

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Циркониевые матричные сплавы как новый материал для различного типа дисперсионного топлива
, ,
ФГУП ВНИИНМ им. ; ; e‑mail: *****@***ru
Разработан новый класс циркониевых сплавов. Они представляют собой глубокие тройные и четверные эвтектики с очень низкими для циркония температурами плавления от 6900 до 8600С и предназначены для использования в качестве матричного материала для ураноемкого дисперсионного топлива типа CERMET и METMET, в частности, для тепловых реакторов. Для использования в быстрых реакторов и сжигания МА предлагаются Zr-Ti матричные сплавы, обеспечивающие качественное сцепление топлива с оболочкой. Сплавы также могут изготавливаться в аморфном состоянии в виде гранул и лент. Показано, что благодаря сильным капиллярным свойствам сплавы могут использоваться для пайки разнородных материалов. На базе новых циркониевых матричных сплавов разработаны ураноемкие топливные композиции с высокой теплопроводностью, совместимостью и ураноемкостью на 25-50% выше, чем для стандартного твэла реакторов ВВЭР и PWR. Топливные композиции изготавливаются методом капиллярной пропитки. Использование нового дисперсионного топлива может привести к улучшению нейтронно-физических характеристик реакторов, увеличить выгорание, снизить температуру топлива и повысить работоспособность топлива в режиме переменных нагрузок.
1. Введение
Одним из путей совершенствования твэлов является использование ураноемкого, в частности металлического топлива. Наиболее эффективно его применение в твэлах дисперсионного типа, обладающих высокой радиационной стойкостью, надежностью, работоспособностью в режиме переменных нагрузок и способностью достигать высоких выгораний. Кроме того конструкция дисперсионного твэла позволяет формировать композиционное топливо содержащее одновременно как частицы металлического, так и оксидного (Pu, MA) топлива распределенные в прочной и коррозионно-стойкой матрице.
Однако использование ураноемкого топлива в твэлах дисперсионного типа лимитируется свойствами материала матрицы и технологией изготовления твэлов. Возможность применения ураноемкого топлива в реакторах может быть реализована только при использовании матриц на основе циркония и его сплавов. Единственным пока способом изготовления дисперсионных топливных сердечников с циркониевой матрицей, при котором достигается высокая ураноемкость топливного сердечника, равномерное распределение урана по длине твэла и металлургическое сцепление оболочки твэлов с топливным сердечником являются только методы пропитки или капиллярной пропитки
При технологии пропитки матричный сплав вводится в твэл в расплавленном виде (рисунок 1) [1-3]. Перед этим в твэле размещаются частицы топлива, занимающие в среднем 60-70% по объему топливного сердечника. Тем самым можно достичь высокой ураноемкости в 9-11 г/см3 под оболочкой твэла при применении в качестве частиц топлива сплавов типа U-Mo, U‑Nb‑Zr, U3Si, что делает такие топливные композиции также конкурентоспособными с таблеточным топливом из диоксида урана для твэлов ВВЭР, PWR и CANDU.
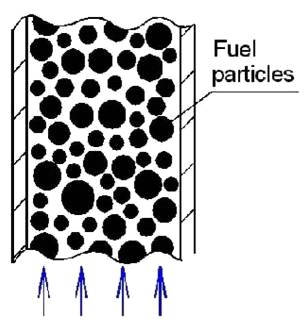



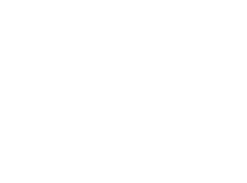
Рисунок 1 - Схема изготовления дисперсионного твэла методом пропитки и микроструктура топливного сердечника [1-3]. Стрелки показывают направление движения расплава матричного сплава в процессе изготовления твэл |
Другим способом изготовления твэлов, названным капиллярной пропиткой, является модификация метода пропитки и основывается на капиллярных свойствах некоторых матричных сплавов. В усовершенствованной технологии циркониевый матричный сплав в виде гранул в смеси с гранулами топлива засыпается в оболочку твэла, а затем нагревается до температуры на 500С превышающей температуру плавления сплава. При этом расплав циркониевого сплава под действием капиллярных сил покрывает гранулы топлива и оболочку и затекает в стыки между топливными гранулами и оболочкой, образуя так называемые «мостики», что обеспечивает сохранение высокой теплопроводности топливного сердечника (рис. 2) [2, 4-5]..


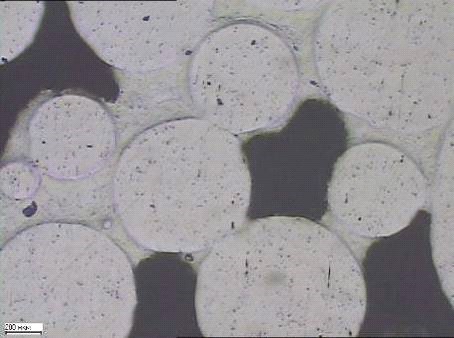



Рисунок 2. Структуры топливного сердечника изготовленные методом капиллярной пропитки [2, 4-5].
Однако методы капиллярной пропитки и особенно пропитки технологически применимы только для относительно низкоплавких матриц с температурой плавления до 9000С. Поэтому чтобы применить для данной технологии матричные сплавы на основе циркония, температура плавления которого составляет 18600С, требовалось разработать новые сплавы с относительно низкими температурами плавления (до 9000С), а также модернизировать технологию пропитки применительно к новым сплавам и ураноемкому топливу.
2. Состав и структура циркониевых матричных сплавов
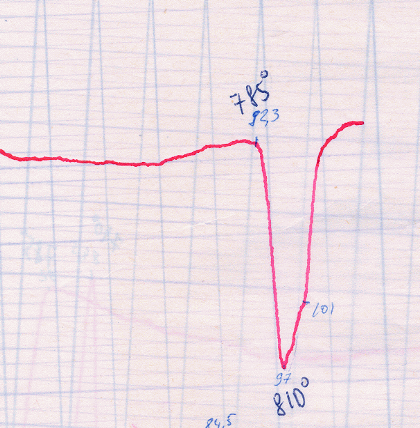
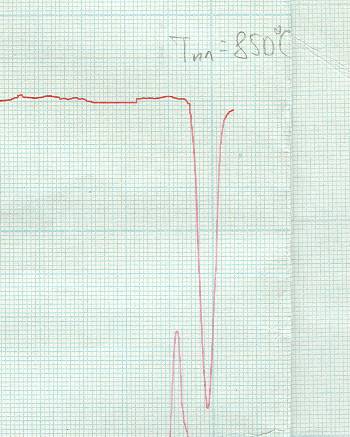
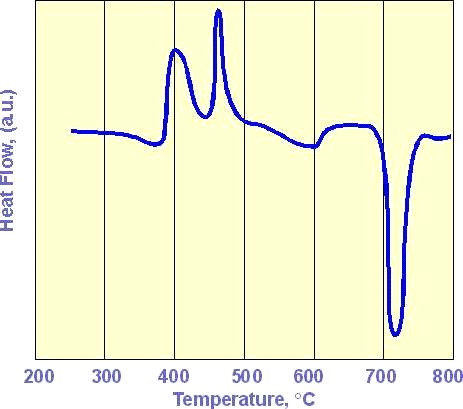
В результате проведенных исследований были разработаны несколько классов новых циркониевых сплавов [6-7]. Они представляют собой глубокие тройные и четверные эвтектики с очень низкими для циркония температурами плавления от 6900 до 8600С. Базовые составы сплавов, температуры плавления и пропитки (пайки) приведены в таблице 1, ДТА анализ на рис. 3, микроструктуры сплавов на рис. 4 [6-7].
Таблица 1
Составы циркониевых матричных сплавов, температуры плавления и пропитки [6-7].
Номер группы | Содержание легирующих элементов, % масс | Температура плавления, 0С | Температура пропитки, 0С | ||||
Zr | Ti | Fe | Cu | Be | Остальные элементы: Nb, Cu, Gd, Mo, Al, Si, B, U, Pu и т. д.. | ||
1 | основа | - | 6-12 | 6-12 | - | 850-860 | 900-910 |
2 | основа | - | 4-8 | 2-3 | 780-810 | 850-870 | |
3 | основа | 5-10 | 8-14 | 8-14 | - | 810-820 | 880-900 |
4 | основа | 5-20 | 4-7 | 1-3 | 1.5-2.5 | 690-720 | 780-810 |
|
а б в Рисунок 3 - Дифференциальный термический анализ сплавов системы a) Zr-Fe-Be-Cu. б) Zr-Fe-Cu, в) Zr-Ti-Fe-Cu-Be (аморфное состояние) |



а б в
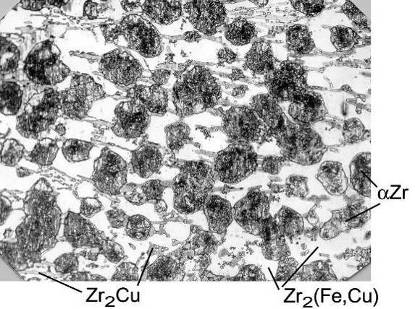
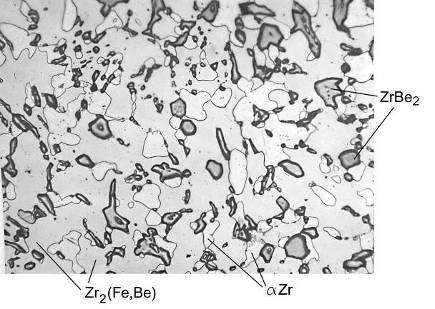
Рисунок 4 - Микроструктура сплавов систем (a) - Zr-Fe-Cu, (б) – Zr-Fe-Be (в) – доэвтектический Zr-Fe-Cu |
Основной особенностью данных эвтектических сплавов является возможность их дополнительного легирования до 3-5% при сохранении температуры плавления сплавов.
В качестве легирующих элементов могут дополнительно использоваться Nb, Cu, Al, Mo, Si и т. д. Наибольший интерес представляют добавки Gd, Er и B, являющие одновременно выгорающими поглотителями, а также U (до 40%) и Pu (до 20%). [6-7].
Сплавы групп 1 и 2 предназначены для использования в тепловых реакторах, групп 3 и 4, которые дополнительно легированы титаном – в быстрых реакторах. Добавка титана улучшает совместимость и сцепление матричных сплавов со стальными оболочками.
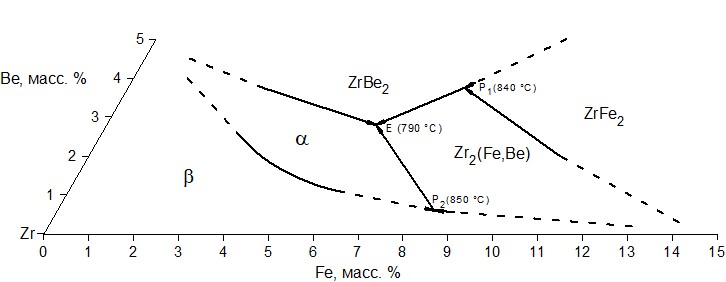
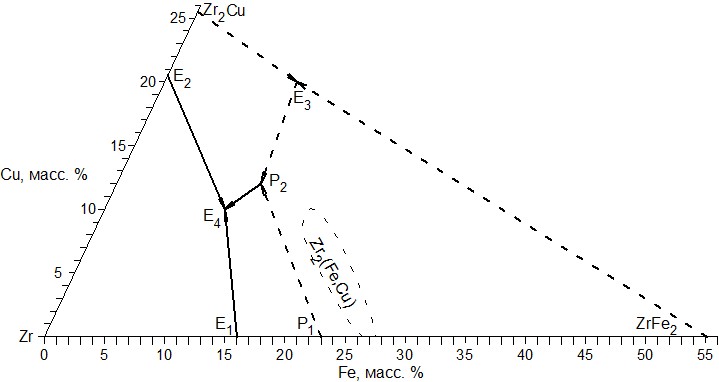
В структуре сплавов основной фазой является фаза типа Zr2(Fe, X) с объемно-центрированной тетрагональной кристаллической решеткой, где x – это элементы Cu, Be, Ni, Nb, Al, Si и т. д. Большая растворимость в данной фазе различных легирующих элементов приводит к возможности изменения в широком диапазоне свойств данных сплавов, в частности, коррозионной стойкости, теплопроводности, литейных свойств и т. д. Остальными фазами, в зависимости от составов сплавов являются α-Zr, Zr2Cu, ZrBe2 и т. д. На рисунках 5-8 приведены поверхности ликвидуса и схемы моно - и нонвариантных превращений в системах Zr-Fe-Be и Zr-Fe-Cu, составляющих основу второй и первой групп сплавов.
|
Рисунок 5 - Поверхность ликвидуса вблизи циркониевого угла диаграммы состояния Zr-Fe-Be |
|
Рисунок 6 - Схема моно - и нонвариантных превращений в системе Zr-Fe-Be |

|
Рисунок 7 - Поверхность ликвидуса вблизи циркониевого угла диаграммы состояния Zr-Fe-Cu |
|
Рисунок 8 - Схема моно - и нонвариантных превращений в системе Zr-Fe-Cu |

Следует отметить, что для технологии капиллярной пропитки помимо эвтектических циркониевых сплавов можно также использовать сплавы доэвтектических составов (рис. 4 в), в которых температура плавления меняется незначительно, зато резко возрастает пластичность сплавов.
3. Свойства циркониевых матричных сплавов
Температура плавления всех групп сплавов приведена в табл. 1, а свойства сплавов системы Zr-Fe-Be приведены в таблице 2.
Благодаря наличию большой объемной доли интерметаллидных фаз в структуре сплавов температурный коэффициент линейного расширения и теплопроводность сплавов оказались выше, чем у нелегированного циркония. В то же время коррозионная стойкость в воде и перегретом паре высоких параметров оказалась высокой, свойственной циркониевым сплавам.
Таблица 2
Свойства сплавов системы Zr-Fe-Be
Характеристика | Значение | ||
Плотность, г/см3 | 6,1-6,3 | ||
Температурный коэффициент линейного расширения (100-5000С), x10-6 1/K | 9-11 | ||
Скорость коррозии в воде при 3500С, г/м2ч | 0,002-0,004 | ||
Скорость коррозии в паре при 5500С, г/м2ч | 0,2-0,5 | ||
Теплопроводность, Вт/м град | 1000С | 3000С | 5000С |
12-13 | 16-18 | 22-26 | |
Прочность при сжатии, MPa | 1000С | 3000С | 5000С |
700 | 650 | 500 |
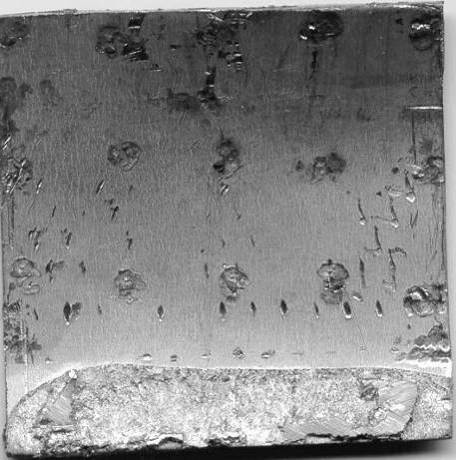
Ввиду низкой температуры плавления сплавы изготавливались не дуговой плавкой, как обычные циркониевые сплавы, а индукционной плавкой в тиглях из графита или ZrO2. Температура плавки при этом не превышала 13000С, так как в образующейся в начале плавки легкоплавкой эвтектике постепенно растворялись более тугоплавкие компоненты. Взаимодействия с материалом тигля при этих температурах не происходило. Внешний вид слитков сплавов при литье в разные изложницы представлен на рисунке 9а. Максимальный вес слитка составлял 15 кг.
|
|
а | б |
Рисунок 9 - Внешний вид слитков сплавов системы Zr-Fe-Cu (а) и литых изделий из сплава Zr-Fe-Be-Cu (б) |


Благодаря низкой температуре плавления, хорошим литейным свойствам и слабому взаимодействию с материалом тигля и изложницы сплавы могут применяться как литейные для изготовления изделий сложного профиля (рисунок 9б).
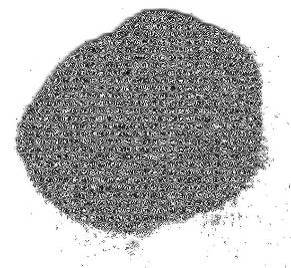
Сплавы также изготавливались в виде гранул (для технологии капиллярной пропитки) или аморфных лент. При быстрой закалке сплавы, особенно системы Zr-Ti-Fe-Be-Cu легко аморфизируются. Максимальная полученная толщина аморфной ленты составляла 250 μm, а ширина 50 мм (рисунок 10).
|
|
Рисунок 10 - Внешний вид гранул, аморфных лент и аморфных изделий из сплава системы Zr-Ti-Fe-Cu-Be |

Сплавы обладают высокими капиллярными свойствами. На рисунке 11 представлены результаты одного из экспериментов по проверке капиллярных свойств сплава системы Zr-Fe-Cu. Две циркониевые плотно сжатые пластины с прорезями толщиной от 0.05 до 0.35 мм были опущены в расплав сплава и выдержаны при температуре более 900 0С в течение нескольких минут. За счет капиллярных сил расплав поднялся на высоту до 50 мм, причем затек даже в места, где зазора практически не было [7].
|
|
а | б |
Рисунок 11 - Капиллярные свойства сплава Zr-Fe-Cu при 910 єС; a – внешняя плоскость пластины, b – внутренняя плоскость пластины |
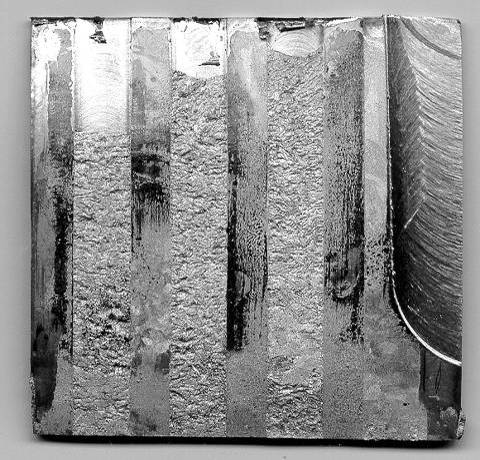
Благодаря этому свойству матричный сплав в процессе расплавления при изготовления твэла не только покрывает гранулы топлива, но и также внутреннюю поверхность оболочки, полностью защищая ее от взаимодействия с топливом.
Сплавы в виде аморфных лент сплавы использовались также для пайки разнородных материалов – керамики с металлом, графита с металлом, пропитки пористого графита и т. д. Во всех случаях припой самопроизвольно затекал в микронные зазоры. Возможно также их использование как гидридов для аккумуляции водорода. Полученный коэффициент гидратации составлял 1,6 – 1,8.
4. Свойства топливных композиций
Свойства топливных композиций со сплавами системы Zr-Fe-Be приведены в таблице 3, а перспективных топливных композиций с повышенной ураноемкостью в таблице 4.
Таблица 3
Свойства топливных композиций со сплавами системы Zr-Fe-Be
Топливная композиция | Содер-жание урана в см3, г | Теплопровод-ность при 5000С, Вт/м•0К | Скорость коррозии в воде при 3500С, г/м2 ч | Величина слоя взаимодействия после отжига при 7500С в течении 6000 часов, мкм |
UO2+Zr-Fe-Be (U5Nb5Zr)+Zr-Fe-Be-Cu U3Si+Zr-Fe-Be-Cu U9Mo+Zr-Fe-Be-Cu | 5.7 8.5-9.5 8.7-9.5 9.5-10.5 | 12 20 23 26 | - 0.02-0.04 - - | 25 10 10 10 |
Таблица 4
Перспективные топливные композиции
Топливная композиция | Объемная доля топлива, % | Пористость, % | Содержание урана в см3, г | Теплопровод-ность при 5000С, Вт/м•0К |
U-3Nb-1.5Zr | 72 | 14 | 12.37 | 21 |
U9Mo | 66 | 16 | 10.7 | 22 |
U3Si | 66 | 16 | 9.6 | 19 |
U-1.5Mo-1.0Zr | 72 | 14 | 12.9 | 24 |
UO2 таблетка | 8.5 | 2-4 |
Следует отметить, что содержание урана под оболочкой твэла зависит также и от объемной доли топлива в твэле и может достигать 10-12,9 г/см3, что на 30-50% выше чем у штатного твэла реакторов ВВЭР-1000 и PWR (рисунок 12) [8-9].
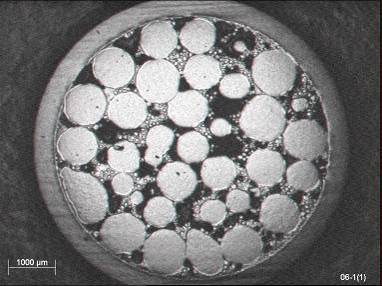
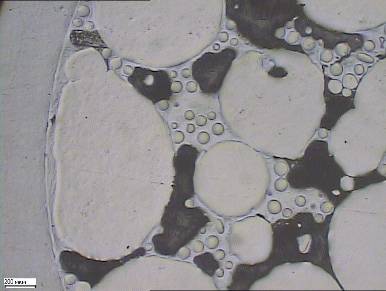
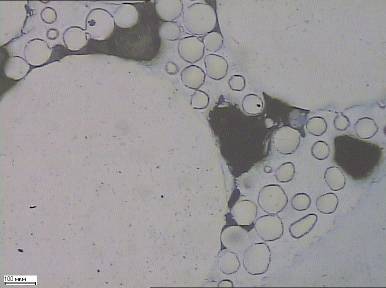
Рис. 12. Микро и макроструктура модифицированного топлива с большей объемной долей урана (72% по объему под оболочкой твэла) [8-9]
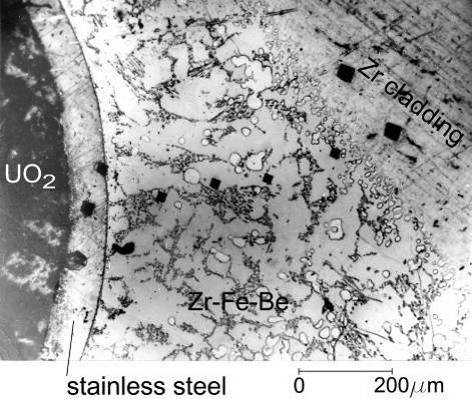
Благодаря высокой теплопроводности новых ураноемких топливных композиций максимальная температура в центре твэла типа ВВЭР-1000 при линейной мощности 400 Вт/см не превышает 5000С. За счет наличия прочного диффузионного сцепления с циркониевой оболочкой и отсутствия хрупких интерметаллических соединений на границе оболочка – топливная композиция (рисунок 13), образцы твэлов показали высокую стойкость к термоциклированию (более 300 циклов теплового удара: нагрев до 5000С – охлаждение в воде), что делает твэлы работоспособными в режиме переменных нагрузок.
|
|
а | б |
Рисунок 13 - Микроструктура твэла после заливки сплавом системы Zr-Fe-Be: а) в циркониевую оболочку (без травления); б) в циркониевую оболочку с минитвэлами из нержавеющей стали |

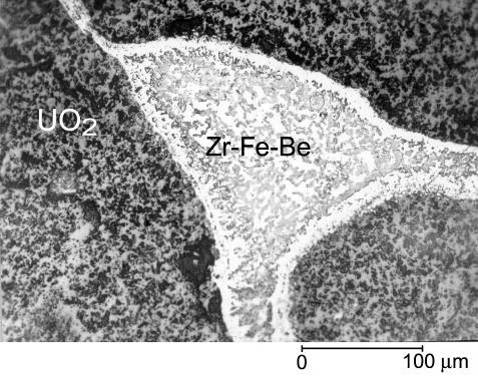
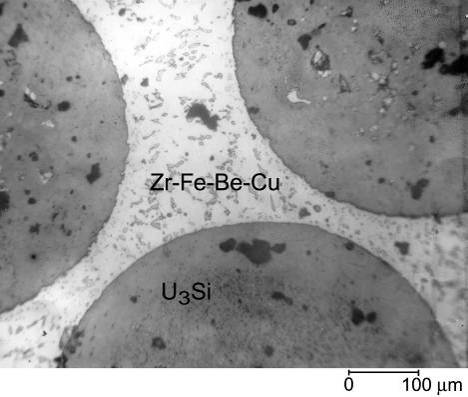
Так как основу матричных сплавов составляет цирконий, то сплавы оказались совместимы с ураноемким топливом как при изготовлении, так и после длительных изотермических отжигах при 7500С в течении 6000 часов (рисунок 14).
|
|
а | б |
Рисунок 14 - Микроструктура топливной композиции после изотермического отжига при 750 єС в течение 6000 часов: а) UO2 + Zr-Fe-Be; б) U3Si + Zr-Fe-Be-Cu |
Совместимость с диоксидным топливом (UO2), а также с его аналогами – PuO2 и оксидами малых актинидов (МА) позволяет использовать циркониевые матричные сплавы как компоненты так называемого комбинированного топлива, представляющего сложный композит, для тепловых и быстрых реакторов (рис. 15) [10-11].
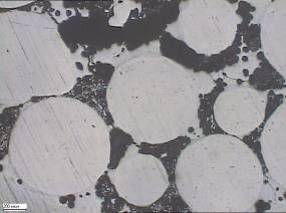

Рис. 15. Микроструктура комбинированного топлива (UO2 использовался вместо PuO2) [10-11]
Предварительно также были проведены исследования совместимости компонентов топливной композиции: оболочка – топливо – матричный материал при имитации аварийных ситуаций – при температурах, превышающих температуру плавления матричных сплавов [8-9].
После изготовления твэла температура плавления матричного сплава увеличивается на 200 – 3000C, так как происходит изменение его состава за счет перехода в него циркония из оболочки твэла и урана из топлива. Так как циркониевые матричные сплавы представляют собой глубокие тройные и четверные эвтектики, то любое изменение состава сплава приводит к резкому увеличению его температуры плавления. В результате происходит затвердевание сплава и прекращение реакции взаимодействия. При этом капиллярные силы препятствуют перемещению матричного сплава внутри сердечника твэла на начальной стадии нагрева.
Это было подтверждено отжигом образца твэла при 10000С в течение 30 минут (имитация аварийной ситуации) при котором не произошло изменений ни размеров твэла, ни структуры топливной композиции [8-9]. Кроме того, максимальные рабочие температуры дисперсионного топлива составляют 380-5000C, поэтому при аварийных ситуациях максимальная температура топлива будет значительно меньше, по сравнению со штатным твэлом с таблеткой из диоксида урана, из-за меньшего количества запасенного тепла. Предварительные оценки показывают, что при аварийных ситуациях температура нового дисперсионного топлива будет на 200-3000С ниже, чем для штатного. Поэтому, вместо при LOCA вместо температуры 1100-12000C для штатного твэла, температура для нового топлива будет ниже 9000C.
Проведены предварительные реакторные испытания и послереакторные исследования образцов твэлов и топливных композиций с новым топливом в различных типах реакторов и условиях облучения показали хорошую совместимость компонентов топливных композиций и возможность их применения для различного типа реакторов. [8-9]. Однако для верификации применения конкретных топливных композиций для конкретных типов реакторов требуется цикл дополнительных реакторных испытаний, как топливных композиций, так и твэлов различных конструкций.
5. Основные преимущества применения дисперсионного топлива с циркониевыми матричными сплавами
1. Высокая ураноемкость 9.5 – 12.9 г/см3 под оболочкой твэла, что на 25-50% выше, чем для стандартного твэла ВВЭР-1000 с таблеткой из диоксида урана (8,5 г/см3 при плотности таблетки 10,5 г/см3).
2. Высокая теплопроводность топливного сердечника 18-20 W/m*K, что снижает максимальную температуру топлива до 500 0С, реализует концепцию «холодного» ядерного топлива (cold fuel) и повышает эксплуатационную надежность и безопасность АЭС.
3. Наличие пористости в топливном сердечнике позволяет компенсировать распухание топлива до выгорания 1 г/см3, что в пересчете на штатный твэл ВВЭР-1000 соответствует выгоранию 120 МВт·сут/т U. Это позволяет увеличить кампанию твэлов, уменьшить объемы отработавшего топлива, сэкономить природный уран.
4. Наличие металлургического сцепления между оболочкой и сердечником делает твэлы работоспособными в режиме переменных нагрузок, что приведет к оптимизации режиму эксплуатации АЭС и повышению их эксплуатационной надежности и безопасности.
5. Высокая коррозионная стойкость в воде высоких параметров.
6. Защита оболочки от взаимодействия с металлическим топливом и осколками деления при применении топливных композиций для быстрых реакторов.
6. Заключение
Разработан новый класс циркониевых сплавов. Они представляют собой глубокие тройные и четверные эвтектики с очень низкими для циркония температурами плавления от 6900 до 8600С и предназначены для использования в качестве матричного материала для ураноемкого дисперсионного топлива типа CERMET и METMET, в частности, для тепловых реакторов. Для использования в быстрых реакторов и сжигания МА предлагаются Zr-Ti матричные сплавы, обеспечивающие качественное сцепление топлива с оболочкой. Сплавы также могут изготавливаться в аморфном состоянии в виде гранул и лент. Показано, что благодаря сильным капиллярным свойствам сплавы могут использоваться для пайки разнородных материалов. На базе новых циркониевых матричных сплавов разработаны ураноемкие топливные композиции с высокой теплопроводностью, совместимостью и ураноемкостью на 25-50% выше, чем для стандартного твэла реакторов ВВЭР и PWR. Топливные композиции изготавливаются методом капиллярной пропитки. Использование нового дисперсионного топлива может привести к улучшению нейтронно-физических характеристик реакторов, увеличить выгорание, снизить температуру топлива и повысить работоспособность топлива в режиме переменных нагрузок.
Список использованных источников
1. V. Y Shishin, V. A. Ovchinnikov, A. E. Novoselov. “Behaviour of CERMET fuel compositions in inert matrices (review of experiments)”, in Review “Disposition of weapons-grade plutonium with inert matrix fuels”, NRG, Petten, 2004, 72-80.
2. ISTC Project № 000-95 "Designing New Generation Fuel Elements for Water Reactors of Different Purposes" (1995-1996).
3. A. M. Savchenko, A. V. Vatulin, A. V. Morozov, V. L. Sirotin, I. V. Dobrikova, G. V. Kulakov, S. A. Ershov, V. P. Kostomarov, Y. I. Stelyuk, IMF in dispersion type fuel elements, J. Nucl. Mater., 352 (2006) 372-377 .
4 A. M. Savchenko, A. V. Vatulin, A. V. Morozov, I. V. Dobrikova, S. A. Ershov, S. V. Maranchak, Z. N. Petrova, Y. V. Konovalov, IMF with low melting point zirconium brazing alloys, J. Nucl. Mater., 352 (2006) 334-340.
5. A. Savchenko, A. Vatulin, I. Konovalov, A. Morozov, V. Orlov, O. Uferov et. al, Dispersion type zirconium matrix fuels fabricated by capillary impregnation method, J. Nucl. Mater., 362 (2007) 356-363.
6. A. Savchenko, et. al., Zirconium matrix alloys for high uranium content dispersion type fuel. Proceedings of the TopFuel-2006 Conference, Salamanca, 22.10-25.10.2006, available through the European Nuclear Society (ENS) website.
7. A. Savchenko, A. Vatulin, A. Morozov, O. Uferov, S. Ershov, A. Laushkin, S. Maranchak, Y. Konovalov, Z. Retrova, K. Malamanova, Zirconium Matrix Alloys for Dispersion Type High Uranium Content Fuel, Journal of Physical and Chemical Materials Treatment, Issue 3, 2009, 42-49
8. A. Savchenko, A. V. Vatulin, I. I. Konovalov, A. V. Morozov, V. I. Sorokin, S. V. Maranchak, Fuel of Novel Generation for PWR and as Alternative to MOX Fuel, Journal of Energy Conversion & Management, 51 (2010) 1826-1833.
9. А. М. Savchenko, A. V. Vatulin, E. М. Glagovsky, I. I. Konovalov, A. V. Morozov, V. I. Sorokin, Fuel of Novel Generation for VVER and PWR, Proceedings of the International Conference TopFuel-2009, Paris, France, 6-10 September, 2009.
10. А. М. Savchenko, I. I. Konovalov, E. М. Glagovsky, A. V. Vatulin, О. I. Uferov, A. V. Morozov et all, New Concept of Designing Pu and MA Containing Fuel for Fast Reactors, J. Nucl. Mater., 385 (2009) 148-152.
11. A. M. Savchenko, A. V. Vatulin, O. I. Uferov, E. M. Glagovsky, I. I. Konovalov, A. V. Morozov, V. I. Sorokin, New Concept of Designing Combined Fuel for Fast Reactors with Closing Fuel Cycle, in: Proceedings of the 10th US-Russian Workshop on “Fundamental Properties of Plutonium” 12-16 July 2010, Moscow (Russia) 271-278.
