


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
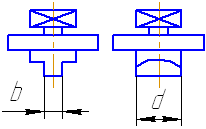
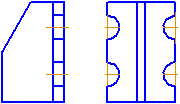
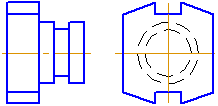
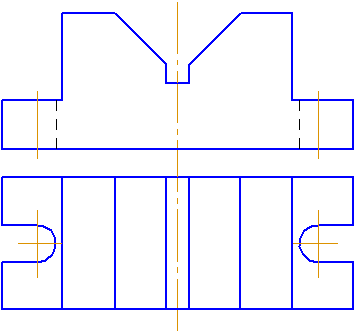
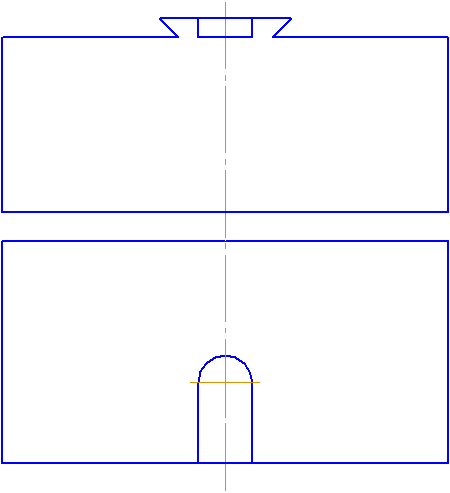
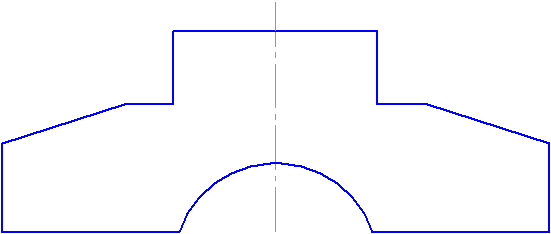
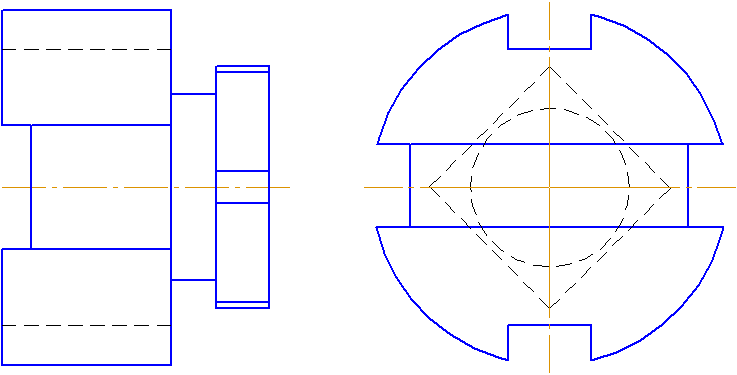
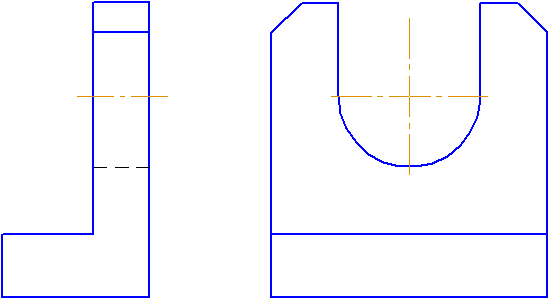
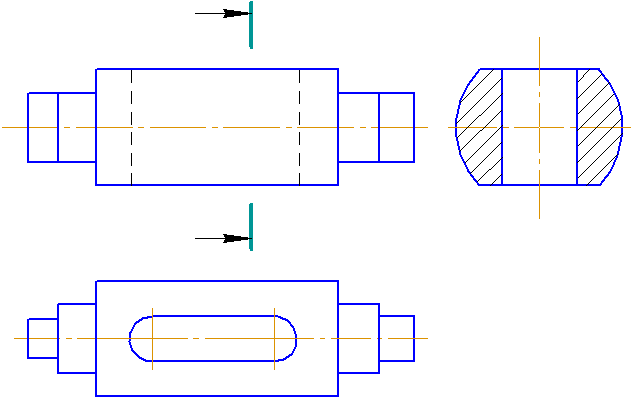
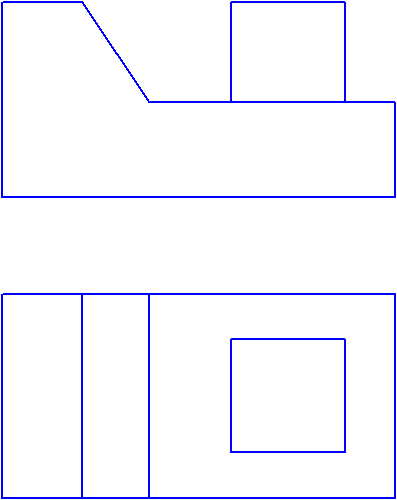
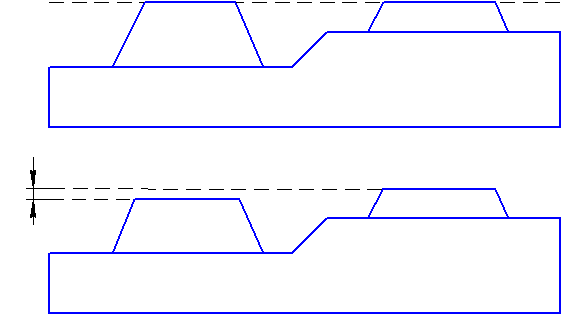
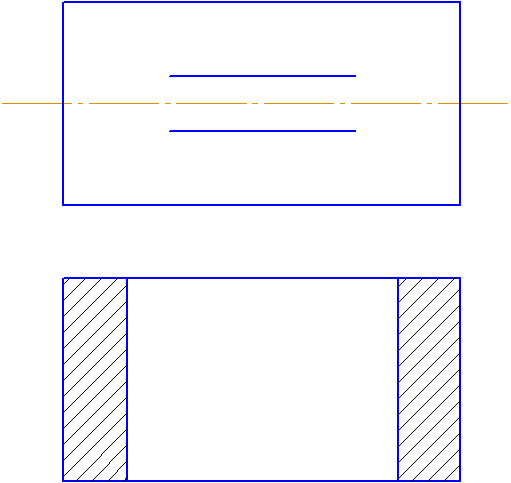
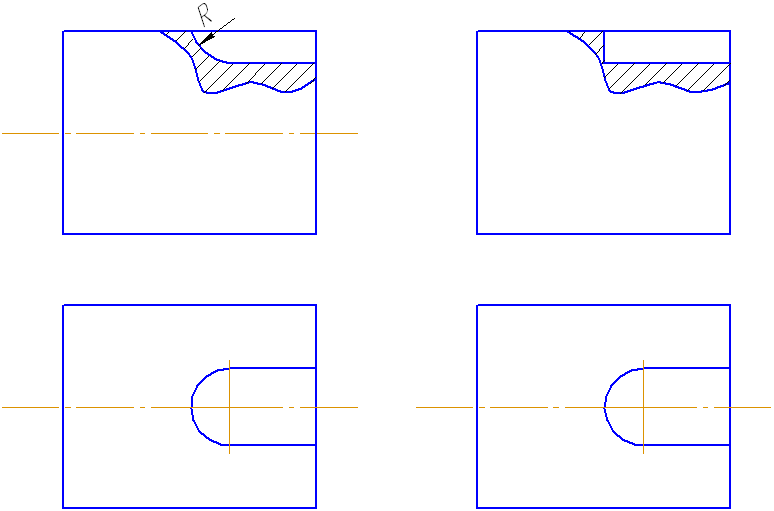
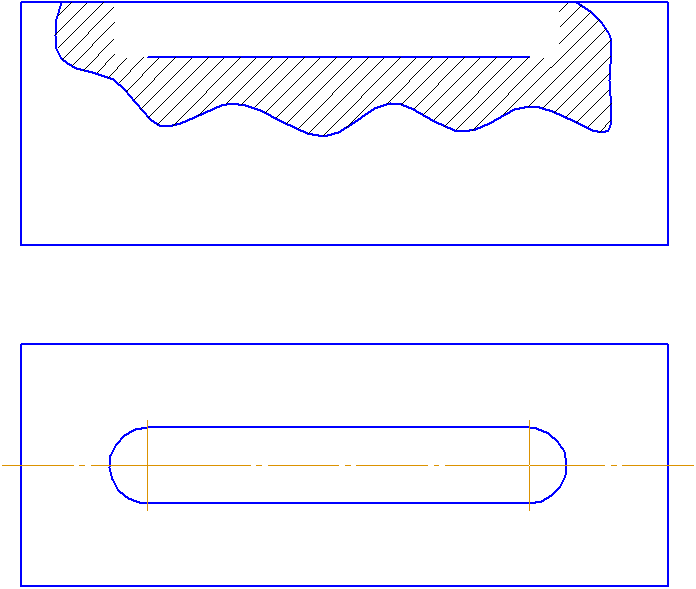
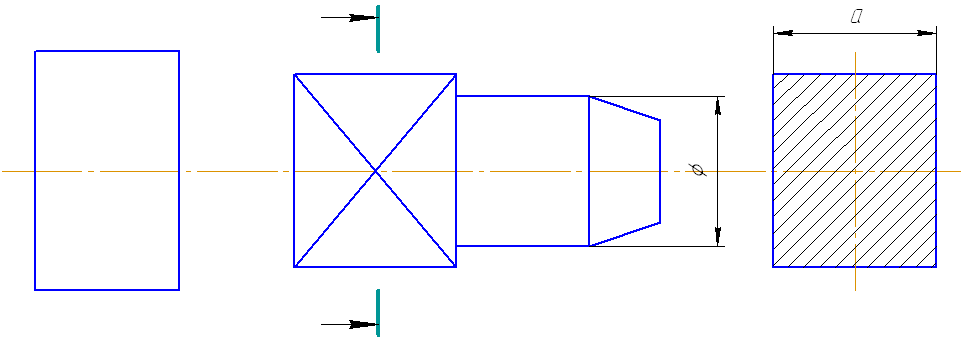
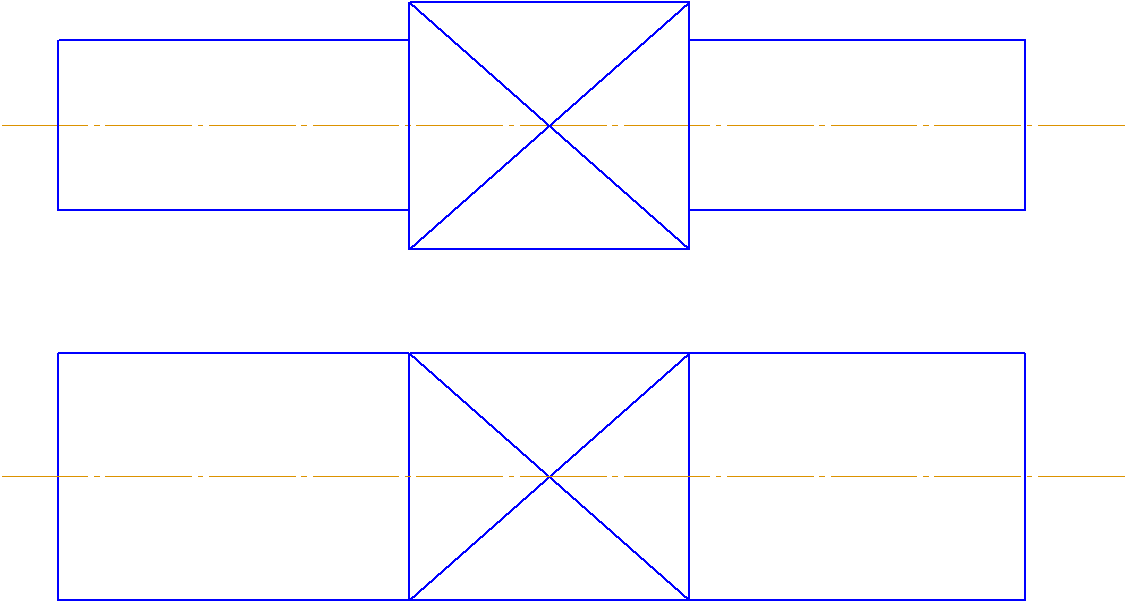
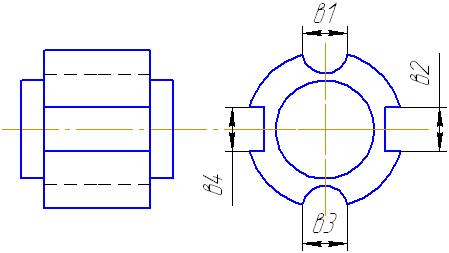
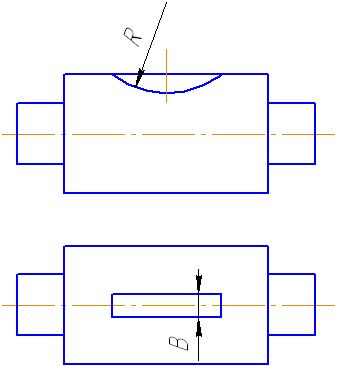
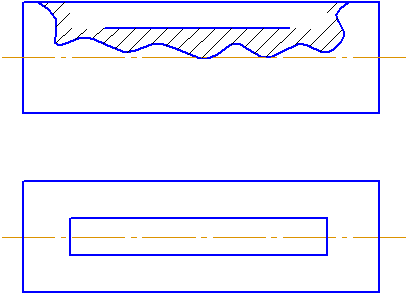
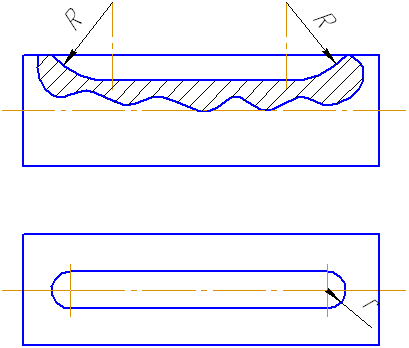
б) оформить незаконченные контуры деталей.
В обоих случаях следует исходить из условия применения стандартных фрез, их минимального количества, максимальной производительности процесса фрезерования.
Выбор обосновать.
Изобразить и назвать схему обработки предложенной поверхности и тип фрезы.
Содержание отчета
1. Название, цель работы, задания.
2. Выполненные задания 3 и 4.
Приложение 13.1
Вопросы для вводного контроля
1. Покажите и назовите основные узлы горизонтально-фрезерного станка.
2. Покажите и назовите основные узлы вертикально-фрезерного станка.
3. Где устанавливается заготовка?
4. Какие движения имеет режущий инструмент?
5. Какие движения имеет заготовка?
6, Какое движение на фрезерных станках считается главным?
7, Какое движение принято за движение подачи?
8, Назовите единицы измерения скорости резания и подачи при фрезеровании.
9, Какие режущие инструменты используются при фрезеровании? Типы инструментов.
10; Охарактеризуйте способы установки инструментов на фрезерных станках,
11. Перечислите виды работ 1 выполняемых обычно на горизонтально-фрезерных станках.
12. Перечислите виды работ, выполняемых обычно на вертикально-фрезерных станках.
Приложение 13.2
1
| 2
|
3
| 4
|
5
| 6
|
7
| 8
|
9
| 10
|
11
| 12
|
13
| 14
|
Приложение 13.3
1
| 2
|
3
| 4
|
5
| 6
|
7
| 8
|
9
| 10
|
11
| 12
|
13
| 14
|
Приложение 13.4
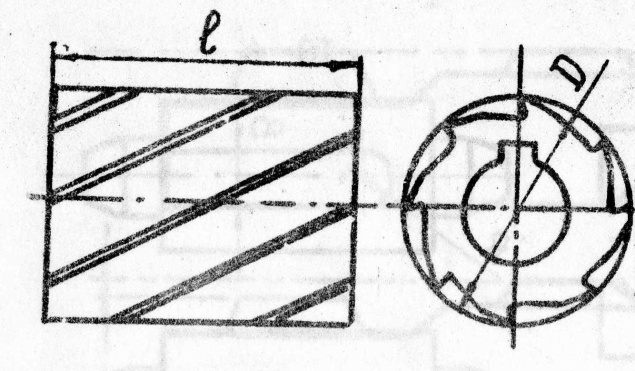
| Фрезы цилиндрические по ОСТ 2ич 1-15-87
| ||||||||||||||||||||||
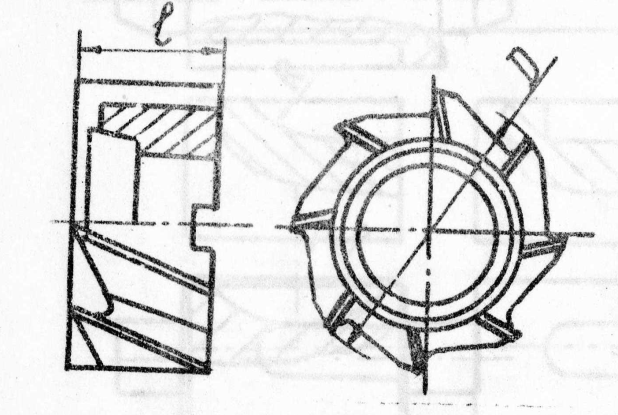
| Фрезы торцовые по ГОСТ 9304-69
| ||||||||||||||||||||||
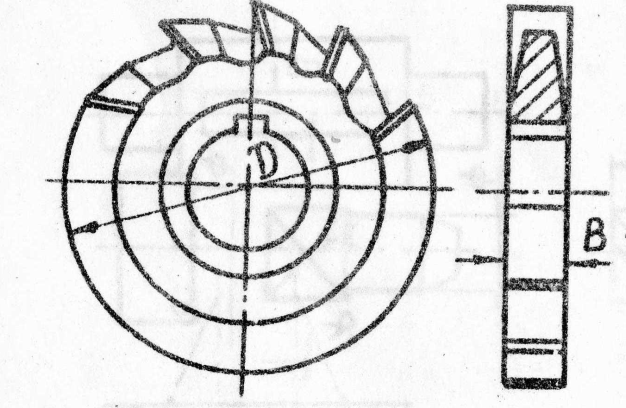
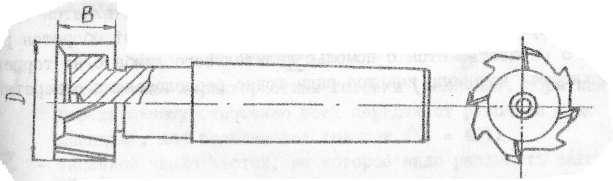
| Фрезы дисковые по ГОСТ 28327-90
| ||||||||||||||||||||||
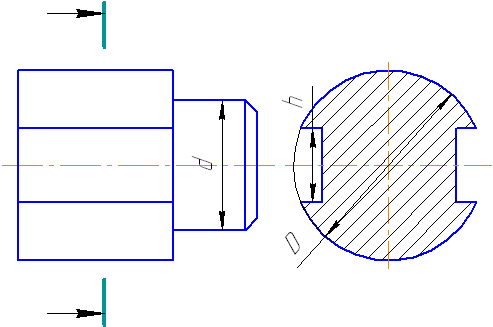
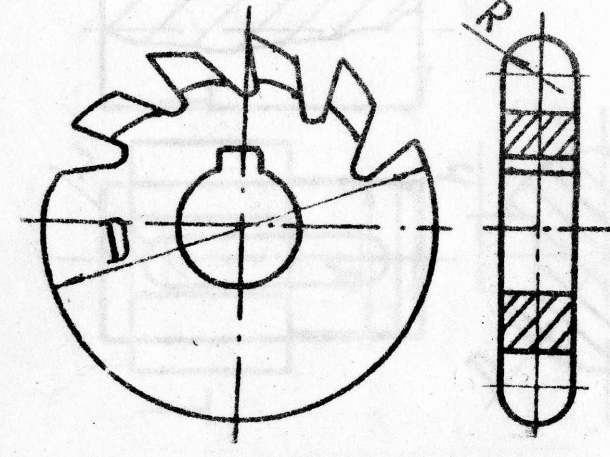
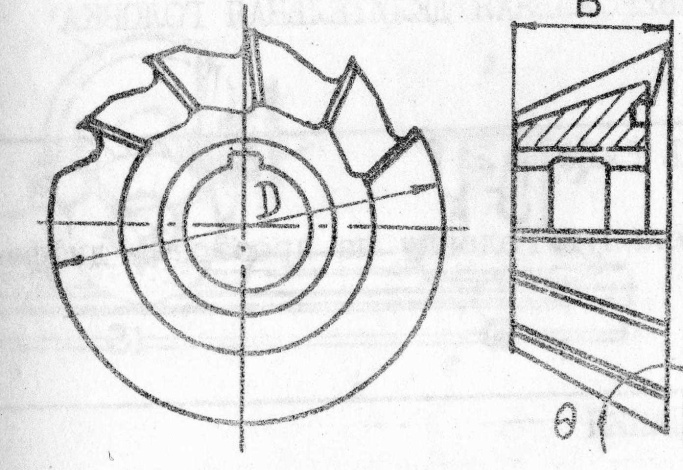
| Фрезы фасонные (полукруглые выпуклые) по ГОСТ 9305-93
| ||||||||||||||||||||||
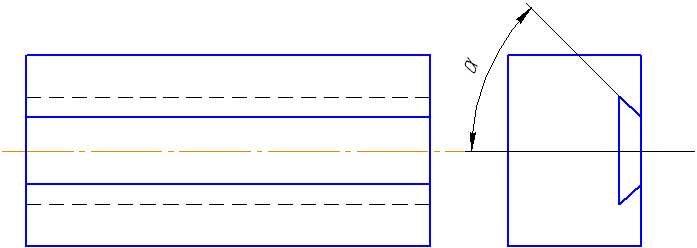
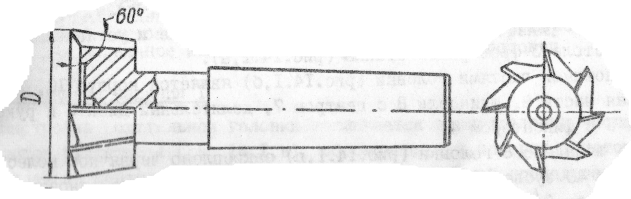
| Фрезы угловые по ГОСТ 6651 - 94
| ||||||||||||||||||||||
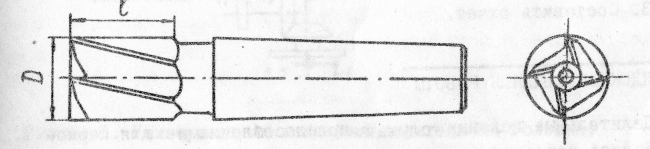
| Фрезы концевые по ГОСТ 20534-75
| ||||||||||||||||||||||
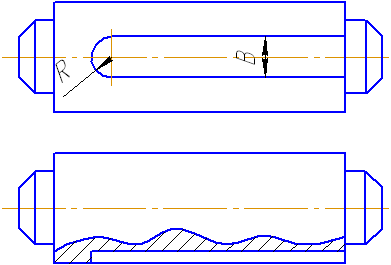
| Фрезы для пазов типа «Ласточкин хвост»
| ||||||||||||||||||||||
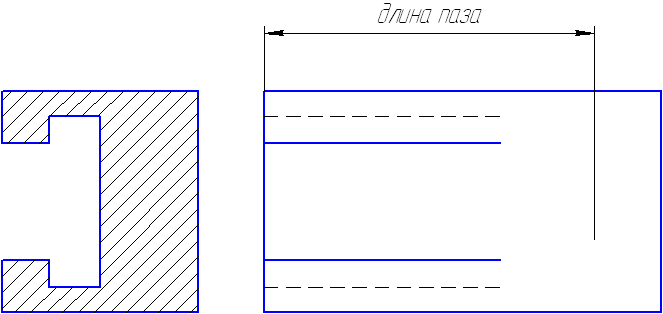
| Фрезы для Т-образных пазов по ГОСТ 10673-75
|
Лабораторная работа № 14
УНИВЕРСАЛЬНАЯ ДЕЛИТЕЛЬНАЯ ГОЛОВКА
ЦЕЛЬ РАБОТЫ
Научиться настраивать делительную головку на простое и дифференциальное деление
ЗАДАНИЯ
1. Разделить окружность на Z частей с помощью делительной головки Простым делением (прил. 14.2].
2. Произвести расчет по настройке делительной головки на деление окружности на Z частей дифференциальным делением.
3. Составить отчет.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
Делительные головки служат приспособлениями для периодического поворота заготовки на требуемый угол-деление заготовки на части. С их помощью обрабатывают многогранники, пазы, зубья и т. д. Они бывают лимбовые, безлимбовые, оптические и устанавливаются на столе 3 фрезерного станка (рис. 14.1,а).
Основными частями головки (рис.14.1,6) является корпус 10, поворотная часть 9, шпиндель 8 с центром 7, делительный диск 6 и рукоятка 5 с фиксатором 4.
На шпинделе 8 головки (рис.14.1,в) закреплено червячное колесо, имеющее 40 зубьев (Z - 40). С ним входит в зацепление однозаходный червяк (К = I), закрепленный на валу II. Поворот шпинделя и оправки 14 с насаженной на ней заготовкой 15 осуществляется путем вращения рукоятки. 5 через червячную передачу. Отсчет оборотов рукоятки 5 осуществляется с помощью делительного лимба 6, на торцевых поверхностях которого имеются ряды точно расположенных отверстий.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 |
