

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Водостойкость-применительно к пластичным смазкам обозначает несколько свойств: устойчивость к растворению в воде, способность поглощать влагу, проницаемость смазочного слоя для паров влаги, смываемость водой со смазываемых поверхностей.
Механическая стабильность-характеризуеттиксотропные свойства, т. е. способность смазок практически мгновенно восстанавливать свою структуру (каркас) после выхода из зоны непосредственного контакта трущихся деталей. Благодаря этому уникальному свойству смазка легко удерживается в негерметизированных узлах трения.
Термическая стабильность-способность смазки сохранять свои свойства при воздействии повышенных температур.
Коллоидная стабильность-характеризует выделение масла из смазки в процессе механического и температурного воздействия при хранении, транспортировке и применении.
Химическая стабильность-характеризует в основном устойчивость смазок к окислению.
Испаряемость-оценивает количество масла, испарившегося из смазки за определенный промежуток времени, при ее нагреве до максимальной температуры применения.
Коррозионная активность-способность компонентов смазки вызывать коррозию металла узлов трения.
Защитные свойства-способность смазок защищать трущиеся поверхности металлов от воздействия коррозионно-активной внешней среды (вода, растворы солей и др.).
Применения твердых смазок в узлах и агрегатах
Твердые и самосмазывающиеся материалы применяют обычно в экстремальных условиях, в которых жидкие или пластичные теряют свою работоспособность.
К таким условиям следует отнести высокие или криогенные температуры, вакуум, большие удельные давления и радиацию. Кроме того, этот вид смазочных материалов может быть использован в качестве одного из компонентов жидких масел или пластичных смазок. Например, добавление коллоидного графита в пластичную смазку значительно повышает ее антифрикционные свойства. Повышаются смазочные свойства и масел при добавлении в них дисульфида молибдена, дисульфида вольфрама, графита и некоторых других веществ.
Значение твердых и самосмазывающихся материалов в ближайшее время должно возрасти в связи с разработкой модификаций двигателей и топливной аппаратуры, предназначенных для альтернативных топлив, в том числе топлив, применяемых при криогенных температурах (сжиженный метан, водород и др.).
Сухие и самосмазывающиеся материалы могут оказаться полезными для газотурбинных двигателей, двигателей Стирлинга и ряда других транспортных силовых установок будущего.
Рассмотрим, от чего зависят смазочные свойства различных смазочных материалов. Механизм действия сухих смазочных материалов до конца пока не раскрыт. Смазывающие свойства этих материалов объясняются строением их кристаллической решетки, в которой атомы, образующие слой, расположены ближе друг к другу, чем расстояния между слоями. Например, у графита расстояния между атомами в слое равны 0,142 нм, а расстояния между слоями 0,344 нм. Однако объяснить строением кристаллической структуры смазывающую способность сухих смазочных материалов полностью не удается. Например, тальк, применяющийся широко для предотвращения слипания поверхности камеры с покрышкой в пневматических шинах, тоже имеет слоистую гексагональную структуру, но совершенно не обладает смазывающими свойствами в металлических узлах трения. То же относится и к слюде.
Существенное значение имеет адгезия — способность прилипания смазочного материала к поверхности трения. У талька и слюды Такой способности нет, а у графита, дисульфида молибдена и других видов сухих смазок такая способность ярко выражена.
Имеет значение и фактор адсорбции молекул воды и кислорода на поверхности смазок. Коэффициент трения при применении этих смазочных материалов в вакууме увеличивается. При влажности более 30 % коэффициент трения также начинает увеличиваться.
При применении дисульфида молибдена скольжение происходит между слоями серы, так как она обладает высокой адгезией к металлам. Вместе с тем коэффициент трения при скольжении серы по сере больше, чем при скольжении дисульфида молибдена. Таким образом, смазывающие свойства слоистых смазок зависят от многих факторов, но решающими из них являются их слоистое строение, малая энергия связи между слоями и высокая адгезия на поверхностях узла трения. Твердые смазки на основе слоистых материалов Графит. Это одна из самых распространенных сухих смазок. Известен как одно из аллотропных состояний углерода. Имеет гексагональную структурную решетку, в которой параллельные слои вещества расположены на расстоянии 3,44 А. Графит хорошо заполняет технологические неровности микропрофиля поверхности трения, образуя гладкую зеркальную поверхность. Скорость относительного скольжения мало влияет на коэффициент трения графита, в то время как удельная нагрузка оказывает на него существенное воздействие.
При увеличении удельной нагрузки до 450—500 Н/мм2коэффициент трения быстро уменьшается (примерно до 0,03). При дальнейшем увеличении нагрузки коэффициент трения начинает возрастать, изнашивание становится более интенсивным. Большое значение имеет материал трущихся деталей. Графит АГ-1500 лучше всего работает в паре с чугуном и хромом, графит Е — со сталью и хромом. Чем прочнее пленка оксида металла, тем лучше работает графит. Хуже всего графит работает по меди. Его износ в этом случае в 18 раз больше, чем при работе по хрому, что является одной из причин быстрого изнашивания щеток электродвигателей и генераторов.
Повышение температуры узла трения при работе в вакууме уменьшает коэффициент трения в одноименной паре. Например, при изменении температуры от 20 до 0 °Сfуменьшился с 0,4 до 0,15. Трение графита марки АГ-1500 по коррозионно-стойкой стали при температуре 800 °С вызывает резкие скачки коэффициента трения и увеличение его от 0,25 до 0,4. На воздухе удельные нагрузки на пары графит—металл могут быть увеличены в 3—5 раз.
Применяют графит как добавку к различным смазочным материалам (например, солидолу УСсА), как сухой смазочный материал •в виде тонкого порошка или как самосмазывающийся материал.
Основные свойства графита и других слоистых материалов приведены в табл. 30.
Дисульфид молибдена MoS2.Свойства его как смазывающего материала были известны еще в XVI в. В последнее время проведено много исследований по применению этого соединения в качестве смазочного материала. Установлено, что MoS2,как и графит, имеет гексагональное строение. Расстояние между ближайшими атомами молибдена в решетке равно 2,41 А, а между атомами серы в ближайших слоях 3 А.
При температуре 350 °С начинается процесс окисления MoS2. Вместе с тем в вакууме он выдерживает температуру до 1000 °С. Природный MoS2. получают из молибденового блеска при добыче медных руд. Цвет серо-стальной. Кристаллы имеют игольчатое строение. Плотность 4800 кг/м3. Коэффициент трения с увеличением удельной нагрузки уменьшается, достигая 0,02 (при 2800 МПа). Применяют как сухой смазочный материал или как добавку в жидкие и пластичные смазочные материалы. Основные свойства MoS2. приведены также в табл. 30.
Дисульфид вольфрама WS2.Структура WS2гексагональная, слоистая. На воздухе WS2может работать, не окисляясь, до температуры 510 °С, а его несущая способность в 3 раза больше, чем дисульфида молибдена. Химически WS2очень стабилен, не растворяется в сильных кислотах и щелочах, воде, маслах, ацетоне. На него имеют небольшое воздействие при высокой температуре только газообразный фтор, серная и плавиковая кислоты. WS2не вызывает коррозии металлов. При приготовлении коллоидных суспензий WS2 со смазочными маслами необходимо учитывать большую разность плотностей, вызывающую нестабильность системы. Поэтому предпочтительны смеси, состоящие из WS2и пластичных смазочных материалов или специальных паст. Основные свойства WS2приведены также в табл. 30.
К, слоистым смазочным материалам, имеющим гексагональную решетку, следует отнести соединения селена — диселениды молибдена MoSe2,вольфрама Wse2,ниобия NbSe2,нитрида бора BN, а также соединения, обладающие несколько худшими смазывающими свойствами и относительно невысокой температурой плавления, — SdJ2, PbJ2, Sb2S2, AgJ.
Самосмазывающиеся конструкционные материалы
Принцип создания самосмазывающихся материалов прост: в основу, представляющую собой прочные и стабильные полимеры (например, из группы полиамидных смол), вводят наполнители, обладающие смазывающими свойствами, — дисульфид молибдена или графит. Наполнитель вводят или в процессе полимеризации основы, или в расплав готового полиамида. Твердость готового материала растет с увеличением количества введенного наполнителя, достигая максимума при содержании его 30—35 %. При дальнейшем увеличении количества наполнителя твердость начинает резко падать, причем одновременно уменьшается ударная прочность, что снижает конструкционную ценность материала, так как он становится хрупким.
Наилучшие результаты получаются при применении в качестве наполнителя полиамидных смол MoS2.Ценные самосмазывающиеся материалы получаются при армировании фторопласта-4 медной стружкой. Износостойкость композиции повышается в 10 тыс. раз. Наименьший коэффициент трения фторопласта-4 получается при ведении в расплав основы стружки бронзы (f= 0,17). Наименьшее чтение наблюдается у металле - или стеклофторопластовых композиций при их работе по коррозионно-стойкой стали (из-за отсутствия окисной пленки).
Хорошим самосмазывающимся конструкционным материалом являются фенольные смолы с добавкой тефлона. Несущая способность этих композиций увеличивается при добавлении наполнителя не более 15 % тефлона.
Технология порошковой металлургии позволила создать ряд самосмазывающихся материалов на базе порошковых. Особенностью этих структур, выгодно отличающей их от полимерных композиций, является высокая теплопроводность, обеспечивающая хороший отвод теплоты из узла трения. Основой таких материалов является пористая структура наполнения смазывающим веществом. В качестве смазывающего вещества можно использовать различные сухие смазочные материалы. Хорошие результаты были получены при применении графита, дисульфида молибдена и даже полимерных смазывающих материалов, например, фторопласта. Для спекания основы используют медь, молибден, железо и другие металлы. Пропитку вводят так, чтобы включения смазывающего материала равномерно были распределены по всему объему основы.
Наиболее распространены бронзографитовые и железографитовые порошковые материалы. Для улучшения смазывающих свойств поры материала пропитывают жидким смазочным материалом. Коэффициент трения по стали этих материалов 0,04—0,09.
При применении металлокерамических самосмазывающихся материалов надо иметь в виду их относительную хрупкость и малую прочность на растяжение. В остальном эти материалы хороши для направляющих клапанов, теплонапряженных элементов золотникового и гильзового распределения, узлов трения для двигателей Стирлинга и ряда других узлов трения, в которых трудно или невозможно использовать обычные смазочные материалы.

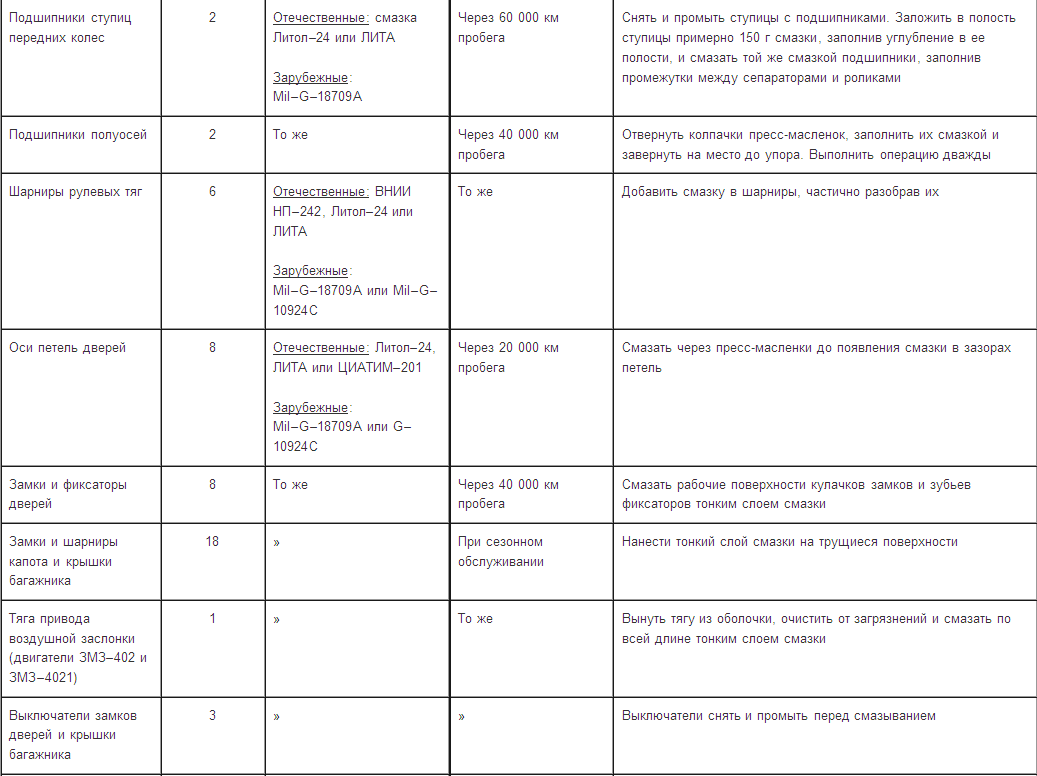
Периодичность смазывания узлов и агрегатов, расход смазок
![]()
В современном мире стремительно и быстро развивается техника, в особенности автомобильная. Производители автомобилей стараются разрабатывает более комфортные, доступные по цене и в особенности надежные автомобили.
Разработчики, конструктора, инженера пытаются создать как можно более надежные и долговечными узлы, механизмы и агрегаты автомобилей, и по этому одним из немаловажных вопросов является применение смазочных материалов. Но ксожаление не достаточное внимание уделяется таким смазочным материалам как твердые пластичные смазывающие материалы.
В данной курсовой работе были описаны основные свойства и преимущества твердых пластичные смазок их применение. Одни из основных особенностей данных смазок является их более длительный срок использования, не вытекание из мест смазывания, увеличение температуры каплепадения, что в свою очередь существенно увеличивает ресурс работы деталей, узлов, агрегатов автомобилей. А это в свою очередь сказывается на увеличении гарантийного пробега автомобиля, что является в наше время важнейшей задачей для производителей автомобилей.
Литература , Прушак и износ в машинах: Учеб. для техн. вузов. Минск: Высш. шк. 1999. , Дроздов и износостойкость деталей машин. М.: Высш. шк., 1991. Основы трибологии (трение, износ, смазка): Учеб. для техн. вузов / Под ред. . 2-е изд. М.: Машиностроение, 2001. Справочник по триботехнике / Под общ. ред. М. Хебды, . М.: Машиностроение; Варшава. 1992.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
