

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Теоретический материал. Модуль 3
13. Механическая обработка металлов резанием; режимы резания
Обработка металлов резанием – это процесс срезания режущим инструментом с поверхности заготовки слоя металла в виде стружки для получения необходимой геометрической формы, точности размеров и шероховатости поверхности детали. Это основной способ получения высокой точности и качества обработки.
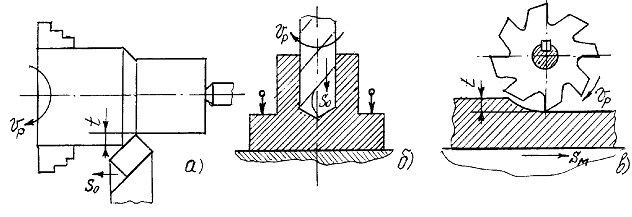
Движения, при которых с обрабатываемой заготовки срезается слой металла, называются движениями резания. К ним относят главное движение и движение подачи. Совокупность значений глубины резания, подачи и скорости резания называется режимами обработки.
Скорость резания vр определяется скоростью относительного движения режущего инструмента и заготовки. Подача s – определяет скорость формообразования поверхности. Глубиной резания t называют толщину срезаемого слоя, измеряется в мм:
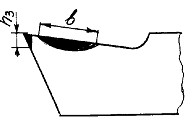
Трение и тепловые явления в зоне резания приводят к износу режущего инструмента. Износ по передней поверхности приводит к образованию лунки. Износ по задней поверхности образует ленточку износа.
Наиболее неблагоприятным является износ по задней поверхности, т. к. он влияет на размер обработки и приводит к прекращению резания. За критерий износа берут ширину ленточки h3= 0,8-1 мм (для твёрдых сплавов). При превышении этой величины инструмент подвергают переточке.
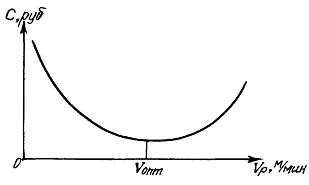
Отсюда происходит такое понятие, как стойкость инструмента, под которой понимается время его работы (мин) между переточками. Период стойкости большинства режущих инструментов лежит в пределах от 45 до 60 минут (время резания). И если время обработки одной детали составляет 0,1-0,2 мин, то за период стойкости можно обработать от 90 до 600 деталей. При годовой программе 10-15 тыс. деталей инструмент требуется перетачивать от 10 до 100 раз. Значит, для выполнения годовой программы требуется несколько инструментов. Поэтому проблема стойкости инструмента в механической обработке имеет не только техническое, но и экономическое значение.
14. Инструментальные материалы для механической обработки
Режущие инструменты работают в условиях больших нагрузок, высоких температур, интенсивного трения и износа, поэтому инструментальные материалы должны обладать особыми свойствами. Главные из них: твёрдость и красностойкость. Высокая твёрдость обеспечивает лёгкое врезание режущей кромки в металл. Красностойкость – это способность материала сохранять высокую твёрдость при высокой температуре.
Быстрорежущие стали содержат до 19%W, 10%Co и 4%Cr. Это марки; Р6М5, Р9К5, Р10К5Ф2 и др. Их твёрдость после закалки HRC 62-65; красностойкость 600-680°C, допускают Vр до 80 м/мин! Большое содержание W увеличивает износостойкость стали, но сильно удорожает её. Для экономии режущий инструмент изготавливают сборный (с пластинками) либо сварным (хвостовик из обычной стали). Применятся для инструментов сложной формы.
Металлокерамические твёрдые сплавы – это твёрдый раствор карбидов вольфрама, титана и тантала (WC, TiC и TaC) в кобальте. Применяют в виде пластинок определённых форм и размеров, изготавливаемых методом порошковой металлургии. Существует три группы сплавов: 1) вольфрамовая BK (BK2, BK6, BK8 и др.); 2) титановольфрамовая TK (T30K4, T15K6, T5K10 и др.) и 3) титанотанталовольфрамовая TTK (TT17K2, TT10K8).
Пластинки твёрдых сплавов (HRA 86-92) обладают высокой износостойкостью и красностойкостью (800-1000°C), что позволяет вести обработку до Vр=400 м/мин. Недостаток твёрдых сплавов – хрупкость.
Широко применяются сменные многогранные неперетачиваемые пластины (СМП), которые крепятся механическим путём. Твёрдые сплавы – основной инструментальный материал для самого широкого круга режущих инструментов. Позволяет обрабатывать самые прочные, вязкие стали и сплавы.
Синтетические сверхтвёрдые материалы (СТМ) на основе кубического нитрида бора (торговое название – композиты) с добавлением Al2O3. Это эльбор, гексанит, исмит и др. Они синтезируются в виде цилиндрических столбиков ∅ 4-6 мм, высотой 3-6 мм, которые затем применяются в виде вставок (впаиваются, зачеканиваются и т. п.). Эти материалы по твёрдости близки к алмазу, а по красностойкости превосходят его (1300-1400°C). Допускают обработку сталей при Vр=500 м/мин, а цветных сплавов – до 1000 м/мин. Но отличаются хрупкостью.
Природные и синтетические алмазы. Алмаз – самый твёрдый в природе материал. Но он обладает низкой красностойкостью (700°C) и очень хрупкий (как стекло). Для режущих инструментов используют синтетические поликристаллические алмазы в виде вставок.
15. Металлорежущие станки; технологическая классификация станков
Металлорежущий станок – машина для обработки изделий из металла путём снятия стружки режущим инструментом. Металлорежущие станки – основное средство производства в механических цехах машиностроительных заводов. Для получения полностью обработанной детали заготовка должна последовательно пройти обработку на 3-5 до 20-30 металлорежущих станках. Это означает, что станки применяются в определённом сочетании, различаясь технологическим методом обработки.
Качество парка металлорежущих станков в цехе решающим образом определяет качество выпускаемой продукции и эффективность производства. Поэтому станкостроительные фирмы во всём мире постоянно совершенствуют, развивают, ищут принципиально новые решения (повышение точности, замена трансмиссий автономным приводом, электронное управление и т. п.). Таким образом, технический уровень металлорежущих станков, уровень станкостроения определяет темпы технического прогресса в государстве.
В основу классификации металлорежущих станков положен метод обработки, который характеризуется видом обрабатываемых поверхностей и применяемых режущих инструментов.
По степени специализации металлорежущие станки бывают: 1) универсальные (общего назначения) – для выполнения самых разнообразных операций над различными деталями; 2) специализированные – для выполнения ограниченного числа операций на деталях широкой номенклатуры (зуборезные, резьбофрезорезные); 3) специальные – для выполнения одной операции над конкретными деталями (станок для обточки шатунных шеек коленчатых валов).
По степени автоматизации различают: 1) станки с ручным управлением (токарные универсальные); 2) полуавтоматы (ручная только установка заготовки); 3) автоматы (с жёстким циклом управления); 4) станки с ЧПУ (с быстрой переналадкой с одной детали на другую).
