
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
, канд. техн. наук ФГБОУ ВПО «Псковский государственный университет» E-mail: *****@***ru
Рельефная сварка различных изделий и заготовок на низкочастотной машине МРН-340.01.
Показаны несколько примеров рельефной сварки разнообразных изделий машиностроения с использованием низкочастотной машины МРН-340, условия для сварки на жёстких режимах деталей при неполном токоподводе к одной из деталей, экспериментальные исследования по оптимизации геометрии рельефа. Сварка тормозных колодок.
Showing several examples of projection welding of various engineering products using low-frequency machine MPH-340, the conditions for welding on hard mode with incomplete details of current leads to one of the parts, experimental studies to optimize the geometry of the relief. Welding of the brake shoe.
Ключевые слова: рельефная сварка, низкочастотная машина контактной сварки, сварка в машиностроении
Keywords: projection welding, low-frequency resistance welding machines, welding engineering
|

Рис.1 Машина контактной рельефной сварки МРН-340.01
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Номинальное напряжение питающей сети, В 380
Частота питающей сети, Гц 50
Номинальный длительный вторичный ток, кА, не менее 28
Усилие сжатия, даН:
наименьшее 200
наибольшее 7200
номинальное 6300
Номинальный вылет, мм, не менее 500
Раствор (расстояние между плитами), мм:
номинальный, не более 50
наибольший, не менее 400
Размер плит, мм:
Верхняя 400x325
Нижняя 400x385
Допуск параллельности контактных поверхностей плит, мм 0,4
Кратковременная производительность ходов верхней плиты в минуту, сварок/ч, не менее 60
Габаритные размеры машины, мм 3200x1100x2600
Масса машины, кг 8000. [1]
К достоинствам трехфазных низкочастотных машин принято относить следующие качества:
1. Равномерная загрузка фаз сети.
2. Высокий cos ц.
3. Снижение установленной мощности (относительно однофазных машин).
4. Экспоненциальная форма импульсов тока, благоприятная с технологической точки зрения, резко снижающая вероятность выплеска в процессе сварки. [2]
В данной работе представлены несколько примеров рельефной сварки ряда деталей с использованием машины МРН-340.01.
При производстве сварных соединений рельефной сваркой достаточно часто из-за конструктивных особенностей не удаётся обеспечить токоподвод ко всей площади поверхности одной из деталей. Примером может служить операция соединения рельефной сваркой фланца трубчатого электронагревателя (ТЭНа) с боковиной радиатора, отштампованной из листа низкоуглеродистой стали толщиной 0,8 мм (рис. 2) 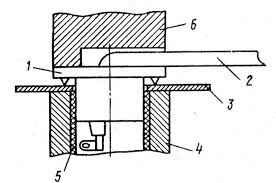
Рис. 2. Схема рельефной сварки тэна с боковиной электрорадиатора: 1 – фланец; 2 – ТЭН; 3 – боковина; 4 – нижний электрод; 5 – диэлектрическая втулка; 6 – верхний электрод
Рельефная сварка на низкочастотной машине МРН-340.01 [3, 4] позволила отказаться от операции ручной сборки боковины с ТЭНом с помощью резьбового соединения. В процессе отработки технологии сварки на Псковском заводе тяжёлого электросварочного оборудования пришлось столкнуться с рядом трудностей. Конструктивные особенности фланца 1, жёстко и герметично соединённого пайкой с ТЭНом 2, при рельефной сварке с боковиной 3, не позволяют осуществить токоподвод по всему периметру фланца 1 из-за наличия на его поверхности двух внешних трубок ТЭНа 2. В этом случае для обеспечения токоподвода на рабочей поверхности верхнего электрода 6 пришлось предусмотреть два специальных паза для выхода трубок ТЭНа 2. В местах пазов фланец прогибается. Возникающий прогиб, сопровождающийся пластической деформацией внешнего кольца фланца на участках пазов верхнего электрода, не должен превышать определенной критической величины, иначе под пазами верхнего электрода 6 в сварных швах возникают дефекты, снижающие прочность и герметичность сварного соединения.
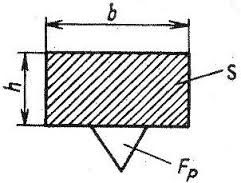
Рис 3. Сечение внешнего кольца осевой плоскостью фланца: b – разница между наружным и внутренним радиусом фланца; h – толщина внешнего кольца фланца; S – сечение внешнего кольца без рельефа; Fp – сечение рельефа.
Очевидно, что снижение прогиба можно обеспечить двумя способами: 1. Повышением жёсткости внешнего кольца фланца за счёт увеличения толщины внешнего кольца h (рис. 3). 2. Снижение пластической деформации внешнего кольца фланца за счёт жёстких режимов сварки [5]. Жёсткий режим характеризуется минимальным временем сварки, высокими градиентами температуры и относительно высокими значениями усилиями сжатия и сварочного тока. Для поиска оптимальной геометрии фланца была проведена серия экспериментов. Толщины внешнего кольца фланцев во время экспериментов изменялись от 1 мм до 6 мм. При этом рельеф на торце фланца вытачивался неизменным, высотой 2 мм (рис. 3).
Сварочный цикл реализуется следующим образом:
Фланец 1 с ТЭНом 2 устанавливается в отверстие листа боковины 3, и все три детали совместно размещаются в отверстие нижнего электрода 4, снабженного для исключения шунтирования диэлектрической втулкой 5. После этого опускается подвижная плита сварочной машины с верхним электродом 6 так, чтобы трубки вошли в пазы электрода 6. Затем прикладывается сжимающее усилие P и пропускается низкочастотный им - пульс электрического тока I св, длительностью t св.
В ходе экспериментальных исследований было установлено:
Для обеспечения качественной сварки необходимым условием является превышение сечения внешнего кольца (без рельефа) S над сечением рельефа Fр более чем в 5 раз.S ≥ 5Fр (1)
При этом должно выполняться условие:
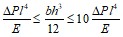 (2)
(2)
где – ДP удельное давление, равное частному от деления усилия сжатия P на площадь поверхности фланца, воспринимающей это усилие; E – модуль упругости материала фланца; l – ширина паза верхнего электрода 6; b – разница между наружным и внутренним радиусами фланца; h – толщина внешнего кольца фланца.
3. Максимальный сварочный ток I св max = 69 кA ;
Сжимающее усилие P = 60 кН;
Длительность импульса тока t св = 0,06 с.
Условие (2) при известных значениях b; l; E; и ДP – примет следующий вид:
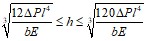 (3)
(3)
При b = 6 мм; l = 9 мм; E = 200000 МПа ; ДP = 76 МПа оптимальная толщина внешнего кольца h фланца будет находиться в пределах 1, 71 мм < h < 3,22 мм.
Внедрение в производство данного способа сварки позволило обеспечить одинаково высокое качество сварки в любой точке кольцевого рельефа за счёт равномерного распределения сжимающего усилия и электрического тока по кольцевому соединению, гарантированную герметизацию, отказаться от механического крепления соединяемых деталей, устранить ручной труд.
Также на ПЗТЭСО отрабатывались режимы рельефной сварки на машине МРН-340.01 дна пневмопистолета с гильзой. Нижний электрод обеспечивал токоподвод гильзе, а верхний электрод к дну пневмопистолета.
При сварке по кольцевым рельефам соединение формируется в твердой фазе. Так как перед сваркой детали подвергаются токарной обработке, формирование рельефа проводится в процессе токарной операции. Для увеличения прогрева более массивной детали рельеф выполняется со стороны донышка.
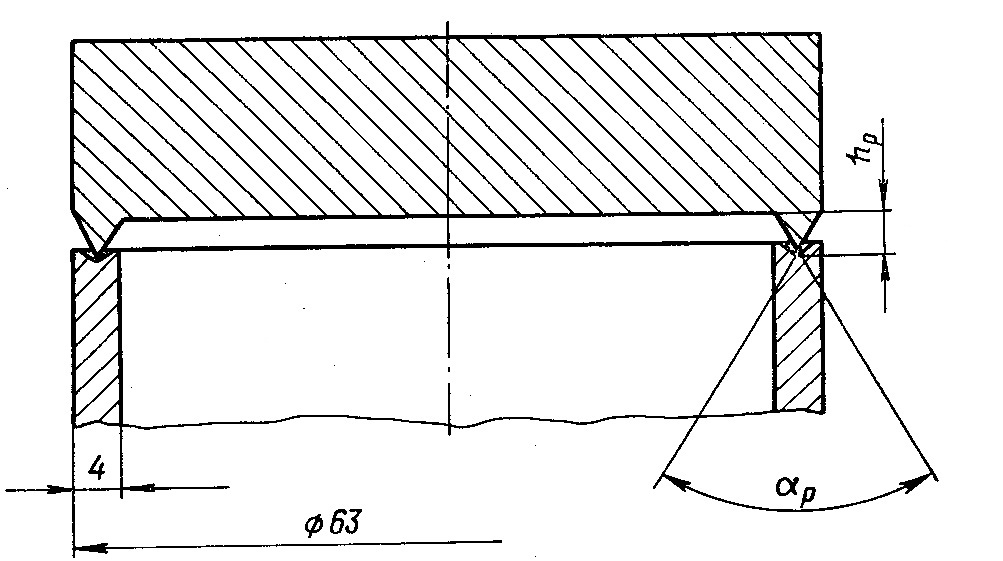
Рис. 4. Крышка с гильзой пневмоцилиндра, свариваемые по кольцевому контуру.
Для выбора оптимального рельефа было изготовлено три типа образцов донышка. Высота рельефа h р (см. рис. 4) у всех составляла 2,0...2,5 мм, отличались они углом при вершине бр), который составлял 45°, 60° и 90°. Более стабильное качество получено у образцов с углом 60° и 90°. Образцы с углом 90° требуют длительного прогрева, при этом возрастают энергетические затраты и деформация гильзы после сварки.
После выбора оптимальной геометрии рельефа (высота 2,5 мм, угол при вершине 60°) была проведена серия экспериментов по оптимизации процесса сварки.
Варьировались следующие параметры: ступень трансформатора, количество низкочастотных импульсов n, длительность импульсов в периодах (при частоте 50 Гц), показания прибора, задающего значение фазовой регулировки, давление предварительного сжатия P1 и проковки Р2. Эксперименты, проведенные на 100 образцах, показали, что наилучшее качество получается на седьмой ступени трансформатора, P1 = 30 кН, Р2 = 70 кН; n = 3 импульса, в первом импульсе 5 периодов (t=0,1 c) при фазовой регулировке 7, во втором и третьем импульсах по 6 периодов (t=0,12 c) при фазовой регулировке 9.
В процессе исследований установлено, что возможности применения предельно жестких режимов ограничены электродинамическим противодействием, снижающим усилие проковки. При увеличении расстояния между плитами и снижении ступени трансформатора этот эффект существенно ослабевает.

Рис. 5. Схема сварки щелевых сеток.
Была разработана технология сварки щелевых сеток из нержавеющей стали длиной 1360; 2000 мм, шириной 300; 400 мм (см. рис. 5). Справа от машины МРН-340.01 расположен стол укладки колосников 4, слева - приемный стол 1. На верхней плите машины смонтирован верхний электрод 2, а на нижней плите - нижний электрод 5.
Колосники 6 укладываются в пазы нижнего электрода с одной стороны, другая сторона колосников опирается на стол 4. После операции укладки на колосники накладывается поперечная планка 7, опускается верхний электрод, производится сварка, верхний электрод поднимается. Затем колосники извлекаются из пазов нижнего электрода, сваренный участок решетки перемещается на необходимый шаг в сторону приемного стола, колосники вновь укладываются в пазы, нижнего электрода, и цикл повторяется.
Параметры режима сварки щелевой сетки длиной 2000 мм, шириной 300 мм, с шириной щели 1,8 мм (71 перекрестие) приведены ниже.
Сварочное усилие, P1 60 кН
Усилие проковки, P2 75 кН
Ступень трансформатора 6
Амплитудное значение сварочного тока 60 кА
Длительность сварочного импульса, пер 9 (0,18 с)
Количество импульсов (полуволн) сварки 1
Время проковки 2 с
Показания задатчика фазового регулирования
сварочного тока 8
С внедрением технологии сварки щелевых сеток повысилась производительность труда, уменьшился расход металла на 1 кв. м сетки, снизилась доля ручного труда.
Серьёзным успехом в своё время стала разработка технологии инженерами Псковского завода ТЭСО технологии сварки тормозных колодок барабанного тормоза легковых автомобилей. В отличие от известного ранее контактно-рельефного метода роликовой сварки барабанных тормозных колодок [6], когда рельефы обода колодки привариваются к ребру поочерёдно, при сварке тормозной колодки все 6-10 рельефов обода привариваются к ребру одновременно за один ход подвижной плиты машины МРН – 340.01. Сварочная оснастка для сварки колодок представлена на рис. 6. Нижний электрод 2 обеспечивает токоподвод к боковой поверхности ребра, а верхний электрод 1 к ободу, повторяя радиус кривизны обода. Для фиксации обода перед сваркой используются упоры 3. Усилие зажатия ребра обеспечивается пневматическим зажимным устройством нижнего электрода.
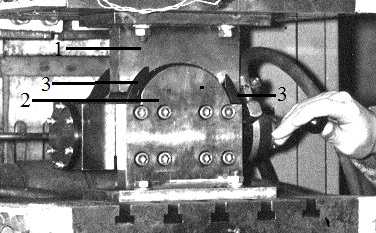
Рис. 6 Оснастка для сварки тормозных колодок легкового автомобиля
Время сварки не превышало 0,12 с, то есть существенно меньше, чем при роликовой сварке колодок. Кроме этого, при одновременной сварке всех рельефов на МРН – 34001 отпадает необходимость изменения, при переходе от первого рельефа к последующим, величины и момента включения сварочного тока по причине возникновения и изменения токов шунтирования при поочерёдной сварке рельефов колодки. При одновременной сварке всех рельефов на МРН-34001 ток шунтирования отсутствует, что снижает энергопотребление на сварку.
Кроме показанных выше изделий на машине МРН – 34001 сваривают:
листы 2+2 мм из малоуглеродистой стали, с числом рельефов до 20, расположением их в контуре шириной до 200 мм;
твердосплавные пластины к режущему инструменту;
прокат конструкционной стали с быстрорежущей сталью диаметром до 40 мм, с предварительным фрезерованием на торцах свариваемых заготовок рифлений с шагом 2-4 мм; при этом длина сваренного изделия не должна превышать 370 мм.
сетки, типа полок холодильника, из нескольких прутков;
одиночные стержни арматуры диаметром до 30 мм;
блоки шестерен по рельефу диаметром до 70 мм;
патрубков диаметром до 80 мм;
стержней диаметром до 60 мм с листовым прокатом
Машина обеспечивает сварку деталей из алюминиевых и титановых сплавов, жаропрочных и нержавеющих сталей различной конфигурации. И это далеко не все её возможности.
Современные машиностроительные предприятия в условиях рынка и импортозамещения сталкиваются с необходимостью выпуска разнообразной продукции относительно небольшими партиями. Поэтому сварочное оборудование должно обладать универсальностью, высокой производительностью, способностью быстрой переналадки с одного изделия на другое, и при этом гарантировать высокое качество продукции, высокий уровень автоматизации. Всем этим требованиям отвечает машина МРН - 340. Замена сварочной оснастки, которая заключается в переустановке электродов, постов загрузки-разгрузки заготовок, изделий, а также в переустановке режимов сварки, занимает не более 30 - 40 минут. Универсальность машины обеспечивает повышение коэффициента использования оборудования. Высокое качество сварки обеспечивается экспоненциальной формой импульсов тока низкой частоты при ступенчатом изменении силы сжатия - проковки.
Список литературы:
Электронный ресурс http://www. pskovelectrosvar. ru/products/1_49/ , , . Оборудование контактной сварки : Изд-во Урал. ун-та, – Екатеринбург; 2014. – 144 с. ISBN 978-5-7996-1192-7 . Технология контактной рельефной сварки листовой заготовки с фланцем при неполном токоподводе // Труды Псковского политехнического института 2011 г, № 15.3. Машиностроение. Электротехника; С. 311- 313. , . Способ рельефной сварки // Авторское свидетельство № 000 .-Приоритет от 01.01.2001. Зарегистрировано в Гос. реестре изобретений СССР 15.01.1989. , , . Особенности рельефной сварки на жёстких режимах с использованием низкочастотной машины МРН-340 // Автоматическая сварка. АН УССР.-Киев: ИЭС им. , 1989.- №12.-С.34-36 . Технология и оборудование рельефной сварки., М.:Машиностроение, 1978, с. 93.
