
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 629.4.083
, , (РГУПС, Россия)
ПРИМЕНЕНИЕ СОВРЕМЕННЫХ МАТЕРИАЛОВ ПРИ РЕМОНТЕ ДЕТАЛЕЙ И УЗЛОВ МАШИН
Как известно, до 30% валов и 50…80% корпусных деталей транспортных средств, поступающих на капитальный ремонт, требуют восстановления посадочных мест под подшипники качения. Основной причиной потери работоспособности и выхода из строя неподвижных сопряжений типа «корпус-подшипник качения», «вал-подшипник качения» является нарушение стабильной неподвижности посадки. Это явление происходит при эксплуатации машин в результате износа сопрягаемых поверхностей.
В настоящее время в целях сокращения простоев оборудования из-за неисправностей, отсутствия запасных частей, а также для снижения трудоёмкости и стоимости ремонтных работ и упрощения обслуживания ведётся поиск ускоренных методов и новых технологических средств восстановления деталей и узлов. В последнее время все чаще стали публиковаться статьи о применении при сборке узлов и агрегатов различных анаэробных материалов.
Анаэробные материалы (АМ) представляют собой жидкие составы различной вязкости, способные длительное время оставаться в исходном состоянии без изменения свойств и быстро отверждаться в узких зазорах между поверхностями без контакта с кислородом воздуха, образуя при этом прочный полимерный слой [2]. Основой анаэробных составов являются полимеризационноспособные соединения акрилового ряда, чаще всего диметакриловые эфиры полиалкиленгликолей, для которых характерна высокая скорость превращения в пространственно сшитые полимеры. В состав АМ входят ингибирующие и инициирующие системы, обеспечивающие длительное хранение анаэробных материалов и быстрое отверждение в изделиях, различные загустители, модификаторы, красители и другие добавки.
Анаэробные материалы позволяют значительно повысить надёжность конструкций, их жесткость и стойкость соединений к реверсивным и ударным нагрузкам. Кроме того, при установке подшипников на посадочных поверхностях устраняются износ и фреттинг-коррозия. После выпрессовки подшипников, запрессованных с применением АМ, посадочная поверхность остаётся чистой, и при ремонте механизма достаточно повторно нанести композит.
Анаэробные материалы в жидком состоянии после сборки заполняют пустоты зоны контакта, где полимеризуются без доступа кислорода воздуха в течение 1…20 ч. Прочность АМ на сдвиг в полимеризованном состоянии τсд = 10…30 МПа. Проведённые экспериментальные исследования влияния АМ на прочность соединений с натягом [3] позволили получить модель влияния натяга N и шероховатости Ra на усилие ![]() начального сдвига при распрессовке соединений в виде:
начального сдвига при распрессовке соединений в виде:
![]() , Н.
, Н.
На рис. 1 представлены результаты экспериментальных исследований влияния анаэробных композиций на прочность соединения с натягом. Из графика видно, что усилие начального сдвига имеет наибольшее значение при шероховатости ![]() = 0,8 мкм. Анализ полученных результатов показывает, что применение АМ позволяет повысить прочность соединения с натягом в 2–5 раз (в зависимости от уровня натяга и шероховатости поверхности). Особенно эффективно использование АМ в малонапряжённых соединениях. Причем, если при сборке без АМ наибольшая прочность достигается при
= 0,8 мкм. Анализ полученных результатов показывает, что применение АМ позволяет повысить прочность соединения с натягом в 2–5 раз (в зависимости от уровня натяга и шероховатости поверхности). Особенно эффективно использование АМ в малонапряжённых соединениях. Причем, если при сборке без АМ наибольшая прочность достигается при ![]() = 0,8 мкм, то при сборке с АМ – при
= 0,8 мкм, то при сборке с АМ – при ![]() = 4,8 мкм [2]. Таким образом, можно упростить процесс обработки сопрягаемых поверхностей деталей.
= 4,8 мкм [2]. Таким образом, можно упростить процесс обработки сопрягаемых поверхностей деталей.
Применение АМ является наиболее простым, экономичным и надёжным способом фиксации и восстановления резьбовых соединений. В отличие от механических способов фиксации и восстановления резьбовых соединений АМ характеризуются тем, что они полностью заполняют пространство между витками резьбы. Благодаря этому резко возрастает сопротивление трению, предотвращается наволакивание металла и коррозия, повышается крутящий момент при отвёртывании по отношению к моменту затяжки, увеличивается устойчивость соединения к действию вибрации, тряске, ударных нагрузок.
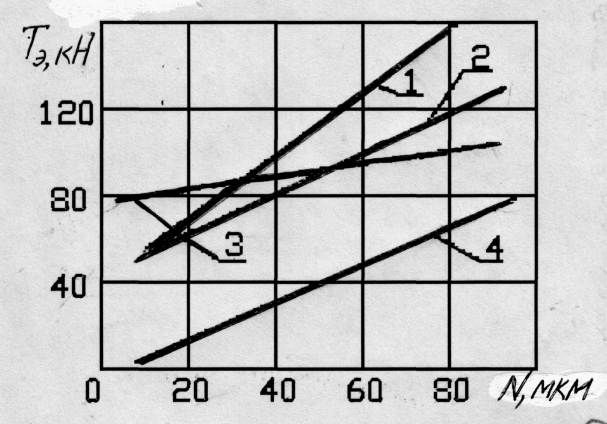
Рис. 1. Кривые экспериментальных исследований:
1, 2, 3 – соответственно шероховатость ![]() , равная 0,8; 2,8; 4,8 мкм;
, равная 0,8; 2,8; 4,8 мкм;
кривая 4 – соединение, собранное без АМ
Механизм стопорения резьбового соединения при помощи АМ можно представить следующим образом (рис. 2) [1].
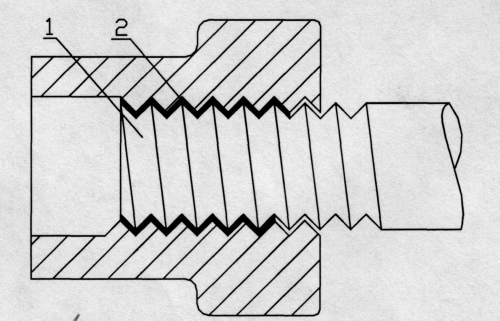
Рис. 2. Механизм стопорения резьбового соединения АМ
При завинчивании резьбового элемента 1 с предварительно нанесённым на него жидким АМ 2 происходит удаление воздуха из объёма, заключённого между сопрягаемыми резьбовыми поверхностями и заполнение его АМ, который, затвердевая, образует плёнку определённой механической прочности. Плёнка создаёт значительный момент сопротивления, в результате чего резьбовые соединения становятся стойкими к вибрации и ударным нагрузкам.
Благодаря своей химической природе АМ в отвержденном состоянии нерастворимы в воде, масле, кислотах, щелочах, растворителях, хладагентах. Они нетоксичны, предотвращают окисление и коррозию в местах контакта деталей, изготовленных из различных материалов. После отверждения сохраняют в течение десятилетий высокие прочностные и усталостные характеристики, обеспечивают 100%-ный контакт сопрягаемых деталей.
Кроме этого, АМ устойчивы к действию ударов и вибраций, обеспечивают герметичность сопряжений, создают необходимую механическую связь, что позволяет надёжно фиксировать взаимное положение деталей, а способность к быстрому отверждению позволяет применять их на автоматических и конвейерных линиях сборки.
В настоящее время серийно выпускаются АМ с различными свойствами, различающиеся по прочности, термической и химической стойкости, вязкости и т. д. Их можно разделить на 4 группы:
- анаэробные материалы общего назначения; анаэробные материалы повышенной термической и химической стойкости; пропитывающие анаэробные герметики; анаэробные клеи.
Анаэробные материалы общего назначения применяются для контровки и уплотнения резьбовых, гладких и фланцевых соединений, контактирующих с различными жидкими и газообразными средами в широком диапазоне температур и давлений. АМ повышенной термической и химической стойкости предназначены для контровки, герметизации резьбовых гладких цилиндрических соединений, для упрочнения беспрокладочных и прокладочных соединений, работающих в жидких и газообразных средах, подвергающихся воздействию ударных нагрузок и вибрации. Пропитывающие анаэробные герметики предназначены для устранения негерметичности, микропор и микротрещин в сварных швах, околошовной зоне, литье, прокате, штампованных и прессованных изделиях, а также для герметизации и стопорения мелких резьб. Анаэробные герметики технологично использовать также для уплотнения, герметизации привалочных плоскостей, крышек корпусных деталей редукторов и других агрегатов с резервуарами смазки, фланцевых и других соединений вместо твёрдых прокладок или вместе с ними. Анаэробные клеи предназначены для склеивания металла, стекла, керамики, пластмассы в различных сочетаниях.
В автомобилестроении анаэробные продукты широко применяются для стопорения и герметизации резьбовых соединений, например, при контровке гаек шатунного болта и пробок коленчатого вала, стопорении болтов суппорта тормоза, болтов картера редуктора заднего моста, фиксации шпилек блока двигателя и технологических заглушек.
Применение АМ для фиксации и восстановления работоспособности соединений, собранных по скользящим посадкам, исключает в ряде случаев выход из строя из-за фреттинг-коррозии, повышает надёжность соединений и агрегатов в целом. Использование АМ для восстановления деталей, собираемых с натягом, позволяет в большинстве случаев отказаться от применения прессовых посадок и перейти к более технологичным переходным и скользящим посадкам. В этом случае устраняются также монтажные напряжения, деформации сопрягаемых деталей, снижается процент брака при сборке.
Для восстановления посадок высоконагруженных неподвижных сопряжений, потерявших работоспособность, при образовавшихся зазорах между деталями, равных 0,3…1,0 мм, применяют анаэробные композиции с механическими наполнителями. Мелкодисперсные порошкообразные наполнители позволяют повысить на 10…15% прочность, демпфирующую способность и скорость отверждения АМ. В ремонтном производстве используются порошкообразные наполнители из активных металлов и инертных материалов.
К наполнителям из инертных материалов относятся тальк, графит, мелкодисперсный порошок полиэтилена. К наполнителям из активных металлов относят медный электролитический порошок, весьма мелкий или мелкий железный порошок, алюминиевую или бронзовую пудру.
Наполнители из активных металлов ускоряют процесс полимеризации и повышают прочность состава на 10…15% по сравнению с чистым АМ [1]. Инертные материалы повышают вязкость и пластичность анаэробных материалов. При введении наполнителей реакция полимеризации сопровождается повышением температуры, что повышает полимеризационную активность АМ при пониженных температурах (ниже 15…20°С) и ускоряет процесс отверждения анаэробного состава. Анаэробные композиции, в состав которых входят наполнители, обладают способностью хорошо удерживаться на поверхностях сопрягаемых отверстий, расположенных в вертикальной плоскости деталей, что позволяет устранять износы до 1,0 мм [2].
Применение АМ при восстановлении изношенных деталей позволяет снизить трудоёмкость процессов по сравнению с традиционными методами в 5…30 раз, сократить расход материалов в 70…260 раз, сэкономить около 240 кВт⋅ч электроэнергии при восстановлении 1 м2 поверхности детали [1].
Имеющиеся разработки позволяют с большой гарантией использовать АМ при сборке и ремонте (восстановлении) сопряжённых деталей. Выпускаемые на данный момент отечественные АМ (типа «Унигерм» и «Анатерм») по своим свойствам охватывают практически весь спектр требований, предъявляемых практикой для ремонта изношенных деталей, и с успехом конкурируют с зарубежными аналогами. Однако для улучшения имеющихся свойств необходимо проводить дальнейшие исследования АМ и композиций на их основе.
Список литературы
, Зиновьев технология ремонта транспортных средств анаэробными материалами и металлополимерными композициями: Учебное пособие. – Ростов н/Д: РГУПС, 2000. 164 с. Воячек качеством неподвижных соединений деталей /Машиностроитель. 1997. № 5. С. 17–18. Фофлин ремонт деталей и узлов с использованием новых композиционных материалов /Машиностроитель. 1997. № 2. С. 14–16.