http://metallicheckiy-portal. ru/articles/obrabotka/mexanosborochnie_raboti/specialnie_metodi_kontrola/17
-Отклонения формы и расположения поверхностей




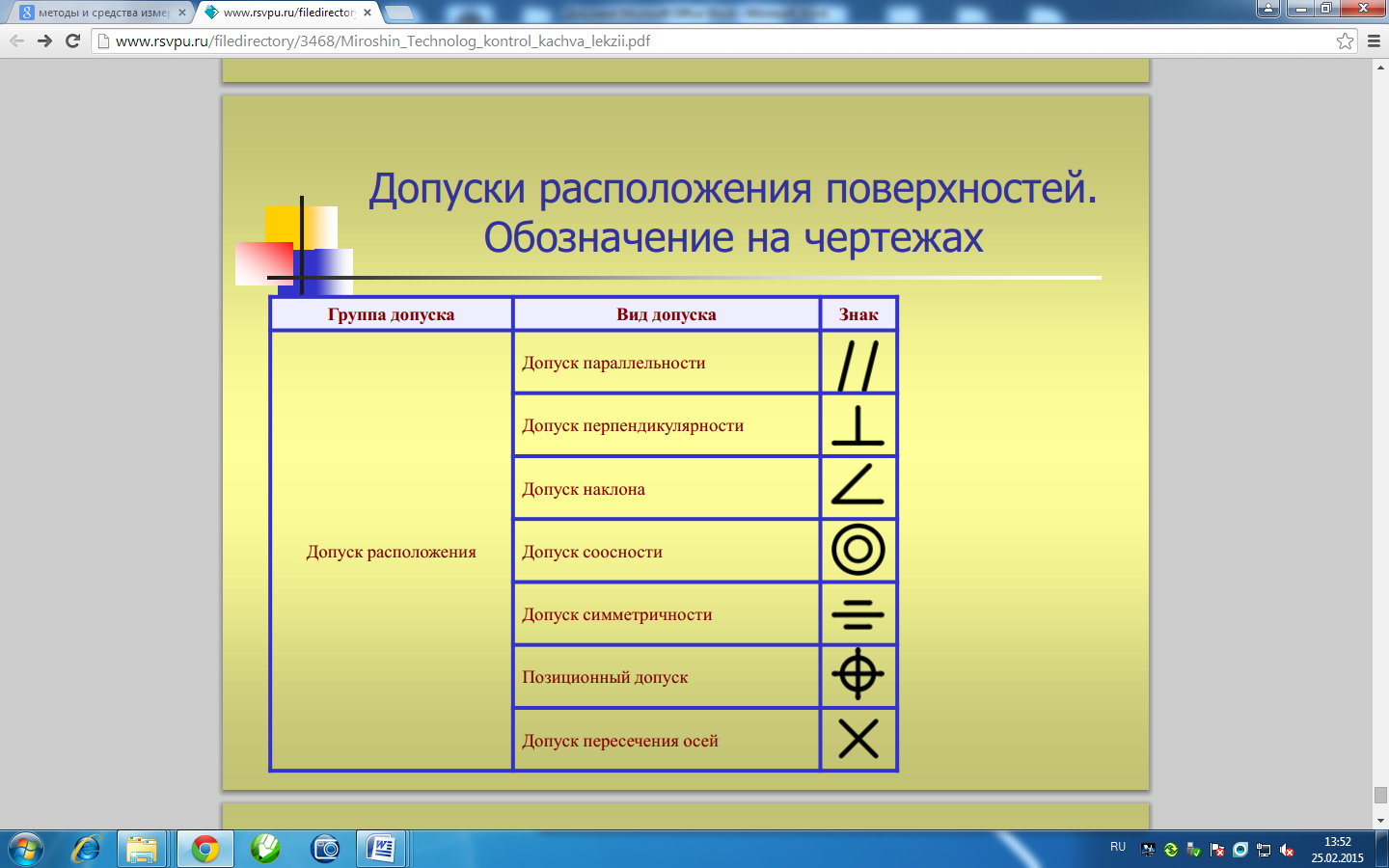
Контроль отклонений расположения поверхностей и осей
Отклонением расположения называют отклонение реального (действительного) расположения рассматриваемого элемента (поверхности, оси или плоскости симметрии) от его номинального расположения. Под номинальным понимают расположение, определяемое чертежом или техническими условиями. В технической документации номинальное расположение может быть задано линейными или угловыми размерами, связывающими данный элемент с другими поверхностями, осями или плоскостями симметрии, называемыми базами. Размеры, связывающие элементы деталей с базами, принято называть координирующими. В ряде случаев номинальное расположение задается в виде условных обозначений без указания номинального размера между элементами (например, требования перпендикулярности, параллельности, соосности, симметричности и др.).
Для оценки точности расположения поверхностей, как правило, задается база, которой может являться поверхность (плоскость), ее образующая или точка (вершина конуса, центр сферы), ось (цилиндрическая или коническая поверхность, резьба).
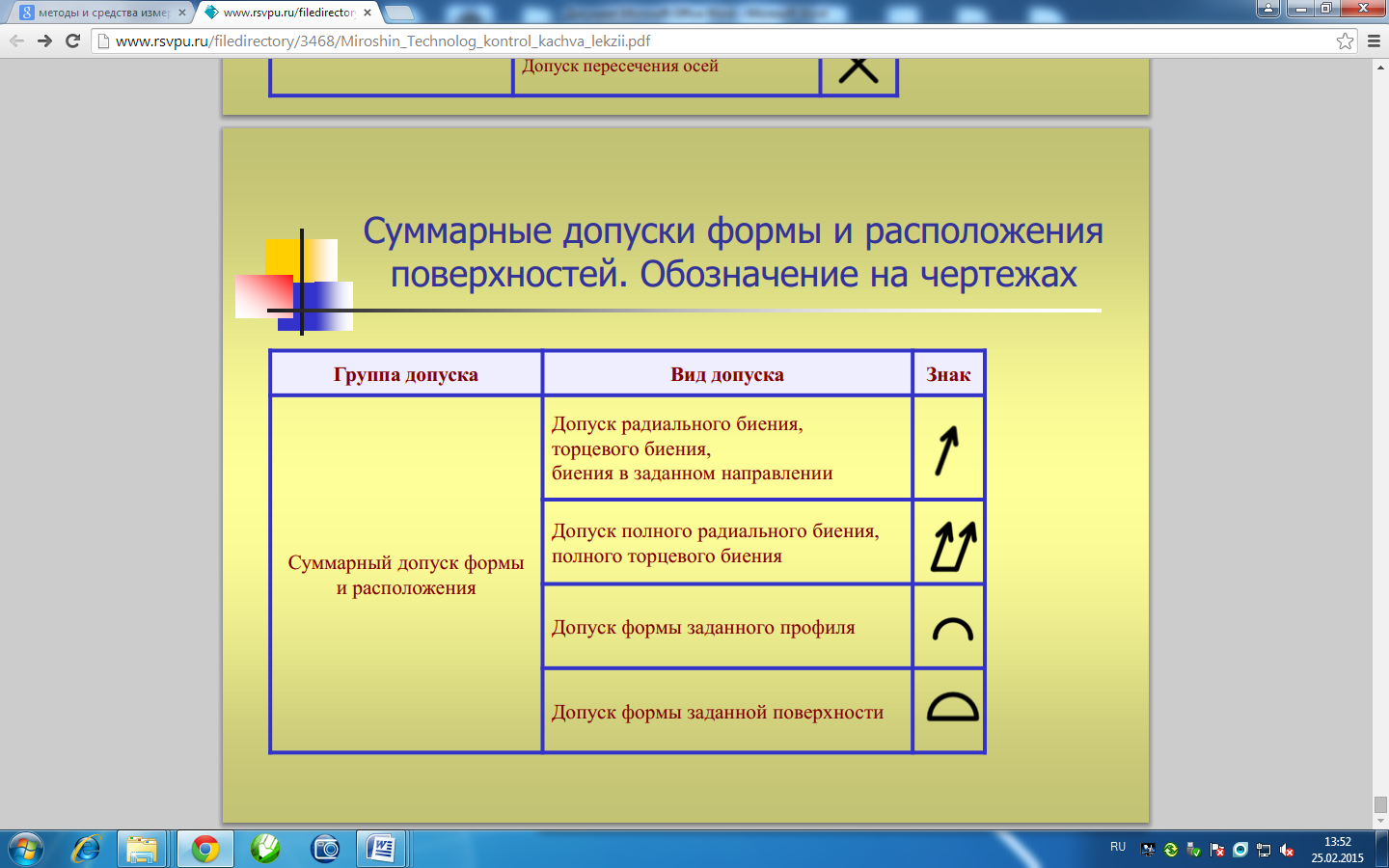
Допуски формы и расположения поверхностей при необходимости указывают на чертеже двумя способами: условными обозначениями или текстом в технических требованиях. Предпочтительным является первый способ.
За отклонение от параллельности плоскостей принимают разность А наибольшего и наименьшего расстояний между прилегающими плоскостями в пределах нормируемого участка. Измерение отклонения от параллельности плоскостей на практике осуществляют следующим образом. Деталь 3 (рис. 86, а) базовой поверхностью устанавливают на поверочную плиту 7. С помощью измерительной головки, закрепленной на стойке 2, определяют отклонение.
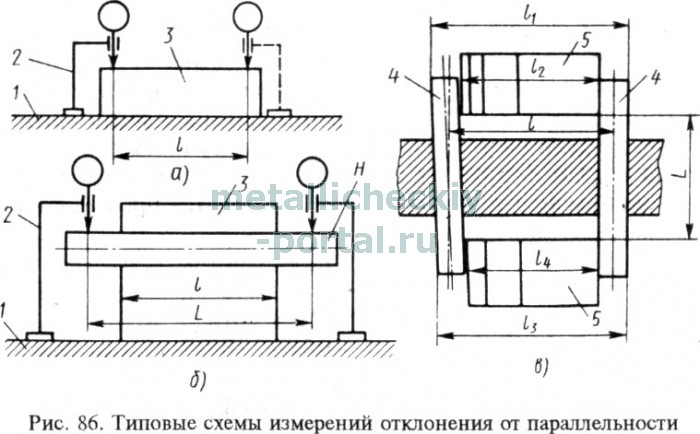
В случае невозможности установки детали базовой поверхностью (например, при измерении параллельности наружной поверхности детали и дна призматического паза) пользуются другим методом. Деталь с помощью домкратов и уровня выставляют таким образом, чтобы одна из поверхностей (в дальнейшем она станет базой) заняла горизонтальное положение. После этого стойку с измерительной головкой устанавливают на горизонтальную базовую поверхность и, перемещая в пределах нормируемой длины l, определяют отклонение от параллельности. Иногда возникает необходимость проверить параллельность внутренних плоскостей (например, в детали, имеющей вид короба). В этом случае может быть использован индикаторный нутромер. При измерениях по данной схеме в результате входит погрешность, вызываемая отклонением измеряемых поверхностей от плоскостности.
Отклонения от параллельности плоскости и оси отверстия или осей двух отверстий можно измерять с помощью специальных контрольных оправок. На рис. 86, б показана схема измерения отклонения от параллельности установочной поверхности детали и оси отверстия. Деталь 3 устанавливают базовой поверхностью на поверочную плиту 7. В отверстие детали вводят оправку 4 и с помощью измерительной головки со стойкой 2 определяют отклонение от параллельности, как разность двух отсчетов. При такой схеме измерения необходимо учитывать, что в технической документации допустимое отклонение от параллельности задается для нормированной длины l. Так, если на чертеже были заданы отклонения от параллельности на длине l детали, а измерения провели на другой длине L, то необходимо привести измеренное на длине L отклонение от параллельности al к нормированной длине измерений l, т. е. A = Al(1/L), где A — отклонение от параллельности на длине l.
При измерении отклонения от параллельности осей двух отверстий используют две оправки. Измерения могут быть выполнены двумя способами. Первый способ идентичен предыдущему, но деталь базируют не по плоскости, а по отверстию. Для этого в одно из отверстий вставляют оправку и выступающие концы ее опирают на две призмы одинаковой высоты, установленные на поверочной плите. В этом случае деталь оказывается подвешенной на оправке. Во второе отверстие вставляют другую оправку и на ее концах проводят измерения. Таким образом можно измерять легкие детали, которые в подвешенном состоянии занимают устойчивое положение.
По второй схеме (рис. 86, в), аналогично предыдущей, можно оценить отклонение от параллельности, пользуясь блоками концевых мер 5. Об отклонении судят по разности их номинальных размеров l2 и l4 с учетом длины L измерений и нормированной длины I. Для измерения отклонений можно воспользоваться одним блоком концевых мер и набором щупов, а также (вместо концевых мер) — соответствующим измерительным инструментом, оценив отклонение от параллельности, как разность размеров l1 и l3.
Для измерений отклонений от параллельности плоскостей и осей отверстий или валов могут быть использованы уровни, различные оптические приборы и специальные контрольные приспособления.
За отклонение от перпендикулярности принимают отклонение от 90 °угла между плоскостями, осями или осью и плоскостью, выраженное в линейных единицах A на длине нормируемого участка от прилегающих поверхностей или линий.
Отклонение от перпендикулярности боковой стороны детали 7 (рис. 87, а) базовому торцу может быть оценено с помощью угольника 2. С его применением измерения сводятся к оценке параллельности стороны угольника и поверхности поверочной плиты. Результаты измерений тем не менее будут характеризовать отклонение от перпендикулярности боковой стороны базовому торцу. Если отклонение от перпендикулярности задавалось на длине l, а измерения были выполнены на длине L, то измеренное значение отклонения нужно привета к требуемой длине: A = Aи(l/L).
Отклонение от перпендикулярности можно измерить с помощью угольника 2 и блоков концевых мер 4 (рис. 87, б).
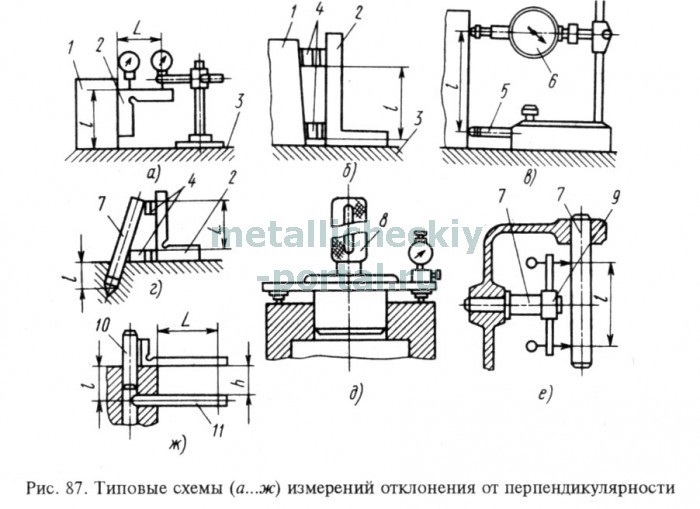
Прижимая угольник одной стороной к плите 3, между другой его стороной и поверхностью детали вставляют блоки концевых мер 4. Разность размеров блоков соответствует отклонению от перпендикулярности. По этой же схеме можно измерить отклонение от перпендикулярности, используя блок одного размера и набор щупов или только набор щупов.
Довольно часто отклонение от перпендикулярности измеряют с помощью регулируемого упора 5 (рис. 87, в). Перед измерениями по угольнику настраивают на нуль измерительную головку 6. С этой целью на плиту ставят угольник, касаются упором его рабочей стороны и добиваются нулевого показания головки. В процессе измерения детали со шкалы прибора считывают значение отклонения A.
В ряде случаев приходится измерять отклонение от перпендикулярности оси отверстия и плоскости. На рис. 87, г показано, как решить эту задачу с помощью оправки 7, угольника 2 и набора концевых мер 4. Измерения выполняют так же, как при использовании схемы, приведенной на рис. 87, б.
Очень простое и достаточно распространенное приспособление 8 (рис. 87, д) позволяет измерять отклонение от перпендикулярности
плоскостей или торцовых поверхностей деталей относительно осей отверстий либо валов. Приспособление центрируют в отверстии детали, индикатор устанавливают на нуль. Затем поворачивают приспособление вокруг оси на 360°. По размаху колебаний стрелки судят об отклонении от перпендикулярности, которое будет равно полуразности предельных показаний. При данной схеме измерения зазор в соединении центрирующей оправки приспособления с отверстием будет вносить погрешность из-за возможного перекоса оправки. Для устранения этой погрешности рекомендуется применять цанговые оправки.
При контроле отклонения от перпендикулярности оси вала к какой-либо плоскости приспособление изготовляют в виде кольца. Кольцо, на которое предварительно параллельно его оси крепят индикатор, надевают на вал до упора и поворачивают на 360°.
Отклонение от перпендикулярности осей двух отверстий, можно осуществить с помощью оправок 7 и специального приспособления 9 мостикового типа (рис. 87, е). Приспособление 9 с двумя индикаторами и оправкой 7 устанавливают в одно из отверстий. Вторую оправку 7 вставляют в другое отверстие. Индикаторы, размещаемые на нормируемом расстоянии друг от друга, вводят в контакт с поверхностью второй оправки и устанавливают на нуль. Затем поворачивают оправку с мостиком на 180°. Полуразность показаний двух индикаторов соответствует отклонению от перпендикулярности. Схему можно упростить, заменив один из индикаторов регулируемым упором. Тогда измерения выполняют по схеме, показанной на рис. 87, в, с поворотом оправки на 180°.
Перпендикулярность осей двух валов может быть проверена с помощью угольника. Одной рабочей стороной его плотно прижимают к образующей вала 10 (рис. 87, ж), после чего измеряют отклонения размера h на длине L и путем пересчета (в том случае, если I не = L) определяют отклонение от перпендикулярности осей валов 10 и 11. Необходимо помнить, что оси валов могут быть неперпендикулярны к поверхностям детали, поэтому угольник необходимо базировать только по валу.
Радиальное и торцовое биение относятся к погрешностям расположения поверхности.
За радиальное биение принимают разность наибольшего и наименьшего расстояний от точек реальной поверхности до оси вращения в сечении, перпендикулярном этой оси. Радиальное биение поверхности может задаваться на чертеже не только относительно оси вращения детали, но и относительно других поверхностей. В этом случае последние используют как базовые и деталь
устанавливают не в центрах, а в призмы на эти поверхности (рис. 88, а). За биение измеряемой поверхности относительно установочных поверхностей принимают разность наибольшего и наименьшего показаний измерительного прибора за один оборот детали.
Радиальное биение одной поверхности относительно другой может быть оценено при установке детали в центрах. Используют приспособление типа «мостик» (рис. 88, б), которое подводят к измеряемой детали до контакта упора с базовой поверхностью. Измерительный наконечник головки соприкасается с измеряемой поверхностью. За радиальное биение измеряемой поверхности относительно базовой принимают разность отклонений за один оборот детали.
В случае измерения радиального биения поверхностей деталей типа втулок, дисков или фланцев, имеющих центральное отверстие, их базируют на цилиндрические, конические или разжимные самоцентрирующие оправки (рис. 88, в). Оправку устанавливают в центрах и проводят измерения.
Схема, показанная на рис. 88, г, в принципе повторяет схему, приведенную на рис. 88, а, с той лишь разницей, что деталь базируют по одной поверхности, относительно которой и определяют биение измеряемой.
Все рассмотренные схемы позволяли измерить радиальное биение поверхности в одном сечении детали. Используя схему, изображенную на рис. 88, д, можно измерить так называемое «полное»
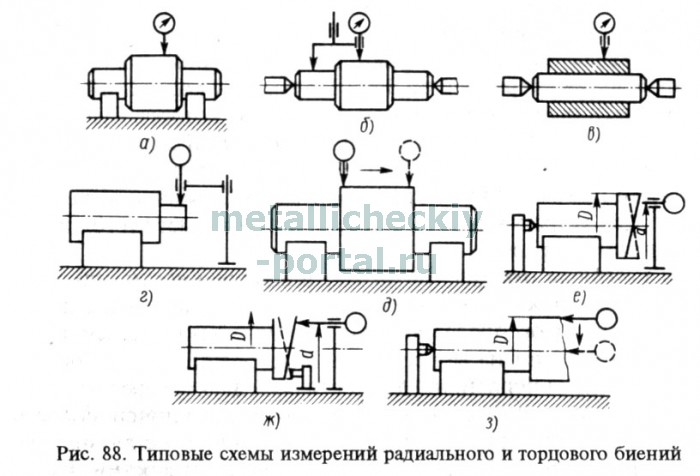
Радиальное биение измеряемой поверхности относительно установочных (базовых) поверхностей ступенчатого валика. Для этого не только вращают деталь, но и перемещают измерительный наконечник вдоль контролируемой поверхности. Полное радиальное биение соответствует разности наибольшего и наименьшего показаний прибора.
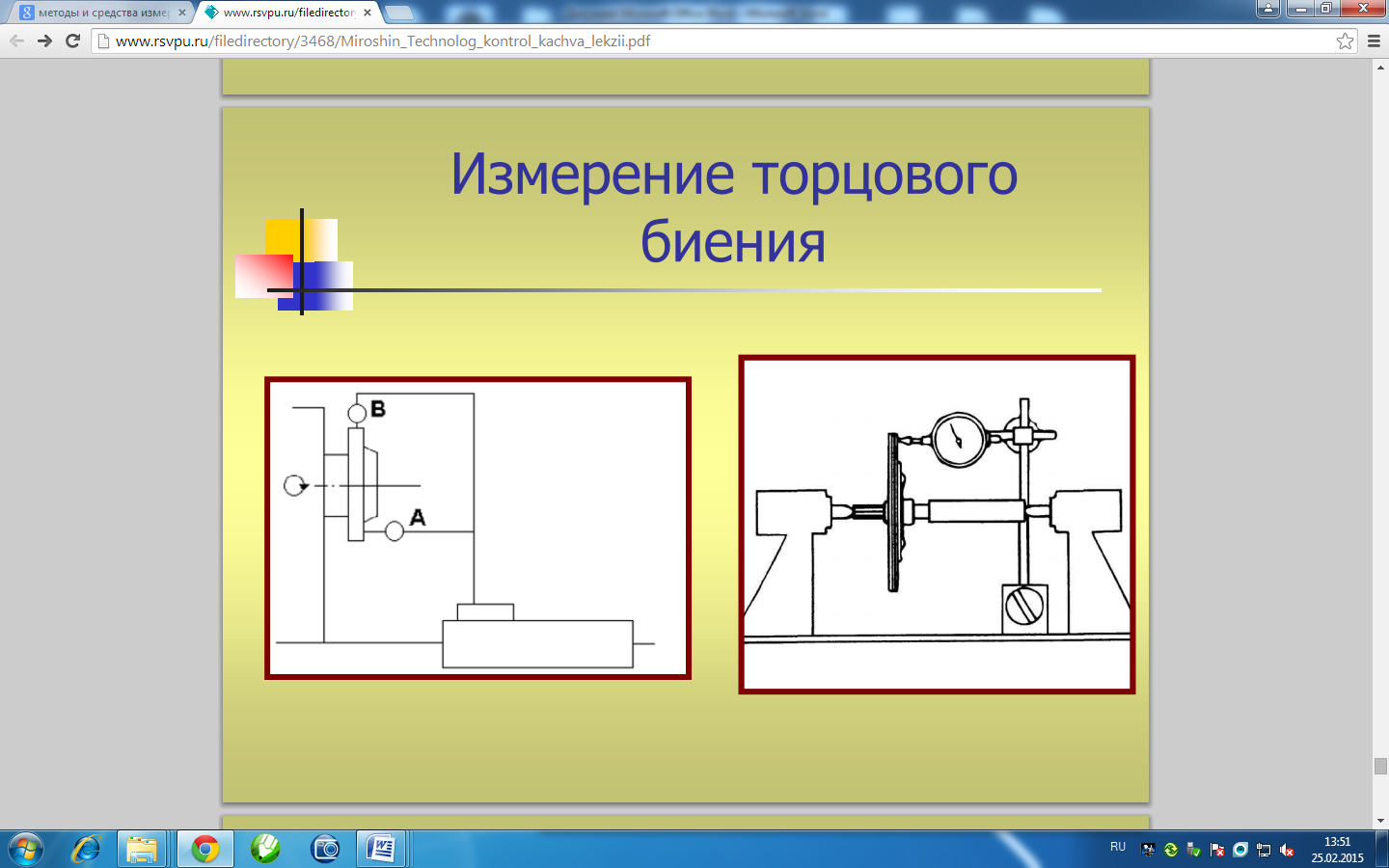
За торцовое биение принимают разность наибольшего и наименьшего расстояний от точек торцовой поверхности до плоскости, перпендикулярной оси вращения. Изображенные на рис. 88, е, ж схемы измерения торцового биения цилиндрической детали, установленной базовой поверхностью в призму, отличаются друг от друга положением упора: в первом случае он расположен на оси детали, во втором — на периферии проверяемой торцовой поверхности. По первой схеме торцовое биение определяют как разность предельных показаний измерительной головки, по второй — как полуразность.
При измерении торцового биения необходимо учитывать, что на чертеже его задают, как правило, в габаритных размерах детали для размера D (наибольшего диаметра последней), а измеряют — на диаметре d. Следовательно, получаемый результат измерений необходимо умножить на величину, равную отношению D/d.
Схема, показанная на рис. 88, з, поясняет принцип измерения полного торцового биения. При вращении детали головку перемещают в радиальном направлении перпендикулярно оси. За полное торцовое биение принимают разность между наибольшим и наименьшим показаниями прибора на всем перемещении его в этом направлении.
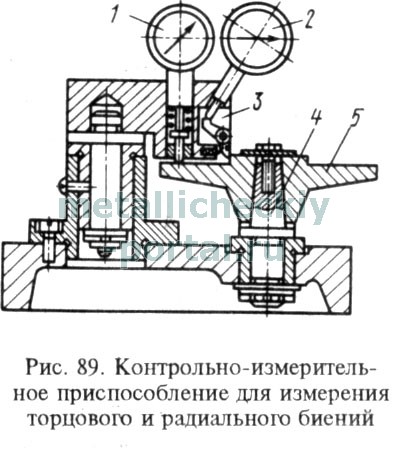
На рис. 89 показано контрольно-измерительное приспособление для измерения торцового и радиального биений поверхностей детали 5. На коническую оправку 4, обеспечивающую точное центрирование, устанавливают измеряемую деталь. В процессе измерения оправку с закрепленной на ней деталью поворачивают на один оборот. Измерительные головки 7 и 2 фиксируют соответственно торцовое и радиальное биения. Для удобства установки и снятия детали с измерительной позиции кронштейн 3 вместе с головками поворачивают вокруг его оси.
За отклонение от соосности принимают наибольшее расстояние между осями контролируемой поверхности вращения и базовыми поверхностями на длине нормируемого участка. Отклонение определяют, измеряя радиальное биение проверяемой поверхности в заданном сечении и в крайних сечениях при вращении детали вокруг оси базовой поверхности.
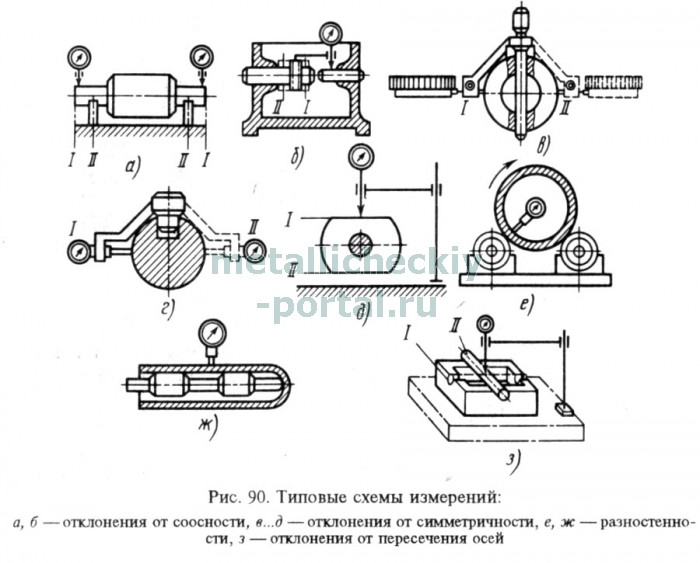
На рис. 90, а, б показаны схемы измерений отклонения от соосности. Цифрой II обозначены базовые сечения, цифрой I — крайние. Перемещая в пределах этих сечений измерительные головки, одновременно вращают деталь, и за отклонение от соосности принимают радиальное биение одной поверхности относительно другой. В схеме, показанной На рис. 90, а, используют два прибора с-отсчетными устройствами, что затрудняет процесс измерения. Для упрощения схемы рекомендуется использовать мостик с жестким упором (см. рис. 88, б). Проверку соосности двух отверстий, расточенных в корпусе, осуществляют с помощью двух оправок и кольца с измерительной головкой. Кольцо перемещают по оправке в пределах сечений I, II и одновременно вращают.

В процессе сборочных и ремонтных работ иногда соосность контролируют с помощью двух оправок и переходной втулки.
Оправку вставляют в одно из отверстий и на нее надевают
переходную втулку. Затем в другое отверстие вставляют другую оправку, концы их сводят и втулку пытаются переместить с одной оправки на другую через стык. По тому, как втулка преодолевает место стыка (свободно, с усилием, со стуком, не переходит), судят о соосности. Этот способ требует соответствующих навыков. Его используют для обеспечения соосности отдельных узлов станка при сборке их на станине.
Отклонением от симметричности относительно базового элемента называют наибольшее расстояние между плоскостью симметрии (осью рассматриваемого элемента или элементов) и плоскостью симметрии базового элемента в пределах нормируемого участка.
Контроль отклонения от симметричности осуществляют универсальными средствами измерений. На рис. 90, в...д показаны схемы измерений отклонения от симметричности относительно оси детали сквозного отверстия (в), шпоночного паз (г) и поверхностей лысок (д). При первых двух измерениях используют специальные приспособления, при последнем — стойку. За отклонение от симметричности во всех приведенных случаях принимают полуразность показаний прибора в положениях I и II.
Разностенность измеряют индикаторными толщиномерами, специальными приспособлениями с использованием рычажно-механических головок и других приборов. На рис. 90, е, ж показаны схемы контроля разностенности с помощью измерительных головок. Гильзу устанавливают на опорные ролики (см. рис. 90, е) и внутрь ее вводят головку, закрепленную в державке. Измерительный наконечник подводят к контролируемой поверхности и поворачивают гильзу. Разностенность соответствует разности наибольшего и наименьшего показаний прибора за один оборот гильзы. Измерение разностенности осуществляют также поворотом детали на оправке (см. рис. 90, ж).
За отклонение от пересечения осей принимают наименьшее расстояние между номинально пересекающимися осями. Этот параметр измеряют с помощью контрольной оправки и индикатора на стойке (рис. 90, з). Контрольную оправку поочередно устанавливают в положения I и II и с помощью индикатора со стойкой определяют высоту верхней образующейвалика над точкой пересечения осей в каждом положении. Разность показаний прибора соответствует определяемому отклонению.
В процессе монтажно-сборочных работ довольно часто приходится измерять действительные расстояния между осями отверстий, а также их расстояния относительно базовых поверхностей. На рис. 91 показана схема, позволяющая с высокой точностью определить расстояние l между осями отверстий. В отверстия вставляют пробки, состоящие из двух встречных клиньев. Смещая клинья навстречу друг другу, выбирают зазор между поверхностями клиньев и отверстия. Затем с помощью измерительных средств, выбранных в зависимости от требуемой точности измерения и габаритных размеров изделия, измеряют размер l1 или l2. Зная диаметры d1 и d2 отверстий, находят требуемое расстояние l. Вместо клиновых пробок можно использовать другие устройства, обеспечивающие беззазорное соединение с отверстиями.
Расстояние между осями соседних отверстий может быть измерено бесконтактным методом на микроскопе с применением головки двойного изображения. В координаты центров отверстий в прямоугольной системе координат, а затем путем несложных расчетов находят расстояние между осями.
При невысоких требованиях к точности измерений расстояние между осями отверстий можно определить с помощью универсальных измерительных средств, непосредственно измеряя диаметры отверстий и размеры l1 и l2.
Для контроля расстояния L между осями отверстий широко применяют калибры в виде скоб (рис. 92, а, б) или штифтовые (рис. 92, в, г). С помощью калибров-скоб можно осуществлять

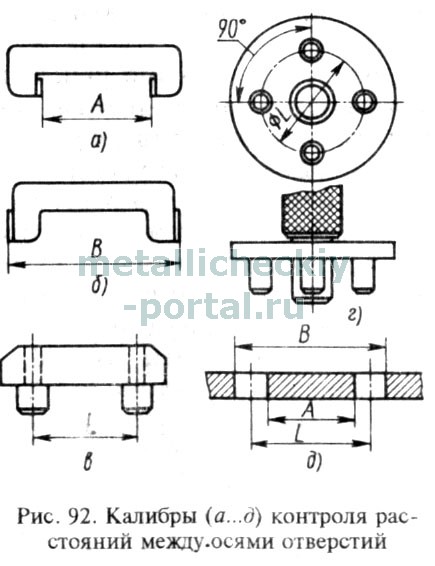
контроль размеров А и В (рис. 92, д). В комплект входят две скобы, являющиеся проходными для наибольшего и наименьшего предельных размеров А или В. Недостатком нерегулируемых калибров-скоб является то, что, они не очень удобны для контроля деталей с отверстиями малых диаметров. Поэтому предпочтение отдают штифтовым калибрам, позволяющим проверять расположение любого числа различных отверстий как в прямоугольной, так и в полярной системах координат. Штифтовые калибры можно использовать для контроля не только взаимного расположения отверстий, но и их расположения относительно цилиндрической или плоской базовых поверхностей (рис. 93, а, б).
Отклонение от симметричности наружных А и внутренних В поверхностей детали проверяют с помощью калибра-скобы (рис. 93, в).
Во всех случаях деталь признается годной при вхождении в нее калибра. Двухпредельные калибры, имеющие проходную и непроходную стороны, для контроля расположения осей отверстий применяют крайне ограниченно.
Проверяя расположение осей отверстий калибрами, необходимо учитывать, что на точность контроля размеров А и В (соответственно и L) влияют размеры отверстий. Так, если размеры отверстий больше предельно допустимых, а размер L меньше предельно допустимого, то при контроле калибром деталь может быть признана годной. Поэтому контроль расстояний между осями отверстий или осью отверстия и базовой поверхности с помощью рассмотренных калибров должен проводиться только после контроля самих отверстий.
Контроль расположения осей отверстий осуществляют рабочими калибрами. Их можно использовать в качестве приемных только при наличии износа не менее чем на 40 %.