Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Г. Винниченко
Здравствуйте всем. Проблема в чем? Как быть? Чтобы произвести качественный ремонт нужно всего навсего соблюсти технологию ремонта. Вопрос я понял в том что хочется сделать это с минимальными затратами.
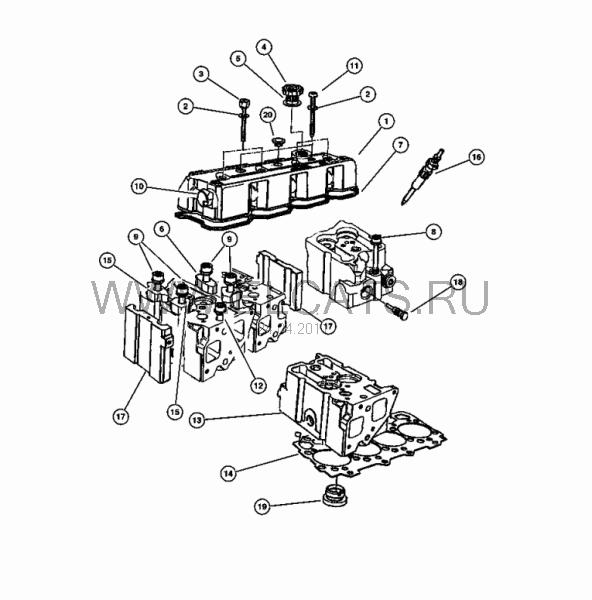
- толщина прокладок ни коим образом не связана с высотой головки она (толщина) подбирается в зависимости от вылета поршней. кстати гуляет где-то инфа что есть и 1.69мм.
- ... "...в итоге разница на первом и последнем цилиндрах 0,68 мм - думаю отсюда и газы в системе охлаждения..."
- вообще-то разница получается 0.1мм. , а откуда "газы" должны были показать либо пневмотесты либо другие способы диагностики да и визуаль на снятой прокладке видно.
- боковины шлифуются в р-р с головками, если прокладки раздельные то мотористы советуют брать "запасную" той-же толщины и резать под боковины.
- если головки достигли минимального размера то что тут гадать - ЗАМЕНИТЬ! На головках очень мягкий металл и после каждой разборки требуют обязательной шлифовки для удаления "продавленностей". С другой стороны никто вам не запрещает собрать "вчерновую" и покрутить ДВС и не гадать на "ромашке" достанет НЕ достанет. (-без головок НЕ крутить, - ГК заполнить!)
- что касается б/у то проверить можно всё кроме термоусталости и через сколько циклов она даст трещину кто знает?
И совет - обратите внимание на схему затяжки головок НЕ КОСЯЧИТЬ! ошибки не прощаются.
одноклассники
логин – kuban-kazak. yury
пароль – tuzl-kbul
мамба
Ваш логин: chryslervoyager
Пароль: alxEK0
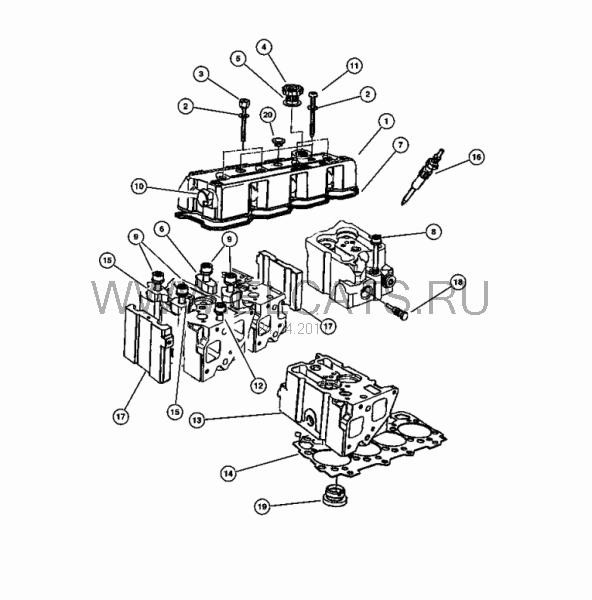
Этот мотор требует неукоснительного соблюдения технологии ремонта.
1 - подбирается выступание гильз над плоскостью блока 0,02-0,06 мм;
2 - гильзы вклеиваются в блок и после вклейки и до полной затяжки головочных болтов проворачивать КВ нельзя;
3 - высота головок и боковых плит (даже новых, и особенно не оригинальных) должна быть проверена. Отличие в любой точке не более 0,02. При необходимости подгонка по высоте шлифованием;
Вычитанная Вами инструкция, как минимум, скромна, хотя полагаю, что дело не в неправильной обтяжке головки блока, а в неправильной подготовке к сборке.
Затяжка болтов гб
Этап болты М14 болты М12 Схема затяжки
|
Георгий, не могу понять
VM diesel
Этот мотор требует неукоснительного соблюдения технологии ремонта.
Протягивать головки по книге «опель фронтера»
1 - подбирается выступание гильз над плоскостью блока 0,02-0,06 мм;
2 - гильзы вклеиваются в блок и после вклейки и до полной затяжки головочных болтов проворачивать КВ нельзя;
3 - высота головок и боковых плит (даже новых, и особенно не оригинальных) должна быть проверена. Отличие в любой точке не более 0,02. При необходимости подгонка по высоте шлифованием;
Затяжка болтов ГБЦ при установки прокладок из поранита
Этап Болты М14 Болты М12 Схема затяжки
| |
Примечание: Усилие затяжки болтов М14 на четвёртом этапе более 180Нм |
После пробега 20.000 км
Дотянуть все болты на 15 градусов
Затяжка болтов ГБЦ при установки цельной металлической прокладки
Этап Болты М14 Болты М12 Схема затяжки
| |
минимальная высота головки 89,95мм. (+ самая толстая прокладка 1,62мм)
Затяжка болтов гб
Этап болты М14 болты М12 Схема затяжки
|
БУХТИТ дв-ль - ИЗНОС (штанг, коромысел, ГК) Меняю штанги на новые… | ||||||||
1-й цилиндр | 2-й цилиндр (ВМТ, впрыск) | 3-й цилиндр | 4-й цилиндр | |||||
Вп. клапан | Вып. клапан | Вп. клапан | Вып. клапан | Вп. клапан | Вып. клапан | Вп. клапан | Вып. клапан | |
Зазор коромысло-клапан, мм | 1,2 до замены штанги | 1,4 до замены штанги | ||||||
0,4 после замены штанги | 0,6 после замены штанги | |||||||
Износ штанг, мм | 0,5 | 0,7 | 0,7 | 0,9 | 0,6 | 0,6 | 0,6 | 0,9 |
Март 2010г. | После установки новых штанг дв-ль заработал как ни когда ХОРОШО – без бухтения. На холодную заметно цокали коромысла (большой зазор) – ГК не справлялись! На горячем цокот едва прослушивался – ГК работали на границе рабочей зоны. | |||||||
8 сент.2010 | Сын хлебанул воды из лужи! Гидроудара не было – дв-ль заглох на нейтралке и на х/х. Повезло! | |||||||
Поменял масло, фильтр возд. и масл., прокладки ГБЦ (пробило через 200 км) Дв-ль начал бухтеть. Причина – перетянули шпильки крепления блоков коромысел. Менял шпильки и перерезал резьбу в ГБЦ. Бухтение осталось (вып. клапан 4-го ц-ра) | ||||||||
26-27 октября Борьба с БУХТЕНИЕМ! | ||||||||
Поменял 4 шпильки. Затяжка шпилек -14,5нм, гаек - 29нм Гайки шпилек затягиваются при ВМТ (впрыск) – клапана закрыты. | ||||||||
Устанавливаю колпачки (толщина) от ЗАЗ-968 | 1,5 | 1,7 | 1,7 | 1,8 | 1,55 | 1,65 | 1,65 | 1,8 |
ГК утопится на… | ? | ? | 1,3мм | 1,2мм | ? | ? | ? | ? |
После окончания работ выжду 30 мин для просадки ГК и запущу дв-ль. О результатах сообщу дополнительно. |
Примечание: Порядок работы цилиндров 1-3-4-2
- Стандартная высота ГБЦ – 90,20 мм + стандартная прокладка 1,42мм (3 лыски) Высота ГБЦ (1-й ремонтный размер) – 90,10 мм + прокладка 1,52мм (2 лыски) Высота ГБЦ (2-й ремонтный размер) – 90,00 мм + прокладка 1,62мм (1 лыска) Минимальная высота ГБЦ – 89,95 мм Момент затяжки: шпилька стойки коромысел -1,47кгм, гайка-2,94кгм
ЗАКЛЮЧЕНИЕ по ГБЦ №2:
- уменьшить прокладку на 0,1мм износ рокеров на 0,2 мм х 2 = 0,4 мм
ВЫВОД:
- проверить зазоры клапан/коромысло (0,05мм). Надавить на ГК проверить затяжку шпилек крепления коромысел (1,5 кгм) установить колпачки. Как стравить масло с ГК??? Проверить зазоры
----------------------------
Результат – двигатель перестал «бухтеть». Слышен стук коромысел на хол. дв-ле - зазор (0,5мм)
Двигатель работает тише, улучшилась динамика разгона.
Шлифовка ГБЦ -30грн/шт
Саша (торцевал на 2,5мм мне поршни) - 050-598-24-22
(Шлифовка ГБЦ в Газовом переулке – 130 грн/шт)
минимальная высота головки 89,95мм. (+ самая толстая прокладка 1,62мм)