
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК. 621. 793
Газотермические покрытия с лазерной обработкой
,
Карагандинский государственный технический университет
Настоящая публикация осуществлена в рамках Подпроекта "Создание Международного центра материаловедения", финансируемого в рамках Проекта "Коммерциализация технологий", поддерживаемого Всемирным Банком и Правительством Республики Казахстан. Заявления могут не отражать официальной позиции Всемирного банка и Правительства Республики Казахстан
Повышение ресурса работы деталей машин достаточно успешно достигается путем нанесения плазменных покрытий на основе металлических и неметаллических компонентов, которые обладают необходимым комплексом
эксплуатационных свойств, таких как теплостойкость, износостойкость и коррозионная стойкость [1, 2, 3]. Несмотря на достигнутые успехи в развитии технологии плазменного напыления покрытий, существует проблема обеспечения стабильности свойств и качества получаемых покрытий, в частности таких свойств, как адгезионная прочность и пористость.
Теплозащитная способность покрытия определяется не только свойствами самого материала, но и его пористостью. Так, с увеличением пористости увеличиваются теплозащитные свойства покрытия, например термостойкость, улучшается сопротивляемость растрескиванию, особенно при термоциклических нагрузках. С другой стороны, развитая наружная и внутренняя пористость облегчает возможность проникновения атмосферных газов, главным образом атомарного кислорода, через покрытие к поверхности металлической основы [4]. Таким образом, возникает необходимость получения заданного уровня пористости, при котором обеспечиваются теплозащитные свойства покрытия и его коррозионная стойкость. Сочетание этих свойств возможно при формировании покрытия с пористостью, изменяющейся по его глубине. Достигнуть требуемого сочетания возможно за счет оплавления поверхностного слоя, в частности используя лазерное излучение. Лазерное излучение, обладая высокой плотностью подводимой энергии, широко используется в различных технологических процессах, в том числе и для обработки поверхностных слоев [5].
При выполнении экспериментальных исследований на подложку из легированной стали 30ХГСА с использованием установки «КДМ-1» (рисунок 1) наносилось керамическое покрытие на основе AlCr2, толщина покрытия составляла ~250 мкм. Дисперсность частиц порошка составляла 30 – 40 мкм.

Рисунок 1 - Термораспылительная установка КДМ-1
Лазерная обработка поверхности выполнялась по нескольким режимам на импульсной лазерной установке «Квант-18-М» с изменением энергии импульса в интервале Wi = 16 – 60 Дж, с оплавлением и без оплавления поверхности. Для оценки воздействия лазерного излучения на покрытие проводились металлографические исследования.
В микроструктуре покрытия на основе AlCr2 до лазерного воздействия (риcунок 2а) отчетливо выделяются темные включения некруглой формы, которые можно идентифицировать как поры, возникающие при формировании покрытия, количество темных зон увеличивается по мере приближения к поверхности покрытия.
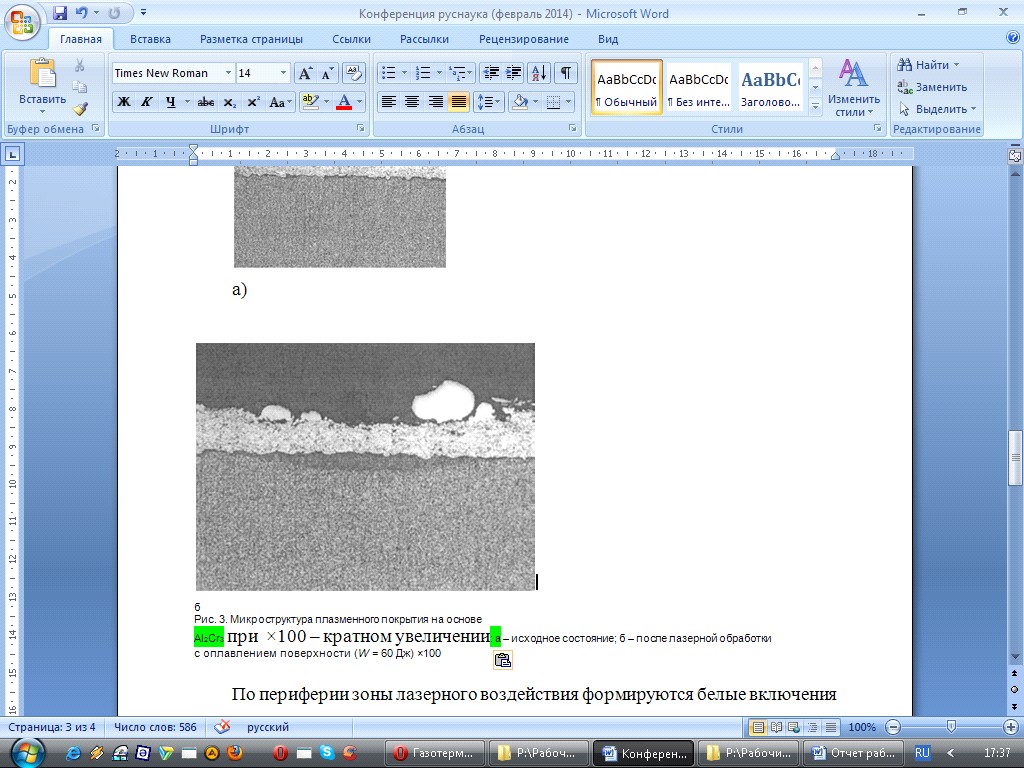
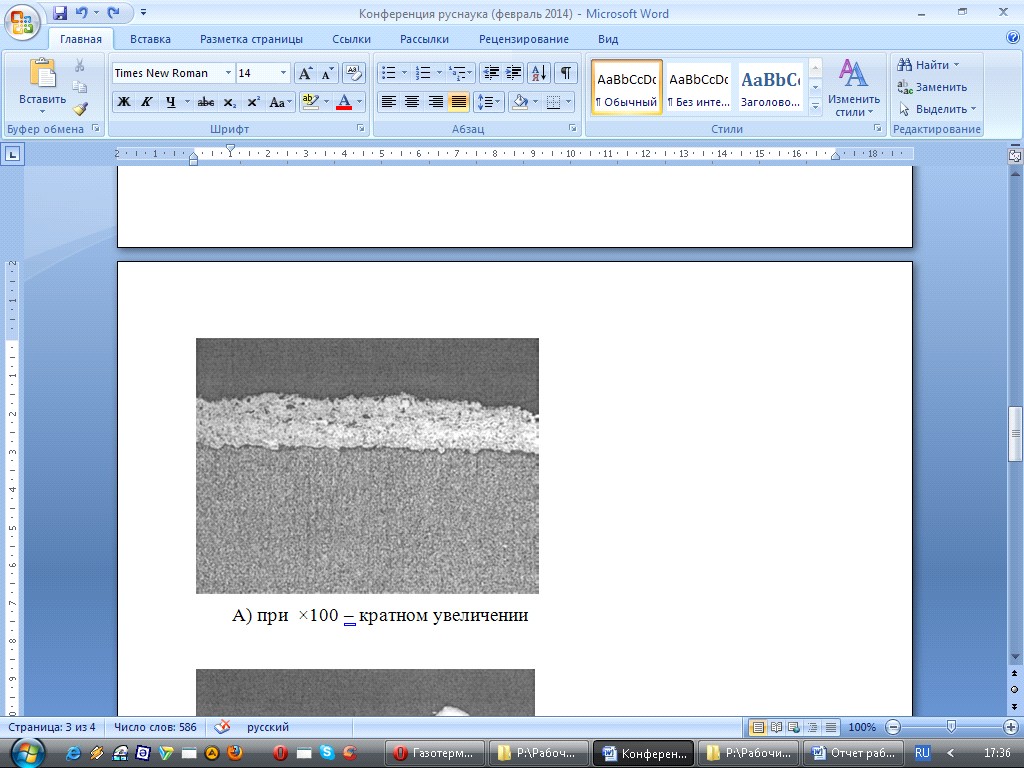
В результате лазерной обработки с максимальным значением энергии импульса рассматриваемого диапазона (W = 60 Дж) произошли серьезные изменения в микроструктуре покрытия (рисунок 2б).
По периферии зоны лазерного воздействия формируются белые включения с отсутствием темных. В центральной части зоны лазерного воздействия произошло уменьшение толщины покрытия за счет его частичного испарения.
а) б)
а – исходное состояние; б – после лазерной обработки с оплавлением поверхности (W = 60 Дж) Ч100
Рисунок 2 - Микроструктура плазменного покрытия на основе
Al2Сr3 при Ч100 – кратном увеличении
Этот процесс также сопровождается уменьшением площади, занимаемой темными включениями. Указанные явления в поверхностных слоях покрытия связаны с тем, что распределение плотности энергии лазерного излучения по диаметру пятна близко к нормальному закону. Полученные результаты показывают, что воздействие лазерного излучения приводит к уменьшению пористости керамического покрытия.
Лазерная обработка с оплавлением поверхностного слоя приводит к улучшению таких эксплуатационных свойств покрытия, как пористость и прочность адгезионного сцепления. Существует диапазон значений параметров лазерного излучения, которые обеспечивают стабильность свойств получаемых покрытий.
В результате лазерного воздействия на поверхности детали образуются специфические структуры с повышенной твердостью и износостойкостью, которые невозможно получить традиционными способами термообработки [6]. Обработав лазерным лучом изнашиваемую поверхность детали увеличивается твердость до 60-70 HRC. При этом износостойкость деталей с газотермическими покрытиями и упрочненных лазерным лучом, возрастает в 5-8 раз, а остальных - в 2 - 4 раза по сравнению с традиционными методами термической в химико-термической обработки.
Лазерная обработка по сравнению с традиционными методами термообработки отличается низкими удельными энергозатратам, отсутствием закалочных сред и вредных отходов, высоким уровнем автоматизации [7]. Возможность локального упрочнения участка поверхности необходимого размера и труднодоступных мест, обеспечивает минимальное коробление.
Литература:
1. Кудинов покрытия. – М.: Наука, 1977. – 184 с.
2. Пузряков основы технологии плазменного напыления: учеб. пособие по курсу «Технология конструкций из металлокомпозитов». – М.: Изд-во МГТУ им. , 2003. – 360 с.
3. аплавка и напыление. – М.: Машиностроение, 1985. – 256 с.
4. Гладуш процессы при лазерной обработке материалов. 1985г. – 208 с.
5. , , Мисюров процессы лазерной обработки: учеб. пособие для вузов / под ред. . – М.: Изд-во МГТУ им. , 2006. – 178 с.
6. , , Панталеев промышленные лазерные технологии и технико-экономические аспекты их внедрения в промышленности // Мир физики и техники, 2012. – С. 56-60.
7. , Язовских -лучевая, лазерная и ионно-лучевая обработка материалов. - Пермь, 1995. – 75 с.
