

На гребенках УВР имеется соломоотбойный зуб (рисунок 11). Это небольшой элемент гребенки, который выполняет две функции: сдерживание попадания крупных фрагментов массы после обмолота (соломы) и образование «воздушного флажка» на выходе воздушного потока за гребенку. Воздух обтекает зуб с двух сторон и, соединяясь за ним, несколько ускоряется. Таким образом, по всей площади решета образуется множество воздушных «флажков», которые как бы «прошивают» массу над решетом, улучшая сепарацию. По сути дела образуется эффективное вентилирование.
За счёт высокой сепарации значительно увеличилась производительность машин, снизились потери. Решета имеют высокую самоочистку и ряд других преимуществ по сравнению со стандартными или штатными решетами (рисунок 12).
Названные достоинства позволяют эффективно использовать воздушный поток от вентилятора комбайна. Оптимальный результат очистки обеспечивается при умеренной мощности вентилятора.
Это позволяет значительно увеличить скорость уборки как при прямом комбайнировании, так и при подборе валков хлебной массы, получить чистое зерно без примесей (при правильной регулировке решет) при минимальной потере зерна.


После УВР После стандартных решет
Рисунок 12 – Потери зерна за зерноуборочными комбайнами
Конструктивные особенности универсальных высокопроизводительных решет обеспечивают следующие положительные эффекты:
- получается высокое качество очистки зерна;
- очистка никогда не забивается при экстремальных условиях уборки (моросящий дождь);
- высокая самоочистка и соломоотбойные пальцы исключают попадание соломы;
- возможна уборка всех злаковых при одной и той же основной регулировке;
- пропускная способность молотилки возрастает на 15,0 %;
- при одинаковых потерях зерна скорость комбайнов возрастает до 3 км/ч;
- на 30,0 % меньше потерь зерна по сравнению со штатными решетами.
Таблица 3 – Агротехническая оценка молотилки комбайнов
Показатель | ТУ на | Значение показателя |
«Лида-1300» | с УВР | со штатными решетами |
Пропускная способность молотилки (расчетная), кг/с Качество зерна из бункера комбайна, %: дробление сорная примесь | 7-9 не более 2,0 не более 2,0 | 7,52 0,6 0,6 | 7,30 1,1 1,2 |
Эксплуатационно-техническая оценка показала, что производительность комбайна «Лида-1300» с УВР за час основного времени выше на 0,6 т/ч. Рабочая скорость движения комбайна увеличилась с 7,06 до 8,58 км/ч (жатка – 7 м), то есть возросла на 21,5 %. Наработка на отказ УВР составила более 120 часов.
Однако если не отрегулированы как надо все предыдущие узлы, замена решет ничего не даст. Деньги будут выброшены на «ветер».
Для повышения эффективности очистительного устройства комбайнов в комплект УВР дополнительно входит вспомогательное устройство соломотряса (ВУС), применение которого позволяет увеличить эффективность работы соломотряса на 25,0 % (рисунок 13).
Таблица 4 – Показатели сравнительной экономической эффективности
Показатель | Значение показателя | Индекс изменения показателя, % |
базовый | новый | ||
Цена техники по данным предприятия-изготовителя, руб. Совокупные затраты, руб./т Затраты труда, чел.-ч/т Удельный расход топлива, кг/т Годовой экономический эффект, тыс. руб. | 4530000 772,73 0,073 2,30 | 4530000 663,88 0,071 2,26 178,11 | -14,1 -2,9 -1,9 |


Рисунок 13 – Вспомогательное устройство соломотряса (ВУС) комбайнов
Повышение эффективности использования комбайнов организационно-технологическими мероприятиями
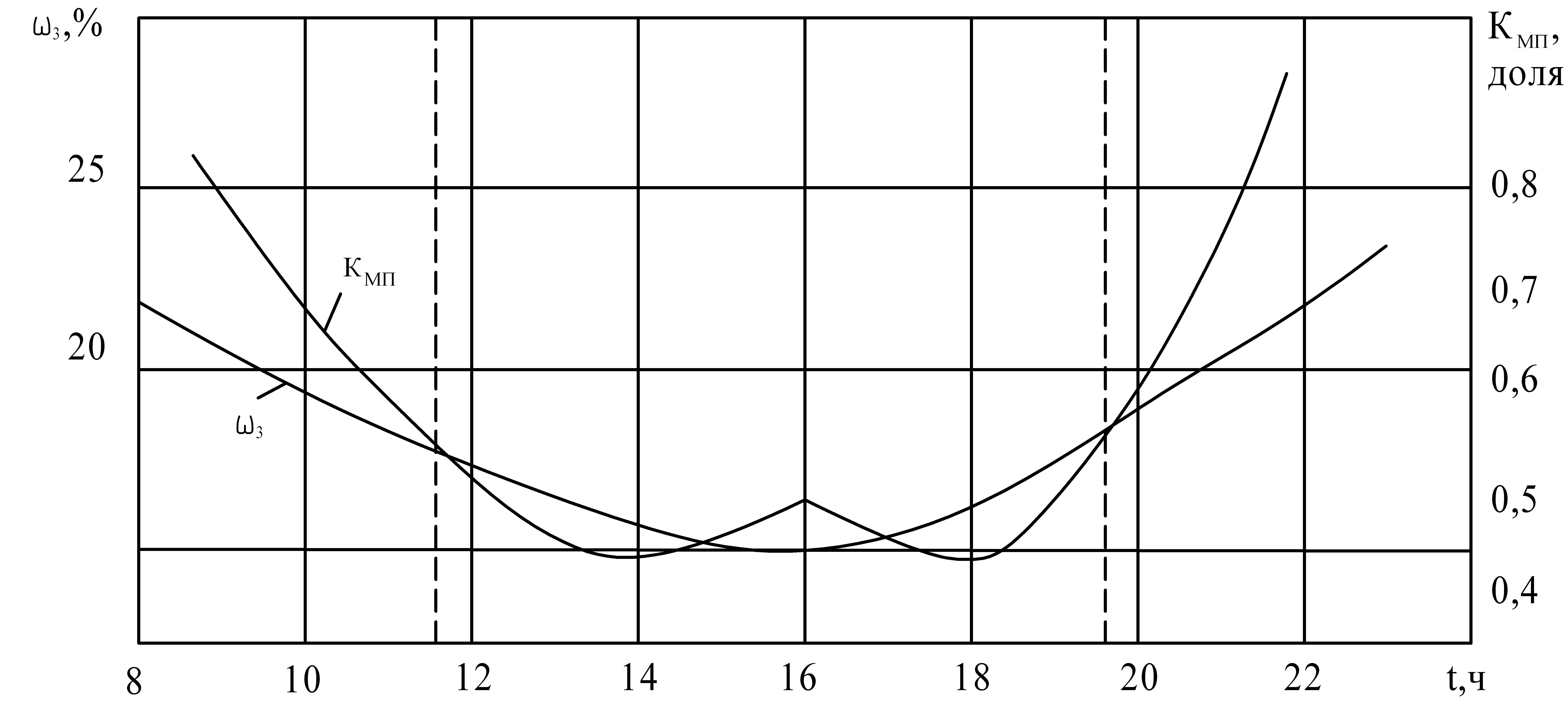
Повысить экономическую эффективность использования дорогостоящих комбайнов, в частности «Дон-1500Б», «Вектор», «ACROS-530» и других моделей, возможно увеличением суточной продолжительности работы машин до 20-22 часов, поскольку конструкторские особенности МСУ позволяют такой режим их использования. Однако в этом случае происходит рост суточной влажности зерна, что влечет за собой увеличение микроповреждения зерна, от которых зависят технологические и семенные свойства зерна (рисунок 14).
1 2 3
Рисунок 14 – Периоды формирования партий зерна по механическим микроповреждениям при суточной продолжительности обмолота хлебной массы комбайнами:
Wз – влажность зерна, %; Кмп – механические микроповреждения зерна, доля: 1 – период утренний; 2 – основной период; 3 – вечерний период
Результаты расчетов свидетельствуют, что при суточной продолжительности использования комбайнов 8-10 и 12-14 часов будет получено соответственно 30,0-44,0 % и 30,0-25,0 % зерна с минимальным травмированием 39,0 % при среднем в первом случае от 49,0 до 44,0 %.
Советы комбайнеров
В первую очередь многое зависит от комбайнёра. Полностью избежать потерь невозможно, будь то отечественный или импортный комбайн. У каждой марки есть свой допустимый процент потерь зерна. Вот небольшие рекомендации при работе на комбайнах «Дон-1500Б», «Вектор», «ACROS-530», «Енисей», «Полесье» и других:
- в начале каждой смены сделать осмотр уплотнений между жаткой, проставкой, наклонной камерой. Залезть под комбайн и посмотреть уплотнения стрясной доски;
- фартук над клавишами если порвётся, то поток ветра от барабана выдувает зерно на землю;
- не лениться утром осматривать и очищать решета;
- многое зависит от скорости комбайна. Обороты мотовила должны соответствовать скорости комбайна, особенно в поздние сроки уборки, когда зерно уже самоосыпается из колоска;
- в процессе работы не лениться полазить на коленках за комбайном. Посмотреть какое качество половы;
- при переходе с одного поля на другое снова проверить потери. Много потерь идет с ворохом, когда колос «запечённый» в недождливый год. Часто встречается;
- регулировки оборотов вентилятора и зазора решет зависят от засорённости, влажности, погодных условий. Много потерь идёт на уклонах.
4.3. Технические требования на узлы уборочных машин
5.3.1. Режущий аппарат
5.3.1.1. Комбайн «Нива»
1. Ножевая полоса должна быть прямолинейной. Допустимый плавный выгиб в горизонтальной плоскости - не более 1 мм на 1 м длины. Добиваются рихтовкой ножевой полосы.
2. Все сегменты должны прилегать к ровной плоскости (хорошо отфугованной доске и пр.). Допустимое отклонение вершин сегментов - не более 0,3 мм. Больший зазор устраняют рихтовкой сегментов и ножевой полосы, а также предотвращением скручивания последней.
3. Выбраковочные размеры деталей режущего аппарата:
- диаметр сферы головки пальца коромысла - менее 31,5 мм; толщина направляющей головки - менее 7 мм; длина выкрошенной части режущих кромок сегментов - более 5 мм; ширина ножевой полосы - менее 20,5 мм; толщина рабочей кромки прижимов ножа - менее 3,5 мм; толщина рабочей кромки пластины трения - менее 2 мм.
Нож от руки должен свободно перемещаться в пальцевом брусе.
4. Зазоры между сегментами и пальцами должны быть: у основания - 0,3-1,5 мм, у носка - 0-0,3 мм. Увеличение зазора у носка до 0,8 мм и у основания до 2 мм допускается не более чем у 30% пальцев. Регулируют рихтовкой пальцев или прокладками в месте их крепления. Даже при таком состоянии режущего аппарата можно работать на высоком срезе на скоростях не выше 6 км/час. Поэтому зазоры в режущих парах по вершинам сегментов не должны превышать 0,3 мм, а по основанию - не более 0, 6 мм без каких-либо исключений.
5. Зазор между прижимами ножа и сегментами должен быть 0,1-0,7 мм. Регулируют прокладками или подгибом прижимов.
6. В крайних положениях ножа середины сегментов должны совпадать с серединами пальцев. Несовпадение допускается до 5 мм. Регулируют изменением длины шатуна.
7. Соединительное звено (центр шарнира) относительно линии ножа должно отклоняться вперед-назад на 2,5 мм. Суммарный зазор между витками пружины болта соединительного звена – 2-3 мм. При этом шаровые головки в гнездах должны поворачиваться свободно, но без люфта. Недопустимо пружину (резиновый демпфер) сильно затягивать, так как это приведет к быстрому износу сопряженных деталей из-за вытекания смазки вследствие их перегрева. При нормальной затяжке смазки должно хватать на 8 часов работы, после чего смазку требуется повторить.
4.3.1.2. Комбайн «Дон»
Ножевая полоса должна быть прямолинейной. Допустимый плавный выгиб в горизонтальной плоскости - не более 1 мм на 1 м длины. Добиваются рихтовкой ножевой полосы. Все сегменты должны прилегать к ровной плоскости (хорошо отфугованной доске и пр.). Допустимое отклонение вершин сегментов - не более 0,3 мм. Больший зазор устраняют скручиванием ножевой полосы. Зазор между прижимами ножа и сегментами должен быть 0,1-0,7 мм. Регулируют прокладками или подгибом прижимов. Зазор между носками сегментов и пальцами должен быть 0-0,3 мм. Допускается зазор до 0,8 мм у 30 % режущих пар. В задней части зазор между сегментами и пальцами должен быть до 0,8 мм у 70 % режущих пар, 0,8-1,5 мм не более чем у 20 % и 1,5-2 мм не более чем у 10 % режущих пар. Необходимые зазоры устанавливают рихтовкой или с помощью регулировочных прокладок. Даже при таком состоянии режущего аппарата можно работать на высоком срезе на скоростях не выше 6 км/час. Поэтому зазоры в режущих парах по вершинам сегментов не должны превышать 0,3 мм, а по основанию - не более 0, 6 мм без каких-либо исключений. Центр шарового шарнира рычага колебателя МКШ относительно центра сферического шарнира головки ножа по вертикали при перемещении ножа должен подниматься вверх и опускаться вниз на 2,5-3 мм. Регулируют смещением рычага колебателя по рифленым поверхностям. При нарушении этой регулировки быстро изнашиваются направляющие головки ножа и щечки самой головки. Вертикальный зазор между щечками головки ножа и направляющими должен быть 0,1-1,5 мм. Главная причина выхода МКШ со строя является неправильный подбор регулировочных прокладок зажатия подшипника качающейся шайбы. Устраняют динамической балансировкой на специальном стенде.4.3.2. Шнековый транспортер жатки

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 |
