

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 621.74.046
ПОЛУЧЕНИЕ ЛИТЫХ ЗАГОТОВОК ИЗ СПЛАВОВ СИСТЕМЫ Al-Mg ЛИТЬЕМ ПОГРУЖЕНИЕМ И ВАКУУМНЫМ ВСАСЫВАНИЕМ
, ,
Самарский государственный технический университет, г. Самара
Разработана конструкция и изготовлен манипулятор, позволяющий получать опытные слитки из алюминиевых сплавов литьем вакуумным всасыванием и погружением. Определены параметры литья цилиндрических слитков (вакуумное всасывание) и плоских слитков (литье погружением) из сплавов системы Al-Mg. Исследованы структура и свойства слитков из деформируемых сплавов АМг4,5, АМг5 и АМг6
Ключевые слова: манипулятор, литье вакуумным всасыванием, литье погружением, алюминиевые деформируемые сплавы, сплавы системы Al-Mg, структура, свойства
The design is developed and manufactured manipulator, that allows to receive the ingots from aluminum alloy with casting by vacuum suction and immersion. Parameters in the casting of billets (vacuum suction) and flat bars (casting immersion) system alloy Al-Mg were defined. Studied the structure and properties of ingots of wrought alloys AMg4, 5, AMg5 and AMg6
Key words: manipulator, casting by vacuum suction, casting by immersion, aluminum deformable alloys, alloys of system Al-Mg, structure, properties
Сущность процесса литья вакуумным всасыванием состоит в том, что заполнение полости формы и затвердевание отливки происходит под действием некоторого разрежения в полости формы. Управление процессом заполнения формы расплавом осуществляется изменением степени разрежения воздуха в полости формы. Вакуумирование полости форм при заливке позволяет получать тонкостенные отливки с толщиной стенки 1-1,5 мм, исключить попадание воздуха в расплав, повысить точность, и механические свойства отливок. В 50-е годы ХХ в. разработкой технологии литья изделий из сплавов на основе меди способом вакуумного всасывания длительное время занимался [1].
Процесс литья погружением малоизвестен и до настоящего времени по достоинству не оценен. Суть его в том, что специальную форму, постоянную или разовую, погружают в расплавленный металл, заполняют жидким металлом через короткие питатели и выдерживают в нем до полного затвердевания отливки, после чего форму поднимают и извлекают из нее отливку. Разработчиком способа литья погружением является Коврижных по освоению данного способа начались в 70-е годы [2, 3].
Достоинствами обоих способов являются минимальные затраты металла на литниковую систему, отсутствие прибылей так как питание затвердевающей отливки осуществляется непосредственно от расплава, находящегося в печи, формирование плотной и однородной структуры, характерной при направленном затвердевании.

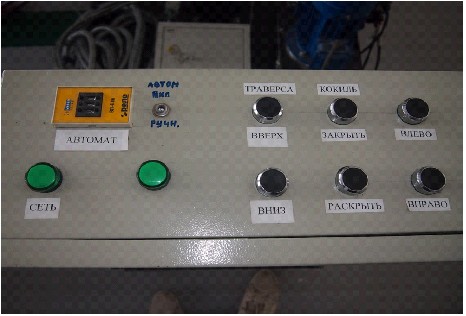

В Центре литейных технологий при участии была разработана конструкция и изготовлен манипулятор для литья способами вакуумного всасывания и погружением (рис. 1).
Манипулятор предназначен для получения литых изделий из сплавов цветных металлов (в частности из алюминиевых сплавов). Манипулятор обеспечивает поворот горизонтальной траверсы относительно вертикальной оси, погружение литейной формы в расплав, выдержку в течение заданного времени, подъём формы с отливкой и вывод ее из рабочего пространства печи. При литье погружением предусмотрены дополнительные операции: раскрытие формы, выталкивание отливки и закрытие кокиля после извлечения отливки. Конструкция поворотной траверсы оснащена специальной платформой, позволяющей монтировать на нее различные формы в зависимости от способа литья и конфигурации литого изделия. На рис. 2 представлен вариант крепления водоохлаждаемого кристаллизатора для получения цилиндрических слитков способом вакуумного всасывания.

Для проведения экспериментов были изготовлены водоохлаждаемый кристаллизатор для литья вакуумным всасыванием (цилиндрические слитки длиной до 400 мм, диаметром 35 мм) и стальной кокиль для литья погружением (плоские слитки с габаритами 150Ч50Ч7 мм).
Эксперименты проводили на деформируемых алюминиевых сплавах АМг4,5 (5083), АМг5 и АМг6 (ГОСТ 4784-97). Выбор данных сплавов обусловлен тем, что деформированные полуфабрикаты из сплавов системы Al-Mg находят широкое применение в машино - и судостроении, железнодорожном транспорте и авиации.
Чушковые сплавы готовили из первичных шихтовых материалов: алюминий марки А95, магний марки Мг90, чушковых лигатур AlMn10 и AlTi10. При получении сплава АМг4,5 вместо AlTi10 использовали лигатуру AlCr5. Приготовления сплавов производилось в электрической печи сопротивления СШОЛ-4. В качестве покровного и рафинирующего реагента использовали карналлитовый флюс (35%KCl-44%MgCl2; ТУ 1714-470-05785388-2011). Химические составы полученных чушковых сплавов соответствовали требованиям ГОСТ 4784-97.
Непосредственно перед заливкой в изложницы по разработанной методике [4] определяли их плотность при температуре расплавов 710+100С. Плотность сплавов в твердом состоянии определяли гидростатическим взвешиванием на образцах размером ~1 см3, вырезанных из геометрического центра чушек. Значения плотностей сплавов представлены в табл. 1.
Таблица 1 – Плотности сплавов системы Al-Mg в жидком и твердом состояниях
Марка сплава | Плотность, г/см3 | ||
В жидком состоянии | В твердом состоянии | В твердом состоянии (по ГОСТ 4784-97) | |
АМг4,5 | 2,381 | 2,641 | 2,66 |
АМг5 | 2,366 | 2,622 | 2,65 |
АМг6 | 2,347 | 2,613 | 2,64 |
Из представленных результатов видно, что с увеличением содержания магния плотность сплавов в жидком и твердом состояниях уменьшается. Значения плотностей сплавов в жидком состоянии несколько превышают результаты, полученные для бинарных сплавов алюминий-магний, которые приведены в работах [5, 6]. По данным работы [5] плотность расплавов, определенная методом лежащей капли, снижается от 2,1 г/см3 до 1,9 г/см3 при увеличении содержания магния с 4 до 6%. А по данным работы [6] плотность расплавов, определенная гамма-адсорбционным методом на установке «Параболоид», снижается от 2,34 г/см3 до 2,31 г/см3 в том же диапазоне концентраций магния. Указанные расхождения обусловлены, прежде всего, тем, что в работах [5, 6] эксперименты проводились на бинарных сплавах, не содержащих таких тяжелых элементов, как титан, марганец и хром, которые входят в состав промышленных магналиев.
Фактические значения плотностей для сплавов в твердом состоянии незначительно меньше, чем указанные в ГОСТ4784-97. Это обусловлено тем, что в данном нормативном документе приведены расчетные (справочные) значения плотности без учета возможных дефектов структуры таких как макро - и микропористость. На основании анализа полученных результатов и их сравнения с литературными данными можно сделать вывод о том, что значения плотностей в жидком и твердом состояниях объективно отражают влияние химического состава сплавов на данное физическое свойство.
Анализ макроструктуры выполняли с применением программно-аппаратного комплекса SIAMS-700. Образцы перед исследованием подвергали шлифованию и полированию, а также травлению реактивом Таккера. Исследование макроструктуры показало, что увеличение степени легированности сплавов (от АМг4,5 до АМг6) и наличие в их химическом составе титана (АМг5 и АМг6) обуславливает уменьшение размеров макрозерен Al и повышению их однородности по сечению чушки (табл. 2).
Таблица 2 – Влияние марки сплава на параметры макрозерна Al
Марка сплава | Количество измерений, шт. | Минимальный размер зерна, мм | Максимальный размер зерна, мм | Средний размер зерна, мм |
АМг4,5 | 50 | 0,60 | 1,35 | 0,88 |
АМг5 | 0,34 | 0,76 | 0,68 | |
АМг6 | 0,25 | 0,53 | 0,38 |
Для получения цилиндрических слитков вакуумным всасыванием по методике [7] были рассчитаны необходимое разряжение в рабочей полости кристаллизатора и глубина погружения кристаллизатора в расплав (табл. 3).
Таблица 3 – Параметры литья слитков вакуумным всасыванием
Марка сплава | Глубина погружения кристаллизатора, мм | Разряжение, кгс/см2 | Температура литья, 0С |
АМг4,5 | 22,9 | 0,0641 | 720 |
АМг5 | 0,0635 | ||
АМг6 |
Получали слитки из немодифицированного сплава АМг6 и сплава, модифицированного чушковой лигатурой AlSc2,4 из расчета введения скандия в количестве 0,02% по массе. В процессе экспериментов варьировали временем выдержки сплава в кристаллизаторе под действием остаточного разряжения. В табл. 4 представлены габаритные параметры полученных слитков.
Таблица 4 – Влияние параметров литья на габаритные параметры цилиндрических слитков
Состояние расплава АМг6 | Время выдержки, с | Габариты слитков, мм | |
Диаметр | Длина | ||
Не модифицированный | 30 | 33,5 | 220 |
20 | 33,8 | ||
Модифицированный | 10 | 34,7 | 250 |
7 | 34,9 |
Видно, что модифицирование способствует повышению скорости затвердевания сплава, выражающееся в увеличении длины слитков даже при сокращении времени выдержки при остаточном разряжении в кристаллизаторе. Кроме того, отмечено уменьшение линейной усадки по диаметру слитков, полученных из модифицированного сплава АМг6. Это связано с тем, что введение модификатора способствует созданию в расплаве устойчивых центров кристаллизации, которые в свою очередь обуславливают увеличение скорости затвердевания. Аналогичные тенденции были установлены ранее в экспериментах на сплавах системы Al-Si [7].
На рис. 3 представлены изображения макроструктур слитков из сплава АМг6, полученных вакуумным всасыванием.
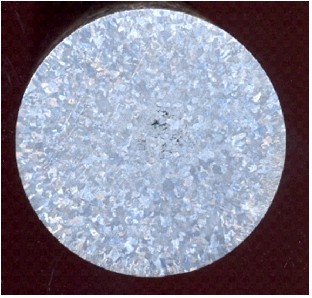
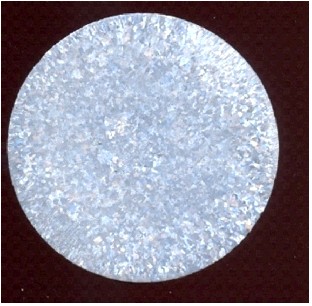

Из анализа макроструктур видно, что в слитке, полученном из немодифицированного расплава, имеется усадочная пористость, располагающаяся в осевой части. Кроме того, данный слиток характеризуется укрупненными размерами макрозерна. Модифицирование способствует устранению усадочной пористости и измельчению размеров макрозерен даже при сокращении времени выдержки с 20 до 10 с.
Далее проводили эксперименты по получению плоских слитков литьем погружением. Температура расплавов составляла 720+100С. Кокиль предварительно прогревался над зеркалом расплава да температуры 100-1500С. Выдержка кокиля в расплаве после его заполнения во всех случаях составляла 5 с. Модифицирование осуществляли чушковой лигатурой AlSc2,4 из расчета введения скандия в количестве 0,02% по массе.
В табл. 5 представлено влияние марки сплава и модифицирования на толщину плоских слитков, полученных литьем погружением.
Таблица 5 – Влияние марки сплава и модифицирования на толщину плоских слитков, полученных литьем погружением
Марка сплава | АМг4,5 | АМг5 | АМг6 | |||
Состояние* | Н/м | М | Н/м | М | Н/м | М |
Толщина, мм | 5,19 | 5,21 | 5,6 | 5,7 | 5,63 | 6,0 |
*Н/м – не модифицированный; М - модифицированный
Анализ полученных результатов показывает, что с увеличением степени легированности линейная усадка уменьшается. Модифицирование, как и в случае получения слитков вакуумным всасыванием, тоже способствует уменьшению линейной усадки.
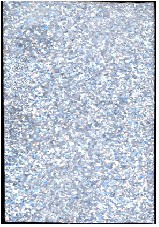
На рис. 4 представлены макроструктуры широких граней плоских слитков, полученных литьем погружением. Видно, что модифицирование добавками скандия способствует существенному (более чем в 2 раза) измельчению макрозерен алюминия в сплавах системы Al-Mg.
Таким образом, на основании выполненных экспериментов сделаны следующие основные выводы:
Разработана конструкция и изготовлен манипулятор для получения цилиндрических и плоских слитков из алюминиевых сплавов литьем вакуумным всасыванием и погружением, соответственно. Для указанных способов литья отработаны параметры литья слитков из алюминиевых деформируемых сплавов системы Al-Mg. Установлено, что модифицирование добавками скандия в количестве 0,02% по массе способствует повышению скорости затвердевания, снижению линейной усадки и уменьшению размеров макрозерна алюминия в исследованных сплавах АМг4,5, АМг5 и АМг6.Работа выполнена в рамках тематического плана СамГТУ по заданию МИНОБРНАУКИ РФ по теме «Исследование закономерностей и разработка технологий синтезирования наноструктурированных алюминиевых сплавов для обеспечения повышенных эксплуатационных свойств литых изделий» (договор 507/14).
Литература
1. Ксенофонтов методом вакуумного всасывания. М.: Машгиз, 1952. -147 с.
2. Патент SU 595068, B22D23/04. Форма для литья погружением / , , ; заявл. 06.12.76; опубл. 28.02.78. Бюллетень № 8 (45).
3. К вопросу о литье погружением // Литейное производство. - 2002. - №10. - С. 25.
4. Никитин эффективности производства литых изделий из алюминиевых сплавов функционального и конструкционного назначений на основе управления структурой и свойствами шихтовых металлов / Автореф. дис. на соиск. уч. степ. д. т.н. Красноярск. 2013. 37 с.
5. , Лукашенко натяжение и плотность жидких сплавов алюминий-магний / Новое в теории и технологии металлургических процессов: сб. докладов конференции. Красноярск: Красноярское книжное издательство, 1973. – С. 83-86.
6. Никитин в литых сплавах / , . – Изд. 2-е перераб. и доп. – М.: Машиностроение-1, 2005. – 476 с.
7. Никитин влияние модифицирования на затвердевание силуминов, определенное методом вакуумного всасывания // , , // Литейщик России. – 2009. - №7. – С. 29-32.
Сведения об авторах
– д. т.н., доцент, главный научный сотрудник кафедры «Литейные и высокоэффективные технологии» СамГТУ (443100, 44, Главный корпус). E-mail: *****@***ru. Тел. 8(846) 333-61-01,
– д. т.н., профессор, заведующий той же кафедры. E-mail: *****@***ru. Тел/
– студент-дипломник 5-го курса той же кафедры
