


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
МИНИСТЕРСТВO ВЫСШЕГО И СРЕДНЕГО СПЕЦИАЛЬНОГО ОБРАЗОВАНИЯ РЕСПУБЛИКИ УЗБЕКИСТАН
ТАШКЕНТСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВАРСИТЕТ
ИМЕНИ
”Механико–машиностроительный” факультет
Кафедра ”Технология машиностроения”
Акбаров Шоакром Шокаримович
«Сравнительная трудоёмкость и экономическая целесообразность изготовления штампов холодной штамповки из различных сталей в условиях АО «Узметкомбинат»»
5А320201-Технология машиностроения
Диссертация написана для получения академической степени магистра
Работа рассмотрена и научный руководитель
Допускается к зашите к. т.н. Тураходжаев
зав. Кафедрой «ТМ» ____________________
к. т.н.
___________________ Научный консультант
«____»____________2015 г ______________________
Т А Ш К Е Н Т 2015 г
Основные условные обозначения
1. Размеры обрабатываемой детали и инструмента.
D, d - диаметр обрабатываемой поверхности или диаметр
режущего инструмента, мм.
L0 - длина обрабатываемой поверхности, мм.
L1 - величина врезания инструмента, мм.
L2 - величина перебега инструмента, мм.
L - расчетная длина рабочего хода инструмента, принимаемая для
определения основного (технологического) времени, мм.
Dk - диаметр шлифовального круга, мм.
Вк - ширина шлифовального круга, мм.
2. Режимы резания.
V - скорость резания, м/мин.
S0 - подача на оборот шпинделя, мм/об.
Sz - подача на зуб фрезы, мм.
SM - подача в минуту (минутная подача ![]()
![]()
Sрад - радиальная подача инструмента на оборот детали, мм/об.
SB - продольная или поперечная подача на двойной ход изделия в долях ширины шлифовального круга.
Snon - поперечная подача на оборот детали, мм/об.
Sпрод - продольная подача на оборот детали, мм/об.
t - глубина резания, мм.
n - частота вращения шпинделя, об/мин.
i - число проходов инструмента
а - припуск на обработку на сторону, мм.
к - коэффициент, учитывающий выхаживание и доводку при шлифовании (К=Т,2:1,5)
Т0 - основное время на операцию, мин.
Содержание
Введение
Основная часть .
Глава 1. Работа штампового инструмента холодного деформирования в условиях АО «Узметкомбинат». Стали для штампов холодного деформирования.....................................................................................
Глава 2. Методика исследований ..
Глава 3. Расчет штучного времени изготовления рабочих частей
штампа
3.1. Обшие сведения об обрабатьгваемости резанием .
3.2. Технологический маршрут механической обработки в условиях
мелкосерийного производства рабочих деталей штампа холодной
штамповки АО «Узметкомбинат» .
Стоимость одного комплекта рабочих деталей варубного штампа холодного деформирования . Сравнительная стоимость штампов, изготовленньгх из различньгх сталей………………………………………………………………..
Выводы...................................................................................................................
Список использованной литературы ……………………………………..
Введение
Тема настоящей магистерской диссертации ватекает из результатов выполненной хоздоговорной работы между Ташкентским государственным техническим университетом и АО «Узметкомбинат». По договору г ТашГТУ (в лице каф. "Технология машиностроения") выполнял работу на тему: «Разработка термической обработки с двойной фазовой перекристаллизацией штамповых инструментов холодного деформирования с целью резкого повышения их износостойкости».
После успешного завершения работы было уставлено, что должного внедрения в производство она не получила.
В связи с этим по рекомендации НИЧ ТашГТУ была сформулирована тема диссертации, связанная с оценкой экономической целесообразности новых технологий при производстве штамповых инструментов.
Предметом исследований являлись сравнительные технологии механической обработки рабочих деталей вырубных штампов холодного деформирования, изготовленных из различных сталей, стоимость изготовления штампов, их стойкость. На основании этих исследований оценивали экономическую целесообразность изготовления.
Цель и задачи исследований - это выработка рекомендаций по выбору сталей для штампов с учетом их стоимости и обрабатываемости резанием и режимов термической обработки. В задачу исследований входит разработка технологии механической обработки представленных рабочих деталей штампа, оценка трудоёмкости изготовления, а также их стоимости.
Основное задачи и предположения исследований заключались в том, что существуют оптимальные сочетания обрабатываемости резанием материала, его стоимости, режимов термического упрочнения, а также
стойкости готового штампа, когда это сочетание наиболее экономически обоснованно.
Использованная литература не может дать ответ на конкретный вопрос, поставленный самой темой диссертации, она включает различные справочники по технологии механической обработки, технологии изготовления инструментов, а также материалы ранее подготовленых кандидатских диссертациий в области износостойкости сплавов при трении скольжения по незакреплённому образивному материалу.
Теоретическая и практическая значимость проведённых исследований очевидна, так как показана целесообразность комплектного подхода к выбору технологии изготовления штампов холодного деформирования с учетом стоимости матерала исходной заготовки, трудоемкости механической обработки, выбора режима термообработки и с учетом износостойкости готового штампа.
Научная новизна данной работы заключается в системном и комплексном решении вопроса о рациональном выборе матерала, технологии механической обработки, вида термической обработки, которые бы обеспечивали хорошую стойкость инструмента при минимальных затратах.
В диссертации констатируется тот факт, что в цехе эмальпосуды АО «Узметкомбинат» изготавляются для своих нужд штампы холодного деформирования, в основном вырубные, пробивные а также вытяжные различных размеров. Условия работы штампов не тяжелые, в основном с листовым материалом из стали 08 толщиной 0,6 мм. Рабочие части штампов - матрицы и пуансоны изготовляют из стали У8. Углеродистая инструментальная ствль У8 имеет низкую прокаливаемость и поэтому закаливается в воду. При этом уже готовые рабочие части при закалке на высокую твердость испытывают большие внутренние напряжения и изменения размеров. Причем изменения размеров не стабильны и это требует значительных трудозатрат на доводочные работы.
Этот недостаток можно устранить, если для изготовления рабочих частей штампов использовать легированные инструментальные стали, как это предусмотрено чертежами штампов. Однако дефицитность легированных сталей, а также отсутствие у комбината нагревательных устройств для термообработки с нагревом выше 900 С побуждает использовать сталь У8.
В связи с недостаточной стойкостью штампов в договоре №2/11 от 01.01.2001г. между АО «Узметкомбинат» и ТашГТУ была поставлена задача разработать режимы термической обработки рабочих частей штампов, изготовленных из стали У8 в два и более раз. Такая задача была решена; для внедрения в производство требовалось приобретение нагревательного агрегата с температурой нагрева до 12000 С.
Однако вопрос об экономической целесообразности использования легированных сталей и новых видов термообработки в условиях дефицита легированных сталей и необходимости приобретения новых нагревательных агрегатов, оставался не решенным.
Для решения этой задачи нами была составлена технология механической обработки рабочих деталей представительного штампа, определена трудоемкость их изготовления из сталей У8 и XI2М, определена стоимость штампов, определена относительная износостойкость, склонность к деформациям и изменению размеров при термической обработке.
В результате проведенных исследований нами установлено, что в условиях АО «Узметкомбинат» штампы относительно небольшие целесообразно изготовлять из стали У8, как это и производится. Более крупные штампы целесообразно изготовлять из малолегированных сталей типа Х(ШХ15) с использованием термической обработки с двойной фазовой перекристаллизацией.
Основная часть.
Глава 1. Работа штампового инструмента s холодного деформирования в условиях АО «Узметкомбинат». Стали для штампов холодного деформирования.
В АО «Узметкомбинат» цех по производству товаров народного потребления является вспомогательным. Здесь производится эмалированная посуда широкого ассортимента из полосовой стали 08 кп толщиной 0,6 мм. Основные операции изготовления деталей - это вырубка, пробивка и вытяжка. При толщине полосы стали 08 кп 0,6 мм при вырубке и пробивке зазор между станками матрицы и пуансона составляет 0,10 - 0,15 от толщины листа [1], т. е. 0,06 - 0,09 мм. Это требует использование высокоточных шлифовочных и доводочных станков при изготовлении деталей штампов холодной штамповки. Использование углеродистых инструментальных сталей типа У8 .для изготовления основных, рабочих частей штампа, как это принято в АО «Узметкомбинат», создает дополнительные трудности, связанные с деформацией при термической обработке.
Рабочие детали штампов холодной обработки давлением после механической обработки подвергают закалке с низким отпуском. Углеродистые инструментальные стали закаливают в воду из-за их низкой прокаливаемости. Это ведет к развитию больших внутренних напряжений, короблению, изменению размеров. Поэтому доводочные операции по подгонке размеров матриц и пуансонов занимают большое время, увеличивается трудоемкость изготовления штампов. Использование легированных сталей для изготовления штампов холодной штамповки значительно устраняет эти недостатки. Это также предусмотрено первоначальными чертежами АО «Узметкомбинат» (рис 1 -4)
Холодная штамповка является одним из наиболее прогрессивных способов получения деталей. Она находит применение в разных отраслях производства - машиностроении, приборостроении, радиотехнической, электронной промышленности. Удельный вес холодной штамповки в автостроении достигает 65-75% производстве металлических предметов широкого потребления до 95-98% [2, 3].
Высокая стойкость штампов является основным условием рентабельности работы штамповочных цехов. Первоначальные расходы на штамповочный инструмент составляет от 15 до 25%о от обшей стоимости продукции. Почти во всех случаях повышение стойкости штампов является одной из главных проблем штамповочного производства.
Из всех деталей штампа наиболее часто приходят в негодность основные его рабочие части-матрица и пуансоны (рис 1). Главное значение для бесперебойной работы штамповочного цеха имеет стойкость штампа до преточки.
На стойкость штампов для холодной штамповки влияют многие факторы: механические свойства штампуемого изделия, конфигурация, размеры детали, конструктивные особенности самого штампа, материалы для штампов, термическая обработка, условия эксплуатации штампа [3].
Рабочие детали штампов (пуансоны и матрицы) работают в условиях ударной нагрузки на рабочих поверхностях. Поэтому материалы рабочих частей штампов должны обладать высокой твердостью, износоустойчивостью, высокой прочностью, в минимальной степени изменять свою форму и размеры при термической обработке.
Для изготовления рабочих частей штампов холодной штамповки используют [5]:
X, Х09, 9Х, 9ХС, 8ХФ, ХВГ
3. Васокохромистые стали высокой прокаливаемости Х12, Х12Ф1,
Х12Ф, Х12М(Шдо80мм)
4. Легированные стали повышенной вязкости (при HRC 51-52) 4ХС, 6ХС, 4ХВ2С, 6ХВ2С и др. Для разделительных штампов (пробивка и вырубка) основными
- требованиями являются:
- способность материала противостоять большому давлению и ударам,
- хорошо сопротивляется износу от трения, сохранять острые режущие кромки без разрушения и затупления. Для операций пробивки и вырубки из материала толщиной 3-4 мм
для пуансонов и матриц используют стали У8 и У10. При толщине вырубки материала свыше 4 мм, для изготовления штампов используют стали типа XI2 [3].
Однако стали типа XI2 находят применение при изготовлении штампов сложный формы для проведения разделительных операций на материалах малой толщины. Это связано с высокой износостойкостью сталей типа XI2, когда необходимо сохранить острыми режущие кромки пуансонов и матриц длительное время, когда большие расходы на изготовление штампа будут окупаться за счет высокой стойкости штампов. Легированные стали повышенной прокаливаемости используют в тех же случаях, как стали У8 и У10, но в случаесть, когда необходимость закалку проводить в масло (из - за сложной конфигурации матрицы или пуансона).
Возможность сохранить острой режущую кромку разделительного штампа достигается сохранением максимально возможной высокой твердости при сохранении минимально возможность вязкости.

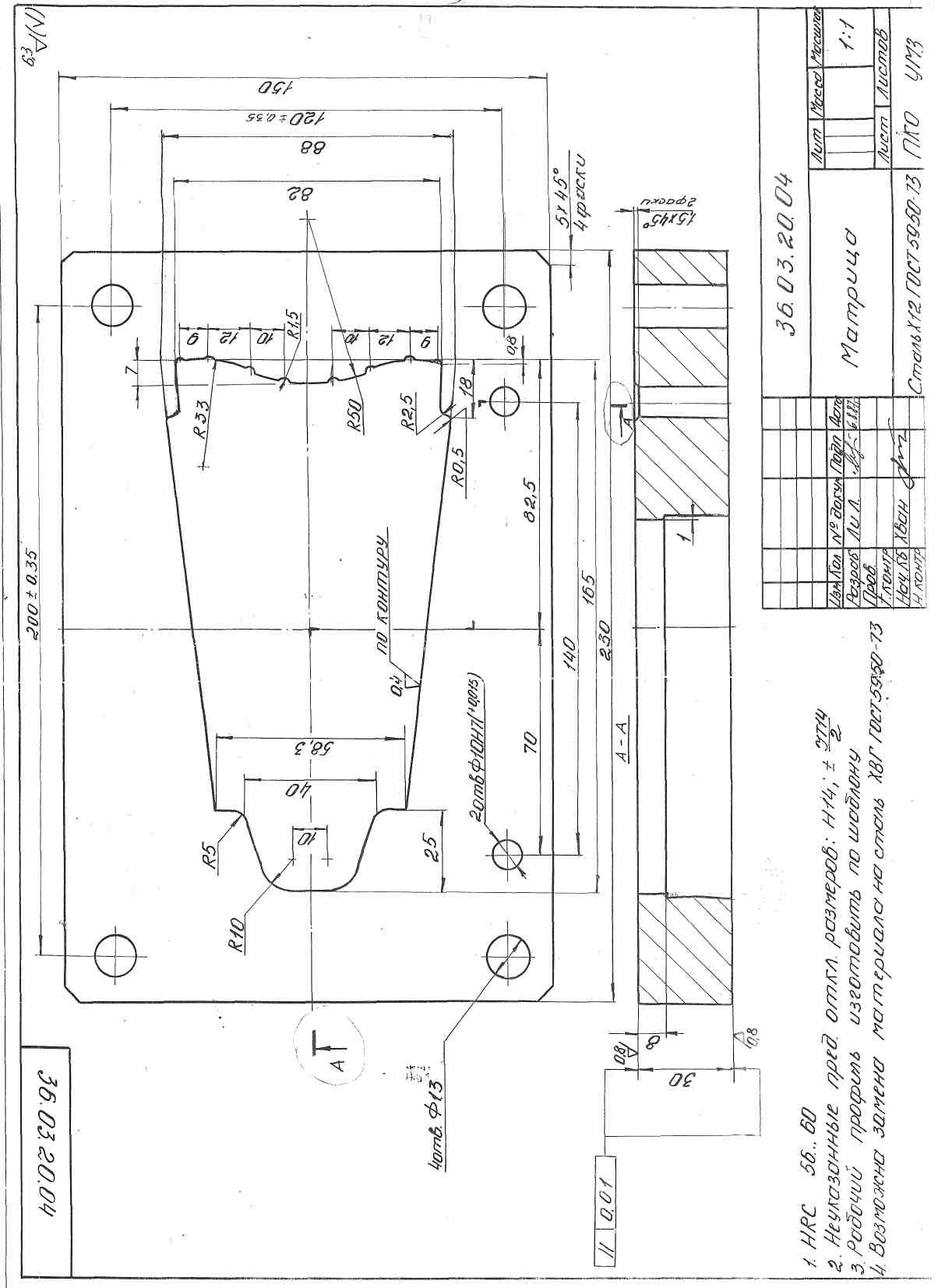
Рис. 1. Эскиз заготовки матрицы со сквозными
отверстиями

Рис. 2. Эскиз заготовок пуансонов
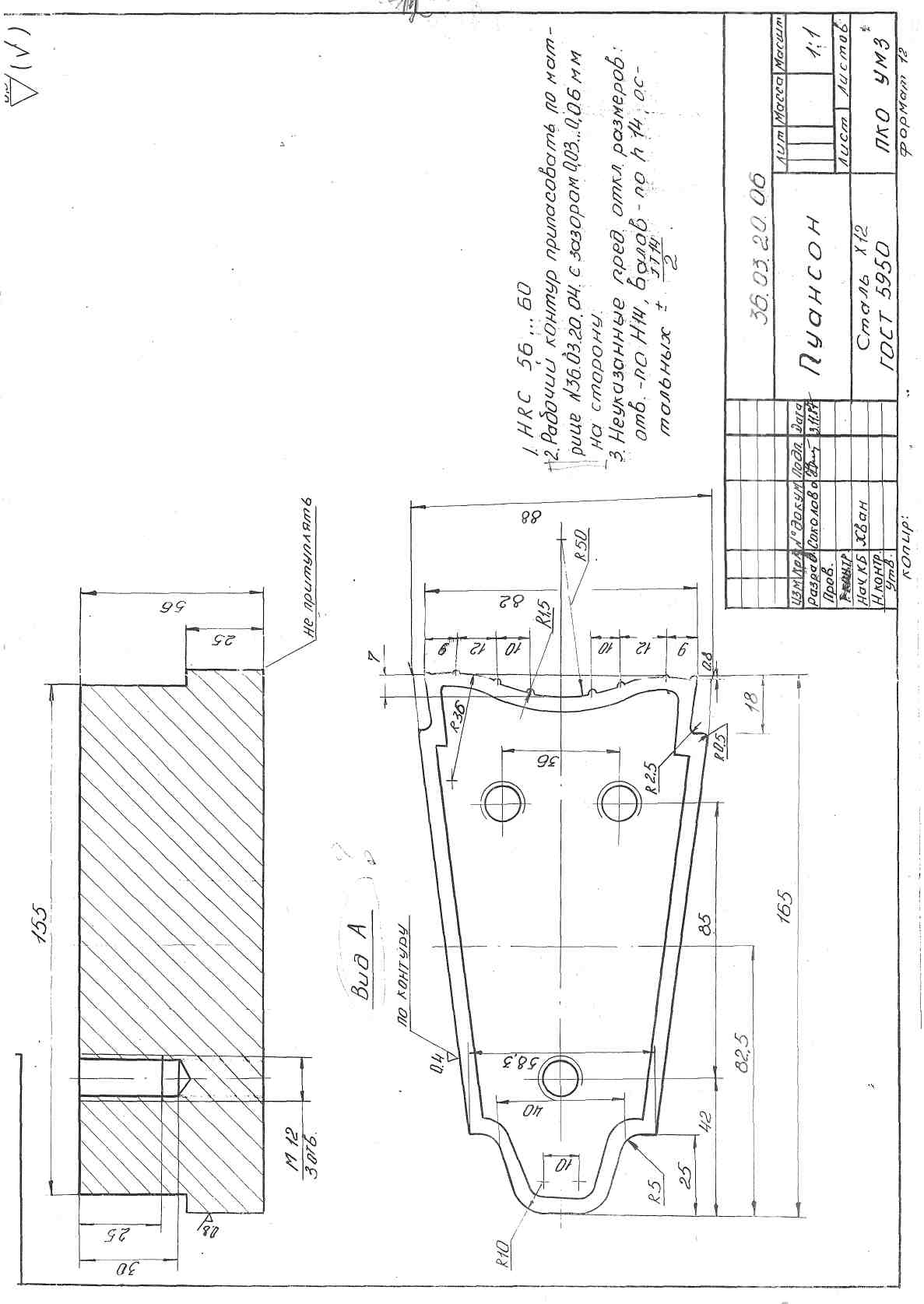
При больших скоростях деформирования, вызывающих разогрев рабочей кромки инструментов до 4500С, от сталей требуется достаточная теплостойкость. Для штампов со сложной гравюрой важно обеспечить минимальные объемные изменения при закалке [5]. Таким образом можно сказать, что в связи с разнообразием условий деформирования, формы и размеров штампов применяют различные стали.
Углеродистые стали У10, У11, У12 и низколегированные стали Х, 9ХС, ХВГ, ХВСГ используют преимущественно для вытяжных и высадочных штампов. Из-за невысокой прокаливаемости штампы из этих сталей имеют высокую поверхностную твердость и вязкую сердцевину [5].
Высокохромистые стали Х12, Х12М, Х12Ф1 после термообработки обладают высокой износостойкостью и глубокой прокаливаемостью (150-
200 мм). Их широко применяют для изготовления крупных инструментов сложной формы: вырубных, обрезных, чеканочных повышенной точности и пр. Их высокая износостойкость обусловлена большим количеством карбидов С7 С3.
Стали Х12Ми Х12Ф1 обрабатывают как на первичную, так и вторичную твердость. На первичную твердость их закаливают с более низких температур (1020-10750С), когда количество остаточного аустенита невелико и подвергают низкому отпуску (150-1700С), сохраняющему высокую твердость (НRС=61…63)
Закалку на вторичную твердость применяют для повышения теплостойкости и проводят с более высоких температур (1100-11700С). Она приводит к понижению твердости (48..54 НRС) вследствие сохранения большого количества остаточного аустенита (50-80 %). Твердость до НRС60-62 повышают 4-6 кратным отпуском при 500-5700С в результате превращенья остаточного аустенита и выделения дисперсных карбидов хрома. При обработке сталей на вторичную твердость температура увеличивается до 5000С.
Сталь Х6ВФ содержит меньше углерода и хрома. Она превосходит высокохромкости стали типа Х12 по прочности и вязкости, но уступает по износостойкости.
Хромокремнистые стали 4ХС 6ХС и дополнителыю легированные вольфрамом (2,0-27%) 4ХВ2С, 5ХВ2С, 6ХВ2С образуют группу сталей повышенной вязкости, используемых для изготовления инструментов, подвергающихся ударам. Повышение вязкости сталей достигается снижением содержания углерода (до 0,4…0,6%) и увеличением температуры отпуска. Стали 4ХС и 6ХС отпускают на твердость НRС 52-55 при температуре 240-2700С, которая несколько ниже температуры отпускной хрупкости первого рода. Стали с вольфрамом, нечувствительные и отпускной хрупкости второго рода, подвергают отпуску в более широком интервале литератур: при 200-2500С (53-58 НRС) или 430-4700С (40-45 НRС). Эти стали предназначены для инструментов, работающих с повышенными ударными нагрузками.
С позиций условий работы штампового инструмента цеха эмальпосуды АО «Узметкомбинат», когда обработке подвергается листовая мягкая сталь толщиной 0,6 мм, целесообразно использовать инструмент с высокой твердостью и износостойкостью при минимальной вязкости материала инструмента. В данном случае штампы холодного деформирования работают в условиях высоких и переменных нагрузок и изнашивания рабочих частей [6].
Основные причины выхода из строя штампов для холодного деформирования: хрупкое разрушение от высоких и переменных нагрузок и изменение формы и размера штампов в результате абразивного (ударно-абразивного) износа, а также изменение формы и размеров штампов в результате пластической деформации (смятия).
В соответствии с данными работы [6] требования, предъявляемые к штамповым сталям для холодного деформирования, заключается в следующем: 1) повышенная твердость и износостойкость, 2) высокое
сопротивление малым пластическим деформациям, 3) удовлетворительная прочность и вязкость, 4) достаточная теплостойкость при жестких условиях работы. Для вырубных штампов основными свойствами являются вязкость, прочность и износостойкость, а для штампов холодного прессования (пуансонов) сопротивление малым пластическим деформациям и износостойкость.
Для штампов холодного деформирования, являющимися сложными инструментами больших размеров и высокой точности, значение имеют технологические характеристики штамповых сталей.
Технологические свойства: 1) равномерное распределение карбидов, особенно в крупных штампах; 2) хорошая обрабатываемость резанием; 3) устойчивость против обезуглероживания; 4) высокая закаливаемость и прокаливаемость; 5) минимальная деформация при термической обработке; 6) удовлетворительная шлифуемость.
Далее в справочнике [6] приведена таблица «области» рационального использования штамповых сталей для холодного деформирования, в том числе для листовой штамповки. В этой таблице указаны марки легированных и высоколегированные сталей, включая быстрорежущие, для изготовления пуансонов и матриц для операций вырубки, пробивки и вытяжки. Марки углеродистых инструментальных сталей вообще не указаны. Вместе с тем цех эмальпосуды «Узметкомбинат» для изготовления штампов для листовой штамповки использует широко углеродистую инструментальную сталь У8. Это сталь имеет следующие преимущества. 1) хорошо обрабатывается резанием; 2) закаливается с относителано низких температур (~8000С); 3) хорошо шлифуется. Однако имеются крупные недостатки: 1) плохая закаливаемость и прокаливаемость; 2) большие деформации при термический обработке, что увеличивает доводочные работы по размером деталей штампов; 3) недостаточная стойкость штампов.
В условиях дефицита легированных инструментальных сталей, отсутствия высокотемпературных нагревательных устройств для проведения закалки использование стали У8 для изготовления штампов холодного деформирования – это мера вынужденная. Однако трудоемкость изготовления штампов, особенно крупных и высокоточных, велика. В этом случае недостаточная стойкость штампового инструмента, дополнительные расходы по доводке размеров, связанные с использованием углеродистых инструментальных сталей вместо легированных, удорожает производство основной продукции–штампуемых деталей. Происходит перерасход инструментов, увеличение времени переналадки оборудования при смене инструмента.
В настоящий работе сделана попытка, на основании ранее выполненных исследований, оценить сравнительную трудоемкость и экономическую целесообразюсть изготовления штампов холодной штамповки из углеродистой и легированной стали в условиях АО «Узметкомбинат». Этой условия характерны тем, что основной операцией, ограничивающей стойкость штампов, является вырубка пробивка листового материала, а конфигурация штампов не очень сложная. Такая задача в исследованиях ставится впервые.
В наших исследованиях рассмотрены результаты работ по штампам, изготовленным из сталей У8 и Х12М (рис 1,2). В качестве альтернативного варианта использовали материалы по нетрадиционным методам термической обработки рабочих деталей штампов холодной штамповки с применением термической обработки с двойной фазовой перекристаллизацией [7]
Глава 2. Методика исследований
Методика исследований заключолась в том, что проводились разработки маршрутной технологии механической обработки рабочих частей штампа холодной штамповки, чертёж которых приведен на рис 1 и 2 . В соответствии с разработанной маршрутной технологией выбирали режимы резания и определяли машинное время проведения операции по рекомендациям и формулам [8, 9]. Находили общее машиное время обработки матрицы и пуансонов. По рекомендациям [10, 11] определяли время проведения вспомогательных операций и время обслуживания станков. Находили суммарное время изготовления рабочих частей штампа (матрицы и пуансонов). Трудозатраты на термическую обработку не превышало 10% от трудозатрат на механическую обработку. По данном НПО «Технолог» стоимость одного нормочаса работы 7-8 тыс. сум. Таким образом эти данные позволяли подсчитать стоимость работ при изготовлении штампа. Зная вес заготовок и стоимость одной тонны стали той или иной марки подсчитывали общую стоимость штампа.
По экспериментальным данным из ранее опубликованных работ [10-13] оценивали сравнительную износостойкость, что позволяет ориентировочно оценить сравнительную стойкость штампов, изготовленных из различных сталей.
В конечном итоге полученные данные позволяют судить об экономической целесообразности изготовления штампов из углеродистых или легированных сталей.
В настоящем исследованнии использованы также материалы по термической обработке инструментальных сталей с использованием двойной фазовой перекристаллизации, некоторые экспериментальные данные выполнены нами. Вследствие специфичности и разноплановости методик они приводятся в соответствующих разделах настоящей работы.
Глава 3. Расчет штучного изготовления рабочих частей штампа.
3.1. Общие сведения об обрабатываемости резанием.
К физико-механическим свойствам материалов, характеризующих их технологические свойства, при обработке резанием, относятся твердость, предел прочности, теплопроводность. С этими свойствами тесно связан технологический показатель-обрабатываемость материала резанием.
Обрабатываемость резанием определяется коэффициентом обрабатываемости данного материала быстрорежущим или твердосплавным резцом по отношении к эталонному материалу по формуле

 , где V60 - скорость резания рассматриваемого материала при 60 минутной стойкости резцов в определённых условиях резания; Vэ60 - скорость резания при 60 минутной стойкости резцов эталонного материала. За эталон принята сталь 45с у6
, где V60 - скорость резания рассматриваемого материала при 60 минутной стойкости резцов в определённых условиях резания; Vэ60 - скорость резания при 60 минутной стойкости резцов эталонного материала. За эталон принята сталь 45с у6![]() 650 МПа, НВ=179. Эталонная скорость резания при получистовом точении этой стали резцами из быстрорежущей стали Р18 –75 м/мин. при 60 минутной стойкости. При точении этой же стали твердоспливными резцами – 135 м/мин.
650 МПа, НВ=179. Эталонная скорость резания при получистовом точении этой стали резцами из быстрорежущей стали Р18 –75 м/мин. при 60 минутной стойкости. При точении этой же стали твердоспливными резцами – 135 м/мин.
Абсолютное значение скорости резания при 60 минутной стойкости любой стали, отличной от эталлоной, равно Vх60= Vэт · Кобр. Например, при обработке детали из стали У8 после отжига на твердость НВ187, Кобр=0,6 при обработке резцом из быстроржущей стали. ![]()
![]()
При обработке детали из инструментальной стали Х(Ш Х←15) с твердостью НВ207 и у6=750 МПа инструментом из быстрорежущей стали Кобр=0,5; ![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
|
|
|
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
