

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО
ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «ВОСТОЧНО-СИБИРСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНОЛОГИЧЕСКИЙ
УНИВЕРСИТЕТ»
(ГОУ ВПО ВСГТУ)
КАФЕДРА «МАШИНЫ И АППАРАТЫ ЛЕГКОЙ ПРОМЫШЛЕННОСТИ»
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
По выполнению курсовых работ
по дисциплине
«Ремонт и техобслуживание бытовых машин и приборов»
для студентов направления 651600 «Технологическое оборудование и машины»
150408 «Бытовые машины и приборы» очной формы обучения
Составители:
Улан-Удэ
Издательство ВСГТУ
2009
Методические указания для студентов специальности 150408 -«Бытовые машины и приборы» очной формы обучения / Сост. , : - Улан-Удэ, ВСГТУ, 2009 г.
Ключевые слова: методические указания, ремонт и техобслуживание бытовых машин приборов.
Подписано в печать. 0. 2009г. Формат 60х84 1/8.
Усл. п. л. 2,0. Тираж 15 экз. Заказ № .
Издательство ВСГТУ.
670013. г. Улан-Удэ, , в.
© ВСГТУ, 2009 г.
1.1. Обзор по восстановлению пар трения деталей машин бытового назначения
Ремонт машин как производственный процесс восстановления утраченной ими работоспособности, возник с появлением самого объекта производства. Пo этому вопросу Карл Маркс писал: «… какой бы совершенной конструкции машина не вступала в процесс производства, при ее употреблении на практике обнаруживаются недостатки, которые приходится исправлять дополнительны трудом. С другой стороны, чем больше вышла она за предел своего возраста, следовательно,…чем больше изношен и старчески ослаб материал, из которого она сделана, тем многочисленнее и значительнее становятся ремонтные работы, необходимые для того, чтобы поддержать существование машины да конца периода средней продолжительности ее жизни». [ l ]
Таким образом, ремонт машин и деталей является объективной необходимостью, которая диктуется техническими и экономическими причинами. Технические причины обусловлены тем, что современные основы проектирования и производства машин узаконивают различие в сроках работы деталей и делают их одновременную замену экономически нецелесообразной.
В числе факторов, вызывающих разную долговечность деталей при эксплуатации, можно назвать следующие:
- разнообразие функции деталей, агрегатов машины;
- широкий диапазон изменения действующих на детали нагрузок;
- наличие в узлах и агрегатах как активных (движущихся), так и пассивных (неподвижных) деталей;
- применение сопряженных деталей из разных материалов, в к ванное необходимостью снижения потерь мощности на преодоление сил трения;
- наличие определенных отклонений в свойствах материален, допусках на точность и качество обработки, взаимное расположение деталей относительно друг друга;
- различие влияния условий эксплуатации на отдельные узлы, агрегаты и детали машин.
Экономическая целесообразность капитального ремонта машин, их агрегатов и деталей обусловлена следующими причинами:
- возможность повторного использования, после восстановления до 70% деталей, что позволяет экономить денежные средства, металлы и материалы;
себестоимость капитального ремонта машин, их агрегатов и деталей обычно не превышает 50-60% стоимости новых и расход металла на их ремонт в 10-15 раз ниже, чем на изготовление.
Ремонт имеет цель вернуть детали ее первоначальные качества, т. е. обеспечить начальную или даже повышенную работоспособность детали. Ори современной технологии ремонта восстановление изношенных деталей осуществляется следующими двумя способами:
1) метод доведения сопряженных размеров до номинальных (наращивание);
2) метод обработки деталей под ремонтные размеры - уменьшение или увеличение против номинального размера.
При обоих методах восстановления деталей применяются различные способы ремонта:
- механическая обработка (обтачивание, шлифование, постановка втулок и т. д.);
- наплавка металла;
- наращивание металла металлизацией;
- обработка давлением и т. д.
Перечисленные способы восстановления отличаются один
от другого технологическими приемами воздействия на изношенную деталь.
1.2. Ремонт деталей наплавкой
На ремонтных предприятиях среди способов восстановления деталей, имеющих форму тел вращения, наибольшее распространение подучили различные виды наплавки.
Из существующих способов механизированной и автоматической наплавки в ремонтной практике, наибольшее применение находят электродуговая наплавка под слоем флюса, электрошлаковая наплавка, газоэлектрическая наплавка в среде углекислого газа и электровибрационная (вибродуговая) наплавка в струе жидкости.
В настоящее время применяется в основном, два способа восстановления коленчатых валов наплавкой: электродуговая наплавка под слоем флюса и электроимпульсная (вибродуговая) наплавка в охлаждающей жидкости.
Принципиальная схема установки вибродуговой наплавки в струе жидкости представлена на рис. 1.1.

Рис. 1.1 Принципиальная схема установки вибродуговой наплавки
Процесс такой наплавки заключается в следующем.
К восстанавливаемой детали 1, которая вращается в центрах или патроне переоборудованного токарного станка, с помощью роликов 6, по направляющему мундштуку 3 специальной головки – автомата подается проволока (электрод), которая сматывается со специальной вертушки или барабанчика 7.
Одновременно с подачей от вибрирующего устройства 4 электроду сообщается колебательное движение с частотой 50 Гц.
Для регулирования амплитуды вибрации конца электрода у электромагнитных вибраторов имеются две специальные пружины 12.
Электровибрационная головка с электродом в процессе наплавки перемещается на суппорте станка вдоль детали, перенося расплавленный металл 2 по винтовой линии на наплавленную поверхность.
При вибрации электрода происходят циклические замыкания электрода на деталь с последующими дуговыми разряда-ми, которые расплавляют электрод и, незначительно, металл восстанавливаемой детали.
К электроду ток подводится через ролики и мундштук, а к детали - через шпиндель станка. Для улучшения стабильности процесса наплавки в электрическую схему установки обязательно вводится индуктивность (дроссель).
Как показывает практика ремонта деталей методом наплавки, структура наплавленного слоя имеет неравномерную твердость(разброс твердости превышает 45-50%, возникают большие, растягивающие напряжениями появляются в связи с этим микротрещины.
Кроме того, вследствие быстрого перехода металла из жидкого в твердое, поглощенные им газы не успевают выделиться, и в наплавленном слое образуются поры.
1.3. Ремонт деталей металлизацией распыления
Металлизация распылением - это процесс, при котором присадочный металл подается в специальный аппарат - металлизатор и по выходе из него расплавляется, а затем под действием струи сжатого воздуха или инертного газа распыляется и наносится на поверхность детали.
Применение металлизации в ремонтном производстве объясняется некоторыми преимуществами перед другими. При металлизации можно нанести слой распыленного металла толщиной от 0,02 до 10 мм как черными, так цветными металлами. Металлизационное покрытие обладает рядом ценных свойств, например, достаточно высокой износостойкостью при жидкостном и полужидкостном трении и др.
В ремонтном производстве металлизацию применяют главным образом для восстановления изношенных размеров коленчатых и челночных валов, шкивов, подшипников скольжения и других деталей, а также для изделий трещин в платформах и рукавах швейных машин и других деталей (а также для заделки трещин в платформах и рукавах швейных машин и т. д.).
В зависимости от способа расплавления металла, металлизацию подразделяют на электродуговую, газовую, высокочастотную, а также плазменно-дуговую.
Из всех методов металлизации наиболее прочный слой наплавленного металла получается при высокочастотной металлизации.
При высокочастотной металлизации плавление присадочного металла (проволоки или прутки диаметром до 6 мм) осуществляется в индукторе токами высокой частоты. Принципиальная схема высокочастотного металлиэатора показана на рис. 1.2. При помощи подающего механизма проволока 1, подлежащая распылению, поступает в зону индуктора 9. Индуктор состоит из нескольких витков медной трубки или шины и питается током с частотой 200-500 кГц. При пропускании переменного тока через индуктор, вокруг него возникает электрическое поле, напряженность которого периодически изменяется во времени, по величине и направлению. Переменное электромагнитное поле пронизывает присадочный металл, помещенный внутри индуктора, вызывает появление в нем индуктированного тока обратного направления. Эти токи и нагревают металл. Сжатый воздух, поступающий через трубку 4 в кольцевую камеру 3, омывает конус 2 и смывает с конца проволоки расплавленные поверхностные слои металла, распыляя их на мелкие и однородные частицы. Источником питания тока служит машинный или ламповый генератор.
Физико-механические свойства покрытий высокочастотной металлизации значительно выше по сравнению с аналогичными свойствами покрытий электродуговой металлизации. Объясняется это более благоприятными условиями плавления присадочного материала и распыления частиц. Колебания размеров распыляемых частиц и их температуры по сечению конуса изменяются в более узких пределах, чем при электродуговой металлизации. Выгорание основных химических элементов снижается в 4-6 раз, насыщение покрытия окислами снижается в 2-3 раза [3].
Прочностные характеристики высокочастотного металлизационного покрытия столь высоки, что позволяет использовать его при повышенных удельных давлениях и относительно высоких скоростях скольжения. Особое преимущество высокочастотной металлизации - высокий коэффициент полезного использования металла. Ремонт деталей машин и аппаратов бытового назначения в этой работе рассматривается на примере восстановления коренных шеек коленчатого вала компрессора бытового холодильника.
Рис. 1.2. Схема высокочастотного металлизатора: 1 - проволока; 2 - корпус; 3 камера; 4 - трубка для сжатого воздуха; 5 - текстолитовая шайба; 6 - слюда; 7 - концентратор вихревых потоков; 8 - камера для охлаждения; 9 индуктор; 10 - прокладка из слюды.
2.1. Коленчатый вал мотор - компрессора бытовых домашних холодильников
2.1.1. Дефекты коленчатого вала
В процессе работы происходит неравномерный износ шеек вала, который объясняется неравномерностью нагрузки вала 8а один оборот. Наибольшая нагрузка имеет место в конце хода поршня при сжатии. Неравномерность износа вызывает овальность по сечению шеек вала и нарушает нормальную работу компрессора.
Биение вала не только нарушает работу компрессора, но и приводит к быстрой разработке подшипников, сопровождаемой стуком. Условия работы подшипников окажутся еще более тяжелыми, если овальность будет иметь не только шейка вала, но и подшипник.
При овальности шатунной шейки вала будет происходить, неравномерный износ головок шатуна.
Шатунная шейка коленчатого вала может быть установлена с перекосом относительно оси вала. В этом случае возникает разработка верхней головки шатуна, износ рабочей твердости цилиндра и поршня в верхней и нижней частях. Дефекты шейки коленчатого вала приведены на рис. 2.1.
2.2. Технология ремонта коленчатого вала
Процесс ремонта коленчатого вала необходимо начинать с выбора метода восстановления (сварка, напыление, металлизация, электролитическое и химическое покрытие), который наиболее приемлем для данных условий эксплуатации детали. При разработке технологического процесса восстановления
Рис. 2.1 Схема коленчатого вала с обозначением дефектов: 1) износ коренной шейки переднего подшипника; 2) изгиб коленчатого вала; 3) износ шатунной шейки; 4) износ коренной шейки под задний подшипник; 5) износ эксцентрика.
Рис. 2.1.а. Виды дефектов шатунной шейки коленчатого вала: а) вогнутость;
б) бочкообразность
детали из всех способов следует выбрать наиболее рациональный, т. е. тот, который обеспечит необходимые эксплуатационные свойства восстановленной детали.
Эксплуатационные свойства восстановленной детали можно
численно выразить через коэффициент долговечности. Поскольку, однако, рациональность применения того или иного способа зависит не только от коэффициентов долговечности, но и от стоимости восстановления детали, то оценку способов восстановления необходимо вести при помощи технико-экономического критерия, определяемого следующим выражением:
Св < = кСн, (1)
где Св - стоимость восстановленной детали;
к - коэффициент долговечности;
Сн - стоимость соответствующей новой детали по прейскуранту.
Таким образом, численное значение технико-экономического показателя сводится к расчету стоимости восстановления и управления коэффициентов долговечности. [ 3].
Стоимость восстановления детали может быть определена из следующего выражения:
Св = [С(1 + (Н1 + Н2)/100)М](1 + П/100)
где С - основная заработная плата рабочих, руб.;
Н1 - косвенные цеховые расходы, % к основной заработной плате;
Н2 - косвенные общезаводские расходы, % к основной заработной плате;
М - стоимость материалов по нанесению покрытий;
П - прибыль, планируемая ремонтным предприятием.
При составлении технологических процессов большое внимание уделяется затратам, связанным с расходом основных и вспомогательных материалов. По данным , сравнительная стоимость материалов, необходимых для наращивания 1 см2 на толщину слоя 0,1 мм, при различных способах восстановления, следующая:
металлизация 1,0;
гладкое хромирование 1,34;
пористое хромирование 1,36;
электродуговая наплавка 1,96.
В соответствии с разработанным технологическим процессом и произведенные расчетом стоимости материалов, определяют экономическую эффективность ремонта путем сравнения стоимости отремонтированной детали со стоимостью по прейскуранту или себестоимостью ремонта детали тем или иным способом.
При равной долговечности новой и отремонтированной детали, т. е. К = 1, стоимость восстановленной детали не должна превышать 75% стоимости новой. В этом случае, спроектированный технологический процесс следует считать удовлетворительным.
2.3. Особенности механической обработки при восстановлении деталей
В процессе ремонта деталей технологического оборудования применяют почти все виды механической обработки металлов. Сами по себе процессы механической обработки существенно не отличаются от соответствующих процессов, применяемых в машиностроении. Однако они имеют свои специфические особенности. Это прежде всего, затруднения в выборе установочных баз, необходимость проточки в несколько проходов, независимо от припуска на обработку, обработку деталей, подвергавшихся наплавке и наращиванию.
Технологические базы деталей, установленные в процессе их изготовления, в период эксплуатации претерпевают изменения. Погрешность обработки при этом возрастает, что нередко не дает возможности выдержать требуемую точность и допуски. Это имеется почти во всех встречающихся видах установки деталей при механической обработке.
Известно, что в процессе металлизации и наплавки деталей металлом структура и физико-механические свойства покрытий изменяются* При обработке резцов верхнего слоя образуется прерывистая стружка, порой даже в виде мелкой пыли. Тепло от резца отводится из-за плохой теплопроводности покрытия медленнее, чем при обработке монолитной детали.
2.3. Последовательность технологии ремонта коленчатого вала
2.3.1. Выбор метода восстановления
Шатунная шейка коленчатого вала работает в условиях жидкостной смазки. В таких условиях эксплуатации неплохие показатели имеют детали, прошедшие ремонт по методу металлизации. Поэтому ремонт - восстановление шатунной шейки коленчатого вала проведем методом металлизации! распылением.
Процесс восстановления деталей методом металлизация разделяется на три основные последовательные стадии; подготовка поверхности к нанесению покрытия, нанесение металла и обработка детали после нанесения.
Нанесение металла на поверхность детали состоит на следующих элементов: подача металла к месту плавления, нагрев металла до расплавления, распыление расплавленного металла, придание частицам значительности скорости, удар движущихся частиц о поверхность металлизируемой детали и формирование покрытия на детали. Металл для распыления плавят электрической дугой, газовым пламенем и токами высокой частоты. Для распыления тугоплавных материалов может поручить широкое развитие способ плавления металла дуговой плазменной струей.
2.3.2. Подготовить деталь к нанесению покрытия
Из анализа всех видов неисправностей (рис. 2.1.) видно, что для восстановления первоначальных конструктивных размеров необходимо, в первую очередь, устроить овальность и бочкообразность цилиндрической поверхности дойки вала.
Необходимость устранения овальности и бочкообразнооти в
сечениях шейки коленчатого вала подсказывается еще и тем,
что без устранения их в процессе ремонта образуется неравномерная толщина наплавленного слоя.
Устранение овальности и бочкообразности можно сделать двумя методами:
а) проточной шейки с диаметра d = 17,8 до d = 17,0 мм;
б) шлифованием.
Рис 2.2 Технологический процесс проточки при ремонте коленчатого вала
Режимы проточки при подготовке детали | Режимы проточки после металлизации | ||||||
V м/мин | n об/мин | P Н | N кВт | V м/мин | n об/мин | P Н | N кВт |
13,166 | 193,9 | 696 | 0,149 | 8,7 | 136 | 2929,6 | 0,146 |
А. Вариант 1.
Проточить шатунную шейку с диаметра d = 17,8 до d = 17,0 мм;
Станок - 1К62;
Инструмент - фасонный резец;
Контрольный инструмент - штангенциркуль, микрометр;
Приспособление – спецприспособление.
1. Количество переходов 1.
2. Глубина резания t = (d – dпр)/2 = 17,8 – 17,0/2 = 0,4 мм (3),
где t - глубина резания, мм;
d - первоначальный диаметр, мм;
dпр,- диаметр детали после проточки, мм.
3. Скорость резания:
V = (Cv / TmtxvS) Kv (4)
где T - среднее значение стойкости при работе фасонным резцом T = 120 мин.
Постоянная Cv, показатели степени Xv, Yv и m приведены в табл. 8 [ 4 ],
Сv = 22,7; Хv = 0,25; Уv = 0,5; m = 0,3.
Поправочный коэффициент Кv определяется по формуле:
Kv = KmvKnvKuvKцvK1vK2vKqvKov,
где отдельные коэффициенты учитывают:
Kmv - качество обрабатываемого материала (табл.9-13);
Knv - состояние поверчости заготовки (табл. 14);
Kuv - материал режущей части (табл. 15);
KцvK1vK2vKqv - параметры резца (табл. 16);
Kov - вид обработки (табл. 17).
Kmv = Cm(75/75)nv = 1,0 х 11,5 = 1 (табл. 9, 10) [ 4 ]
Knv = 0,5; Kuv = 1; Kцv = 1,2; K1v = 2;
K2v = 1,0; Kqv = 0,97; K2v = 1,0; Kцv = 2,0;
Kv = 1,16;
V = [22,7 / (1200,3 х 0,40,25 х 0,40,5)]1,16 = 13,166 м/мин.
4. Число оборотов шпинделя станка:
n = 1000V / рD = 1000х120х13,166 / 3,14х17,8 = 193,91 об/мин. ( 5 )
5. Сила резания:
Pz = Cpz txp Syp Kz = 300 x 0,41 x 0,40,75 x 1,5 = 696 H;
Cpz – таб. 20 [ 4 ] – 300; Xp = 1,0; Yp = 0,75.
6. Мощность, затрачиваемая на резание:
N = Pz х V / 102 х 60 = 0,149 кВт. ( 7 )
1. Нарезать «рваную резьбу»
Операция преследует цель: обеспечить высокую сцепляемость напыленного слоя с поверхностью детали:
Станок – 1К62;
инструмент – резьбонарезной резец;
контрольный инструмент – визуально;
приспособление – спецприспособление.
Количество проходов – 3 Скорость резания:V = (Cv / Tm txv Syv) Kv м/мин;
Cv = 64,8 табл. 45 [ 4 ];
Kv = 1,0 табл. 46 [ 4 ];
V = (22,7 / 900,3 1,00,25 0,80,5)1,116 = 7,4 м/мин.
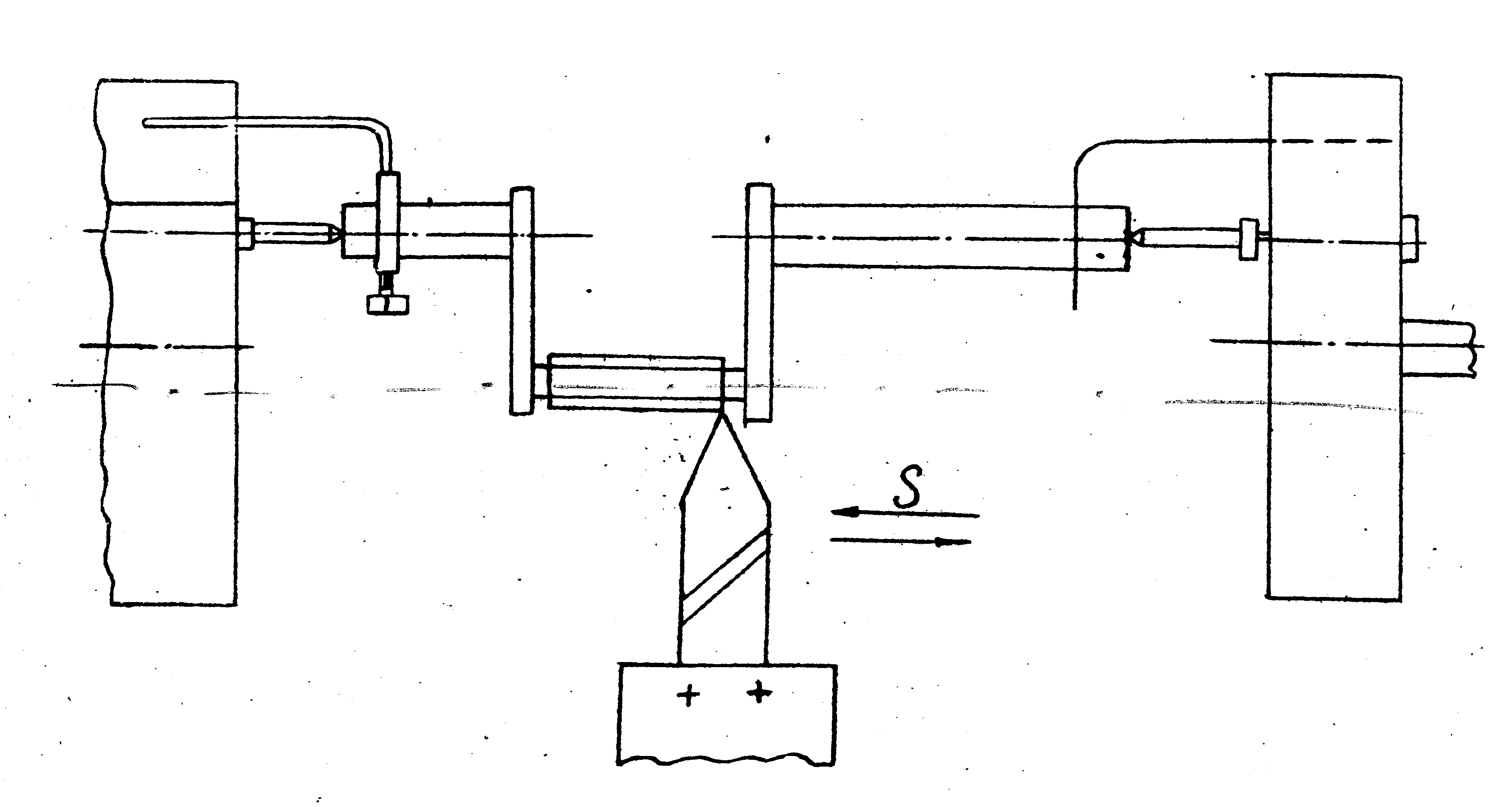
Рис. 2.3. Технологический процесс «Нарезание рваной резьбы»
Количество | V, м/мин | P, Н | N, кВт |
3 | 7,4 | 439 | 0,053 |
3. Сила резания Pz:
Pz = (Cp Syp / inp) Kp = 148 х 0,80,5/3 = 439 Н; ( 9 )
Cp – табл. 20 [ 4 ] – 148;
S – табл. 42 [ 4 ] – 0,8.
Поправочный коэффициент Kp = Kmp табл. 21
Kmp = 1.
Мощность при нарезании резьбы:
N = Pz x V / 102 x 60 = 43,9 x 7,4 / 102 x 60 = 324,86 / 6120 = 0,053 кВт. (10)
В. Вариант 2.
Шлифовать шатунную шейку коленчатого вала с d = 17,8 до d = 17,0:
а) станок – круглошлифовальный 3А10П;
б) инструмент – круг образивный, типа ПВ;
в) контрольный инструмент - микрометр;
г) приспособление спецприспособление для обработки коленчатых валов.
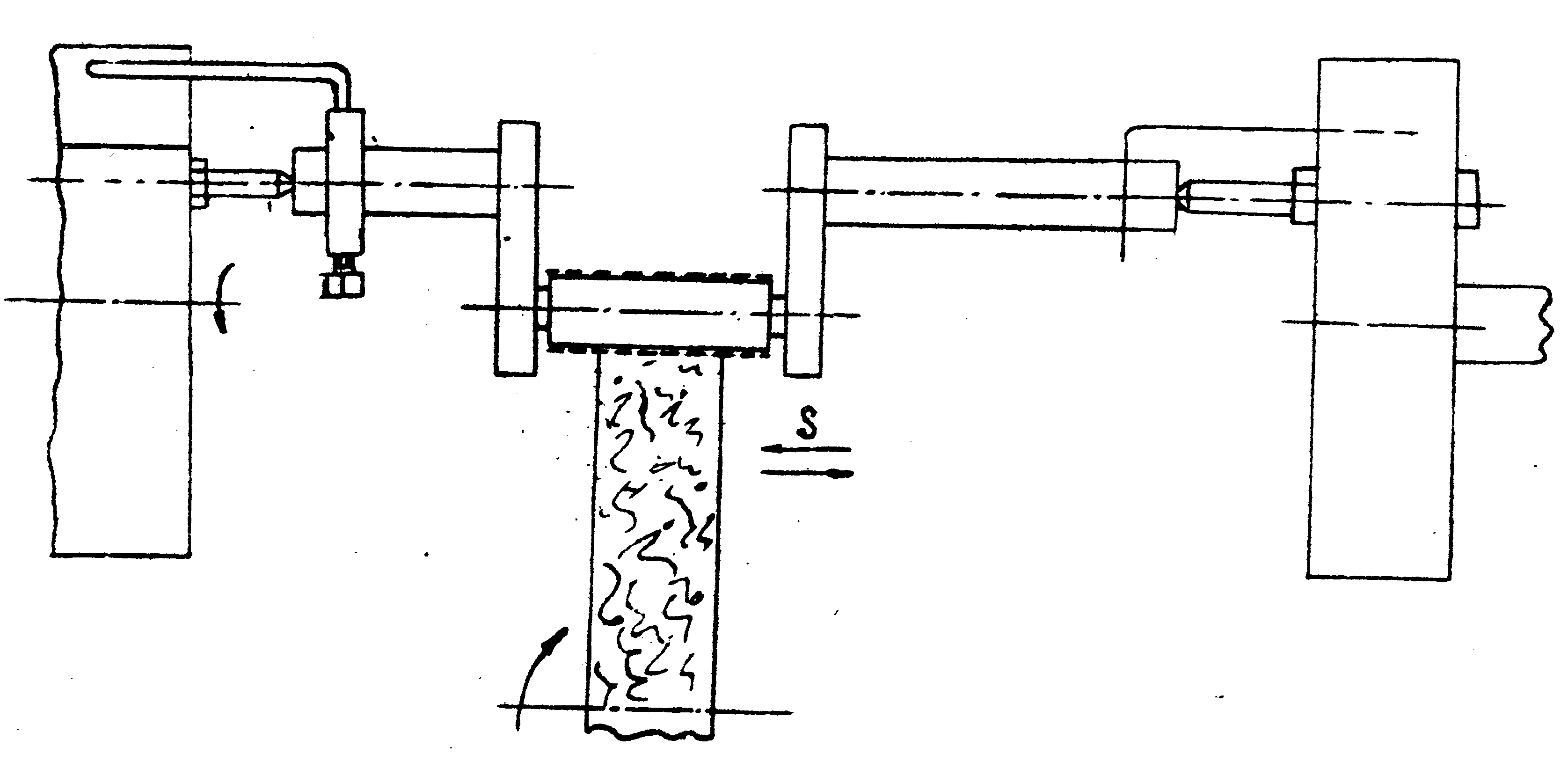
Рис. 2.4. Технологический процесс шлифования при ремонте коленчатого вала.
Режимы шлифовки при подготовке детали | Режимы шлифовки после проточки (чистовая) | ||||
Количество переходов | P, Н | n, кВт | Количество переходов | P, Н | n, кВт |
3 | 941,28 | 0,77 | 2 | 567,9 | 0,35 |
1. Количество переходов - 3
2. Глубина резания:
Pz = Cp V3x ty Sz. (12)
Sz = 0,2В = 0,2х20 = 4 мм/об;
V3z = 12 м/мин табл. 69 [ 4 ];
Cp = 148 табл. 20 [ 4 ];
Pz = 148 х 12 х 0,020,75 40,15 = 941,28 Н.
Эффективная мощность определяется по формуле:N = Cn V32 tx Sy. (12)
Данные для расчета мощности берутся из табл. 70 [ 4 ]
N = = 0,77 кВт.
2.3.3. Нанесение металла металлизацией
Из разновидностей методов металлизации (электродуговая, газовая, высокочастотная) выбираем высокочастотную, так как при этом методе обеспечивается более высокое качество покрытия, прочность оцепления между деталью и покрытием.
Оборудование - металлизатор МВЧ – 2
Скорость подачи, м/сек - 0,011-0,750;
Давление сжатого воздуха, кг/см2 - 4 – 6; Н/м2 - 4х105 – 6х105;
Расход сжатого воздуха, м3/сек - 0,8-0,9;
Напряжение, В – 20 – 40;
Рабочий ток, А до 500.
Максимальная производительность при распылении, (кг/ч); Н/ч
стали (13) 130;
цинка (18) 180.
1. Расчет количества металла, которое необходимо нанести на деталь:
Р = П [ (r2 – r12)l]г,
где
- радиус детали после восстановления;
- радиус детали после проточки;
Р = 3,14 (1,12- 0,852)5,0*7,86 = 0,61 Н.
Учитывая, что при металлизации металл не полностью осаждается на детали, принимаем расход металла 1,93 Н.
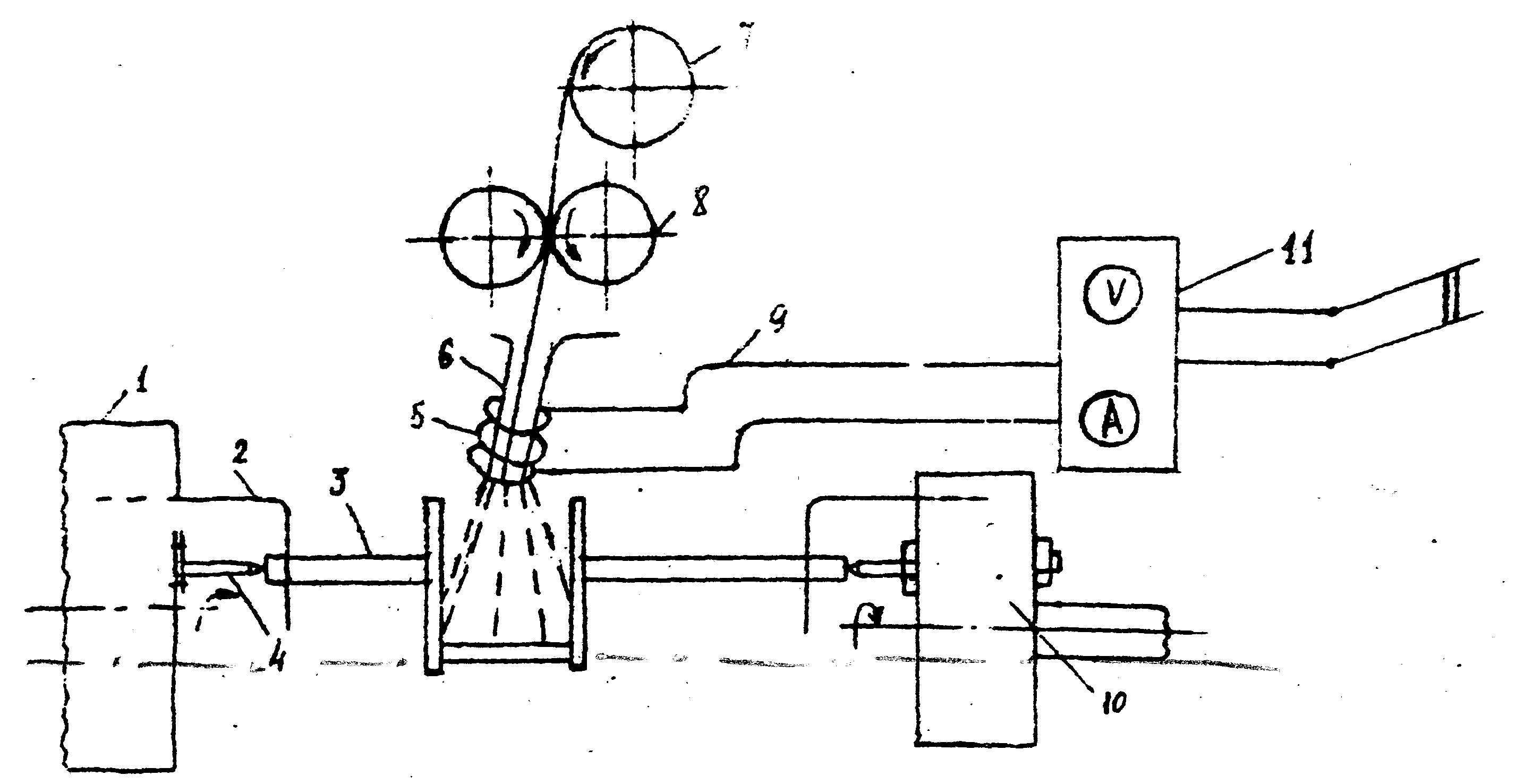
Рис 2.5. Схема установки для высокочастотной металлизации:
1. Планшайба токарного станка 1К62. 2. Поводок. 3. Коленчатый вал. 4. Центр. 5. Индуктор. 6. Металлизатор. 7. Бухта с проволокой. 8. Транспортирующий механизм. 9. Провода. 10. Приспособление. 11. ТВ.4.
Параметры процесса металлизации коленчатого вала | |||||
Расход металла, Н | Время метал. сек. | Расход воздуха м3 | Число оборотов n | Расх. электр. кВт | Стоимость мат. руб |
1,93 | 53,4 | 0,011 | 3 | 5 | 0,04 |
2. Расчет времени, необходимого на металлизацию (основное
техническое время):
Т = P/Q = 1,93 * 3600 / 130 = 53,4 секунды, (14)
где Q - максимальная производительность при распылении, (кг/ч) Н/Ч.
3. Расход сжатого воздуха на металлизацию:
Qв = Q1*T / 3600 = 42,72 / 3600 = 0,011 м3, (15)
где Q1 - расход сжатого воздуха, м3/сек:
Т - время напыления.
4. Скорость подачи принимаем 0,2 мм/об.
5. Число оборотов: (16)
n = 1000*V / п*Д = 1000*0,2/3,14*22 = 200 / 59 = 3 об/мин.
Где V – скорость.
6. Расход электроэнергии принимаем = 5 кВт:
Сэ = 5 * 1 = 5 коп = 0,05 руб
7. Стоимость материалов:
См = Сп + Св = 0,02 + 0,02 = 0,04 руб,
Где Сп – стоимость материала (проволоки);
Св – стоимость воздуха;
Сп = G * с;
G – масса проволоки, затраченная на металлизацию;
с – стоимость единицы массы.
Сп = 0,250 * 0,087 = 0,02 руб. с = 87 – 62 руб/т
для углеродистой стали [ 5 ];
Св = 0,02 *1 = 0,02 руб.
2.3.4 Механическая обработка коленчатого вала после металлизации
А. Проточить d = 22 до d = 18,5
а) станок – 1К62;
б) инструмент – фасонный резец;
в) контрольный инструмент – микрометр;
г) приспособление – спецприспособление.
1. Количество переходов – 1.
2. Глубина резания:
t = 22 – 18,5 / 2 = 1,75.
3. Скорость резания:
V = (22,7 / 1200,3 * 1,750,25 * 0,40,5) * 1,116 = 8,7 м/мин (18).
4. число оборотов шпинделя станка:
n = 1000 / 3,14 * 22 = 1000 * 8,7 / 3,14 * 22 = 126 об/мин. (19)
5. Сила резания:
Pz = Сpz txz Syz Kz = 300 * 1,751 * 0,40,75 * 1,116 = 2929,6 Н. (20)
6. Мощность, затрачиваемая на резание:
N = Pz * V / 102 * 60 = 292,96 * 8,7 / 102 * 60 = 0,416 кВт;
Б. шлифовать шейку коленчатого вала с d = 18,5 до d = 18,0.
1. Количество переходов – 2:
черновое t = 0,2 мм;
чистовое t = 0,05 мм.
2. Сила резания:
черновое Pz = 148 * 121 * 0,020,75 * 40,15 = 941,28 Н;
чистовое Pz = 148 * 121 * 0,0080,75 * 40,15 = 567,9 Н.
3. Эффективная мощность шлифования:
черновое N = 1,3 * 120,75 * 0,020,85 * 40,7 = 0,77 кВт;
чистовое N = 1,3 * 120,75 * 0,0080,85 * 40,7 = 0,35 кВт.
2.3.5 Термическая обработка шейки коленчатого вала
Термопечь – ТВЧ
Инструмент – индуктор
Контроль – проверка на твердость на твердомере.
Индуктивный нагрев токами высокой, частоты 10 - 15 сек.
Охлаждение в масляной ванне 30 минут.
Отпуск после закалки при температуре 150°С в течение 30 минут. Проверка на твердомере, твердость 38 - 42 HRC.
2.4. Расчет технико-экономического показателя ремонта коленчатого вала
2.4.1. Расчет основной заработной платы
Основная заработная плата С ремонтных рабочих может быть определена по зависимости:
C = Tp Зср. ч (1 + Рпр / 100), (21) [5]
Tp - общая годовая трудоемкость всех ремонтных работ в час;
Зср. ч - среднечасовая заработная плата ремонтного рабочего в pyб.;
Рпр - процент доплат по принятой премиальной системе оплаты труда ремонтных рабочих.
Трудоемкость ремонтных работ при ремонте коленчатого вала определяется по формуле:
Тр = R * t * Сп = 1 * 1 * 1 *1 * 3 = 3 час,
где R - категория ремонтной сложности принимаем равной 1;
t - норма затрат времени -1 час;
С - число единиц изделия – 1;
n - среднее число операции - 3.
Среднечасовая заработная плата ремонтного рабочего 0,5 руб. час.
Процент доплат Рпр принимаем – 20%,
Тогда
С = 3 * 0,5 * (1+20/100) = 1,5 * 1,2 = 1,8 руб.
2.4.2. Косвенные цеховые расходы принимаются от основной заработной платы:
Н1 = 1,8 * 80 / 100 = 1,44 руб. (22)
2.4.3. Косвенные общезаводские расходы принимаются
27% от основной заработной платы:
Н2 = 1,8 * 20 / 100 = 0,56. (23)
2.4.4. Стоимость материалов по нанесению покрытий
принимаем приближенно 1 руб.
2.4.5 Прибыль планируемая ремонтным предприятием 1 руб.
2.4.6 Стоимость восстановленной детали:
Св = [ 1,8 * (1 + 1,44 + 0,56 / 100) * 1] * (1 + 1 / 100) = 1,8 руб.
2.4.7. Оценив стоимости восстановления:
1,8 < = 1,0 * 2,5; 1,8 < = 2,50.
Стоимость восстановленной детали составляет 72% от стоимости новой детали, таким образом, технологически процесс восстановления детали можно считать удовлетворительным.
ЛИТЕРАТУРА
1. Малышев авторемонтного производства. М., «Транспорт», 1977.
2. и другие. Современные методы организации и технологии ремонта автомобилей. Киев, «Техника» , 1974.
3. , Остроумов ремонта оборудования предприятий бытового обслуживания. М., «Легкая индустрия», 1972.
4. Малов технолога-машиностроителя, Т.2, М., "Машиностроение", 1972.
5. Гуков по курсу «Организация и планирование предприятий по ремонту бытовой техники» М., «Легкая индустрия», 1970.
6. , , Баринов и технология ремонта бытовой техники. М., «Легкая индустрия», 1978.
7. Фишман , наладка, испытание электробытовых приборов. M., «Легкая индустрия», 1975.
8. Геллер стали. М., «Металлургия», 1975.
