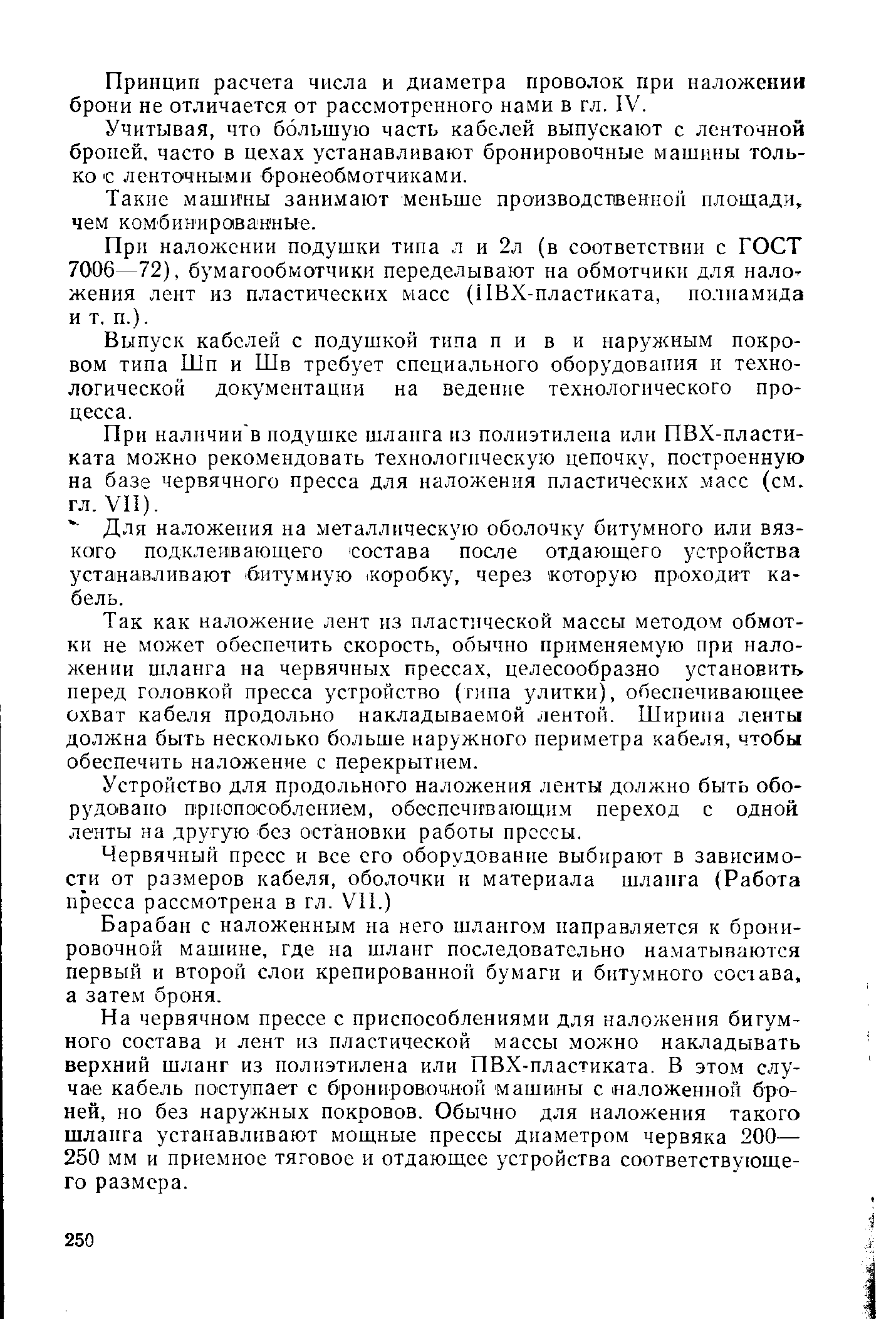
Помимо наложения полихлорвинилового пластиката на прессах для пластмасс, оболочка из полихлорвинилового пластиката может накладываться путем обмотки на изолировочных или бронировочных машинах. При применении обмотки стремятся к более плотному ее наложению, не допуская попадания пропиточного состава в промежутки между лентами. [12]
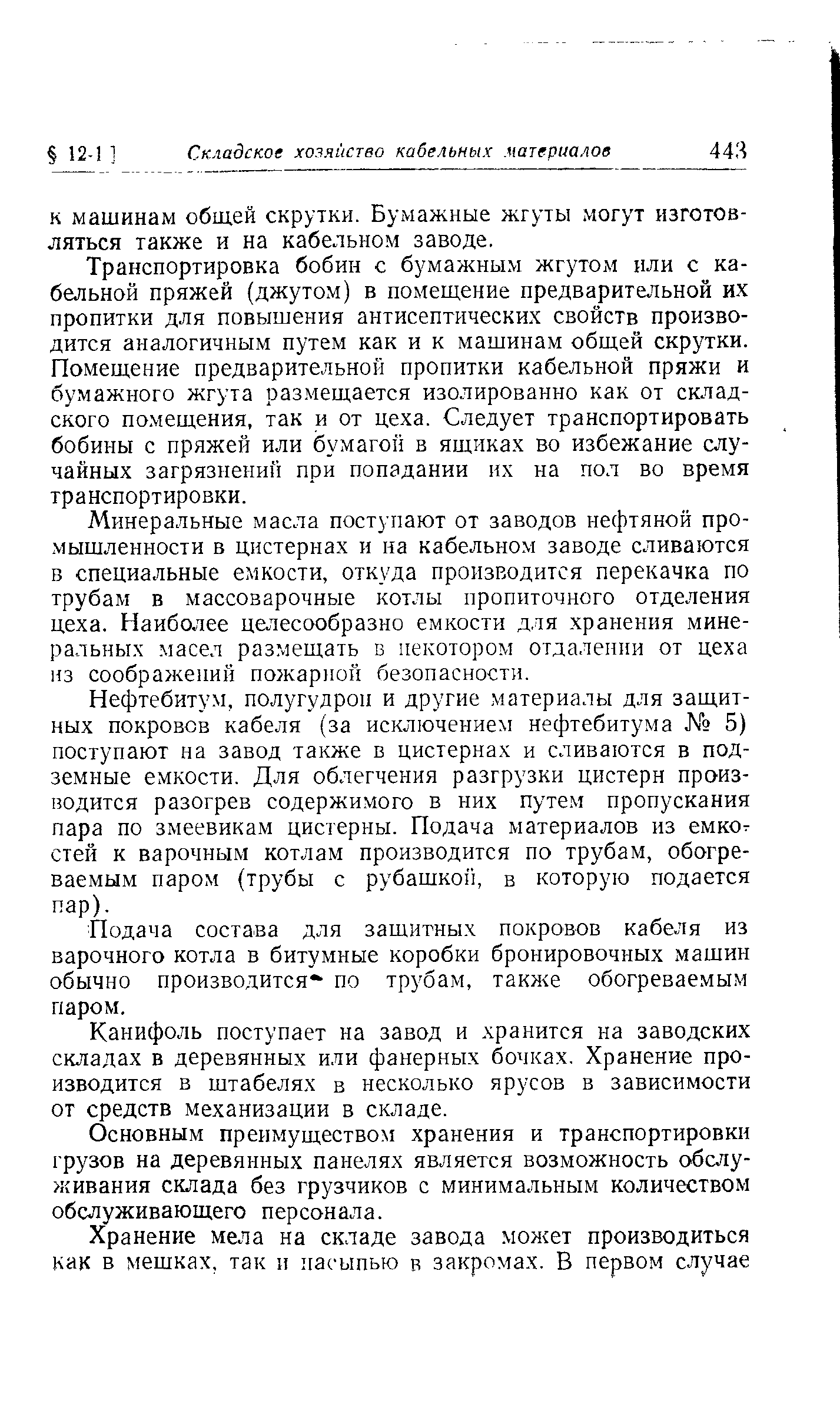
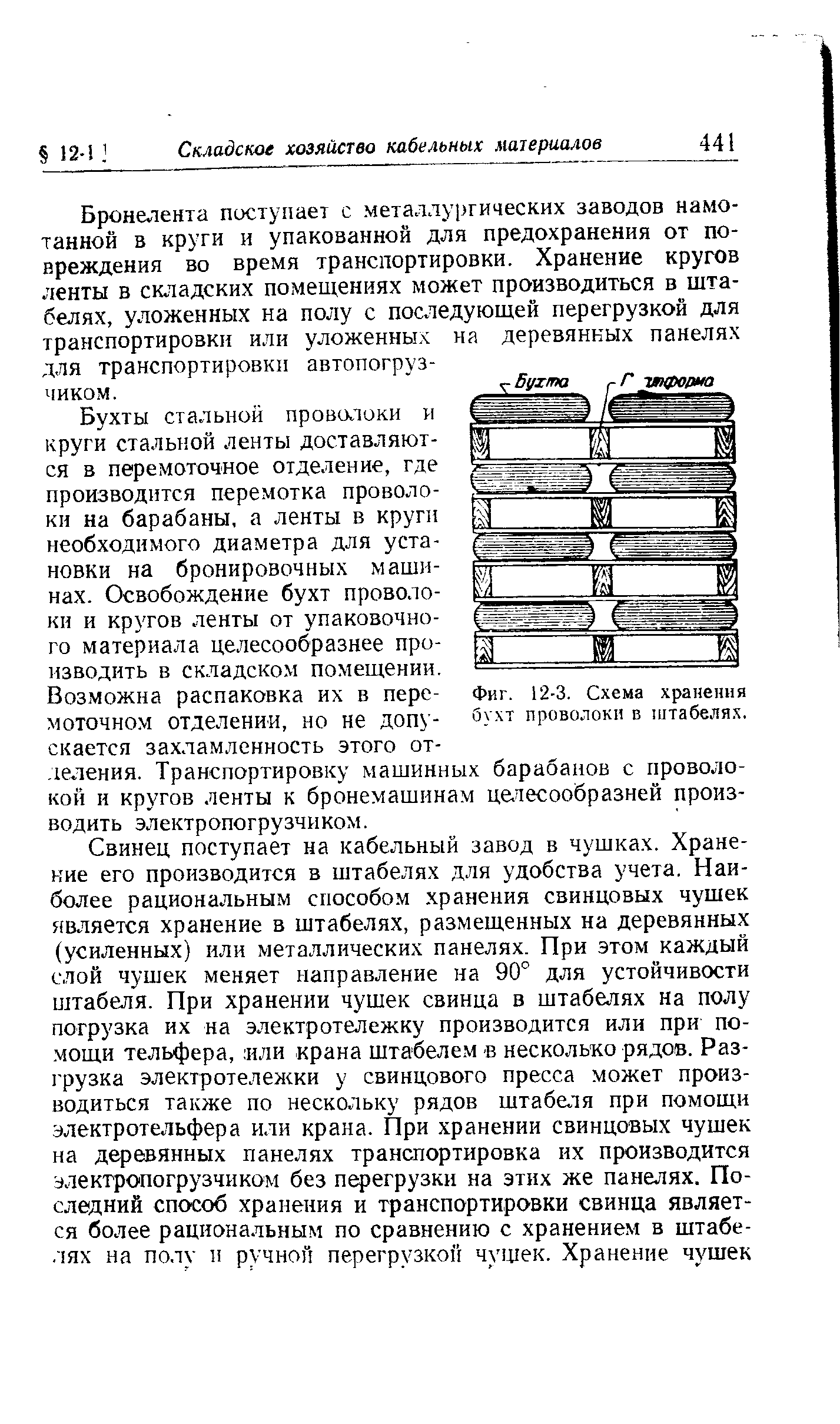
Бухты стальной проволоки и круги стальной ленты доставляются в перемоточное отделение, где производится перемотка проволоки на барабаны, а ленты в круги необходимого диаметра для установки на бронировочных машинах. [13]
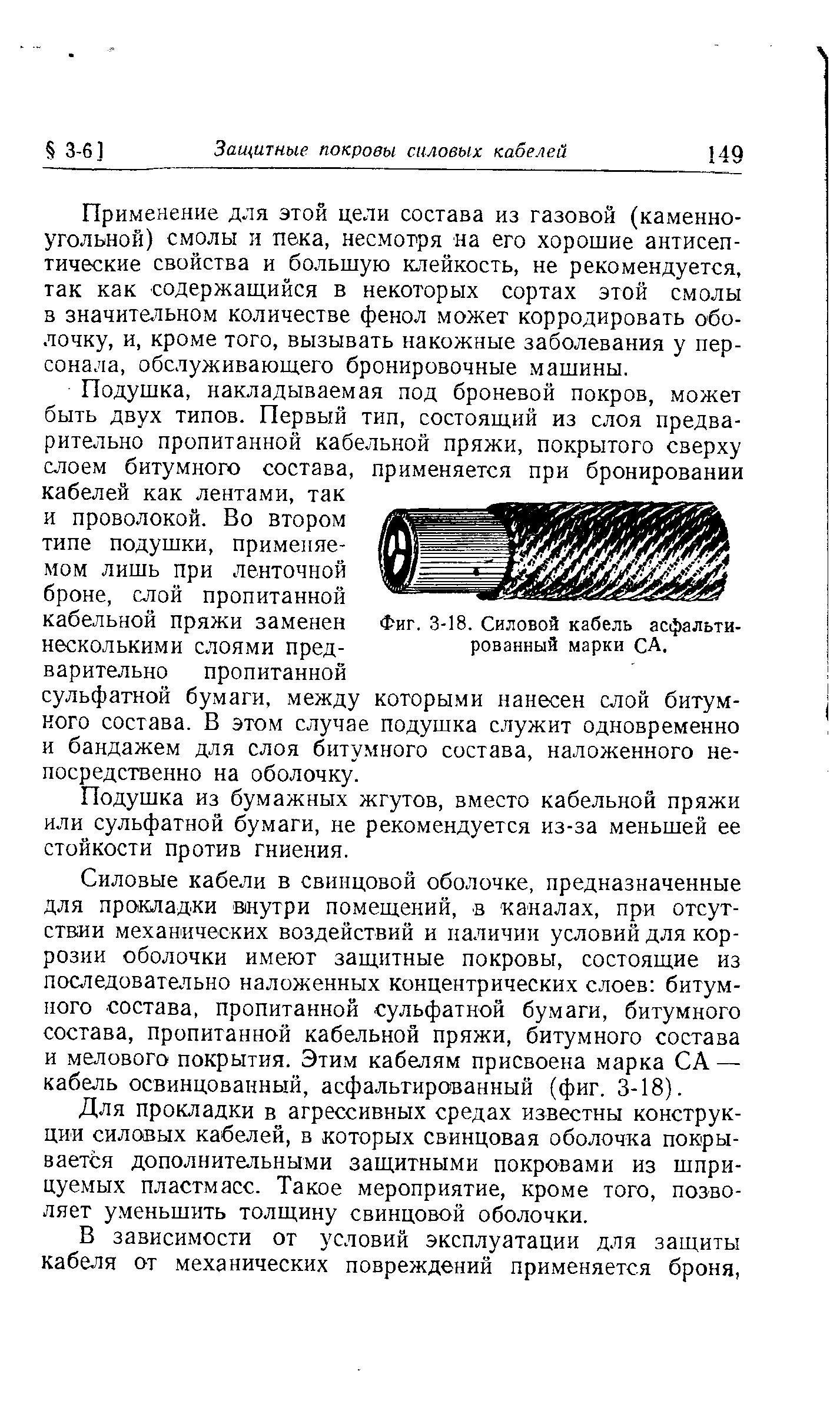
Применение для этой цели состава из газовой ( каменноугольной) смолы и пека, несмотря - на его хорошие антисептические свойства и большую клейкость, не рекомендуется, так как содержащийся в некоторых сортах этой смолы в значительном количестве фенол может корродировать оболочку, и, кроме того, вызывать накожные заболевания у персонала, обслуживающего бронировочные машины. [14]
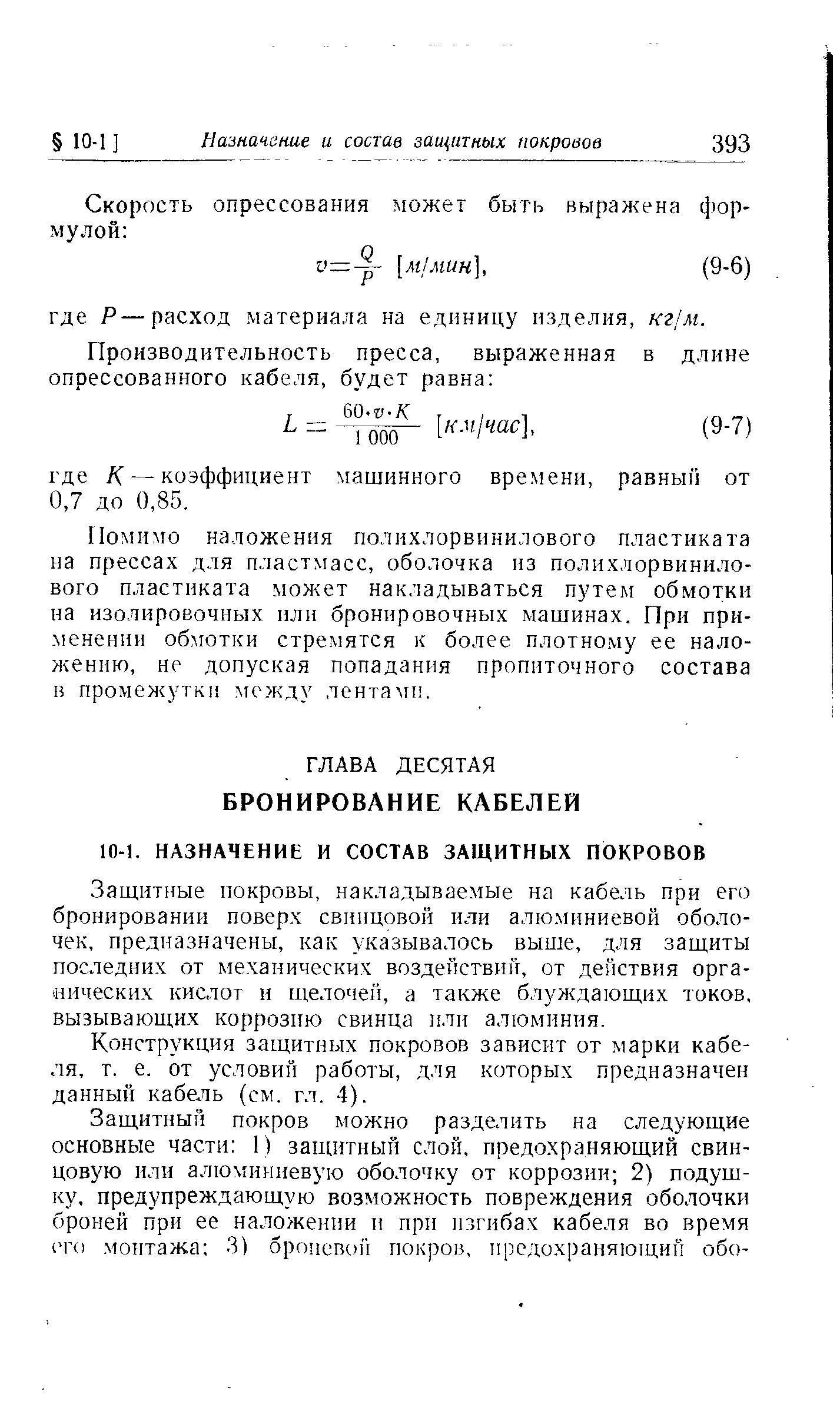
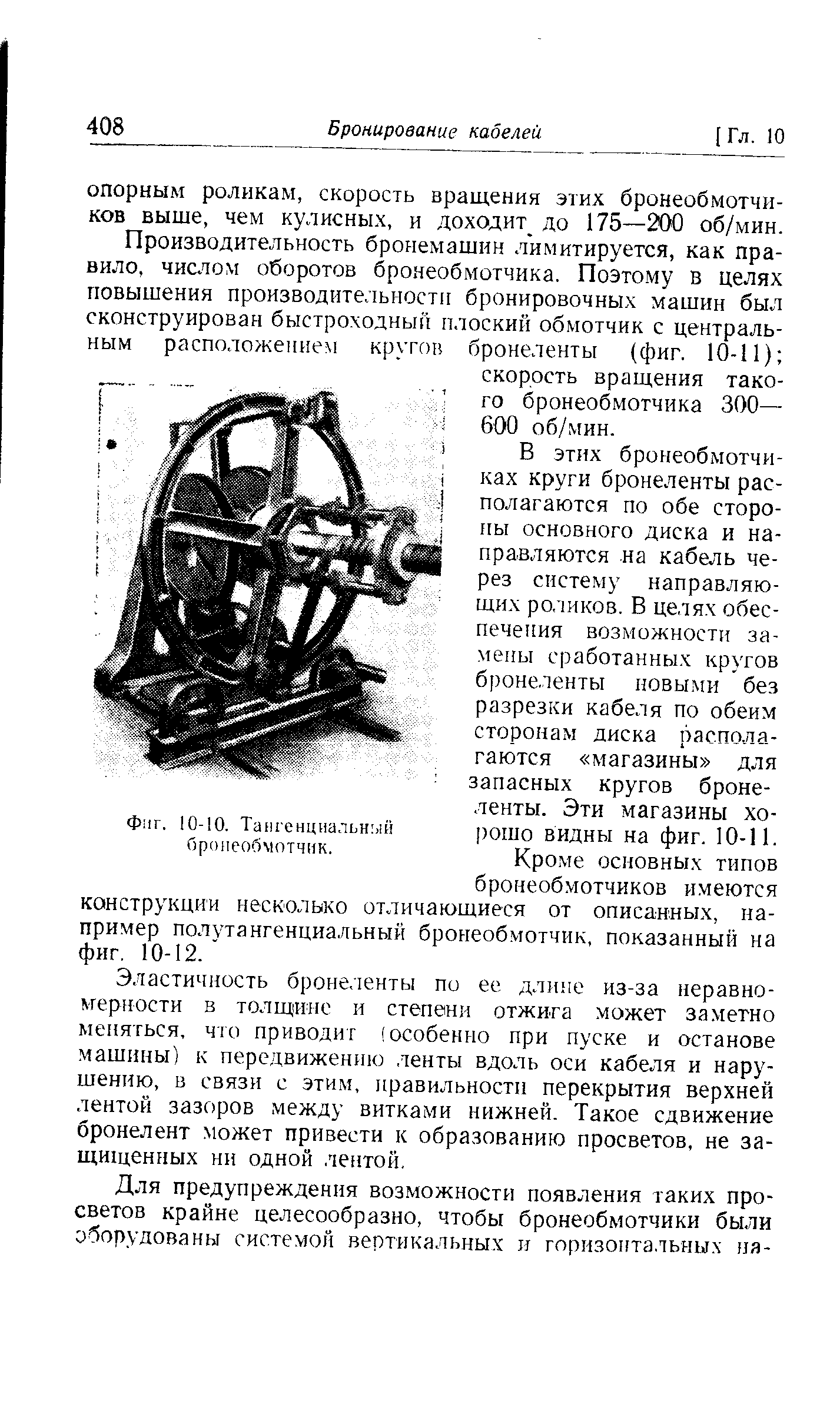
Производительность бронемашин лимитируется, как правило, числом оборотов бронеобмотчика. Поэтому в целях повышения производительности бронировочных машин был сконструирован быстроходный плоский обмотчик с центральным расположением кругов бронеленты ( фиг. [1]
Кабельная пряжа пропитывается смесью мазута с нафтенатом меди, которая выделяет вредные летучие вещества. Поэтому в процессе пропитки пряжи и использования ее на бронировочной машине необходима местная вытяжная вентиляция. [2]