
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Шлифование резьбы однониточным шлифовальным кругом (рис. 1.) производится кругом, профиль которого соответствует профилю:
|
Рис.1. |
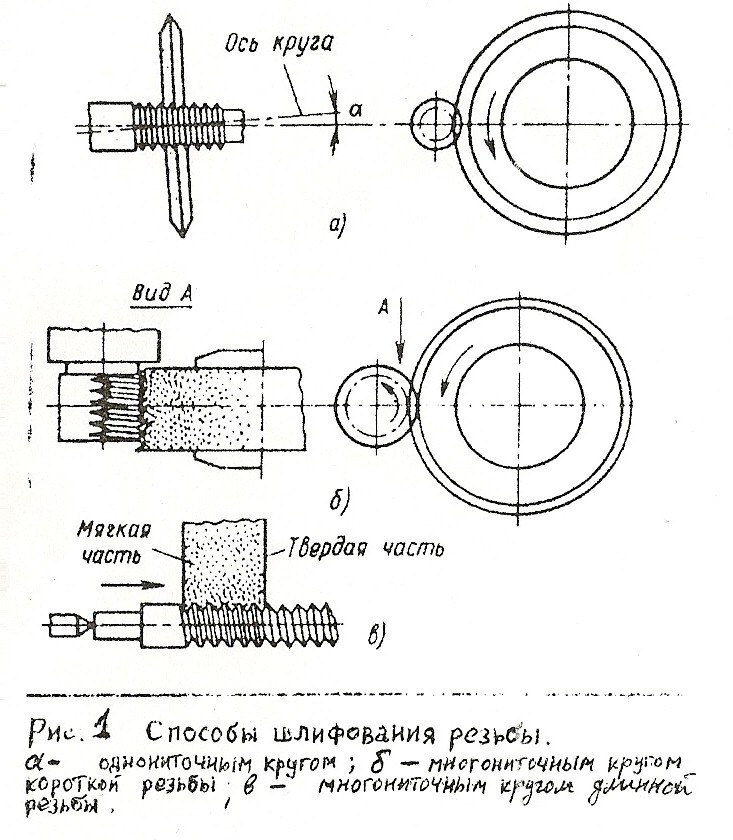
а) одной впадины резьбы
б) одного выступа резьбы
в) одной впадины и одного выступа резьбы
Ось шлифовального круга при однониточном шлифовании (рис. 1) устанавливают под углом б…:
а) профиля резьбы
б) наклона винтовой нарезки
в) конусности резьбы
При однониточном шлифовании (рис. 1) главное вращательное движение получает …, круговую подачу получает …, продольную подачу получает…:
а) шлифовальный круг, заготовка, шлифовальный круг
б) шлифовальный круг, заготовка, заготовка
в) заготовка, шлифовальный круг, шлифовальный круг
г) заготовка, шлифовальный круг, заготовка
Шлифование резьбы многониточными кругами по сравнению с однониточными:
а) значительно производительней, но требует больше времени на наладку
б) менее производительно, но требует меньше времени на наладку
в) значительно производительней и требует меньше времени на наладку
г) менее производительно и требует больше времени на наладку
Шлифование многониточным кругом производится при … установке шлифовального круга, когда оси круга и заготовки …:
а) горизонтальной, скрещиваются
б) горизонтальной, параллельны
в) горизонтальной, пересекаются
При врезном шлифовании многониточным кругом (рис. 1) круг получает:
а) главное вращательное движение
б) поперечную подачу на глубину профиля резьбы
в) круговую подачу на половину оборота, а затем полный оборот
г) перемещение вдоль своей оси
При врезном шлифовании ширина круга должна:
а) превышать длину резьбы более чем на 2 шага
б) превышать длину резьбы не более чем на 2 шага
в) превышать длину резьбы более чем на 4 шага
г) превышать длину резьбы не более чем на 4 шага
Многониточные круги не используют при шлифовании резьб:
а) крупных профилей
б) с малым углом подъема
в) с большим углом подъема
г) мелкого шага
Продольное шлифование резьб (рис.1.) применяют при шлифовании:
а) коротких резьб
|
Рис.1. |

б) деталей с кольцевой нарезкой (резьбовых фрез)
в) длинных резьб
При продольном шлифовании (рис.1) круг получает:
а) главное вращательное движение
б) поперечную подачу при обработке резьбы
в) круговую подачу
г) продольную подачу с шагом резьбы
При продольном шлифовании резьбы длиной до 200 мм шлифуют кругом шириной … мм, а резьбы большей длины – кругом шириной … мм:
а) 10, 30
б) 20, 40
в) 10, 20
г) 30, 40
Точность резьбошлифовальных станков определяет:
а) качество деталей наиболее ответственных механизмов
б) качество режущего инструмента
в) качество мерительного инструмента
Резьба может быть мелкой на …, крупной на …, малой длины у … и большой длины у …:
а) червяках, шпинделях, калибров, ходовых винтов
б) шпинделях, червяках, ходовых винтов, калибров
в) шпинделях, червяках, калибров, ходовых винтов
г) червяках, шпинделях, ходовых винтов, калибров
Компоновка резьбошлифовального станка аналогична:
а) внутришлифовальным станкам
б) круглошлифовальным станкам
в) плоскошлифовальным станкам
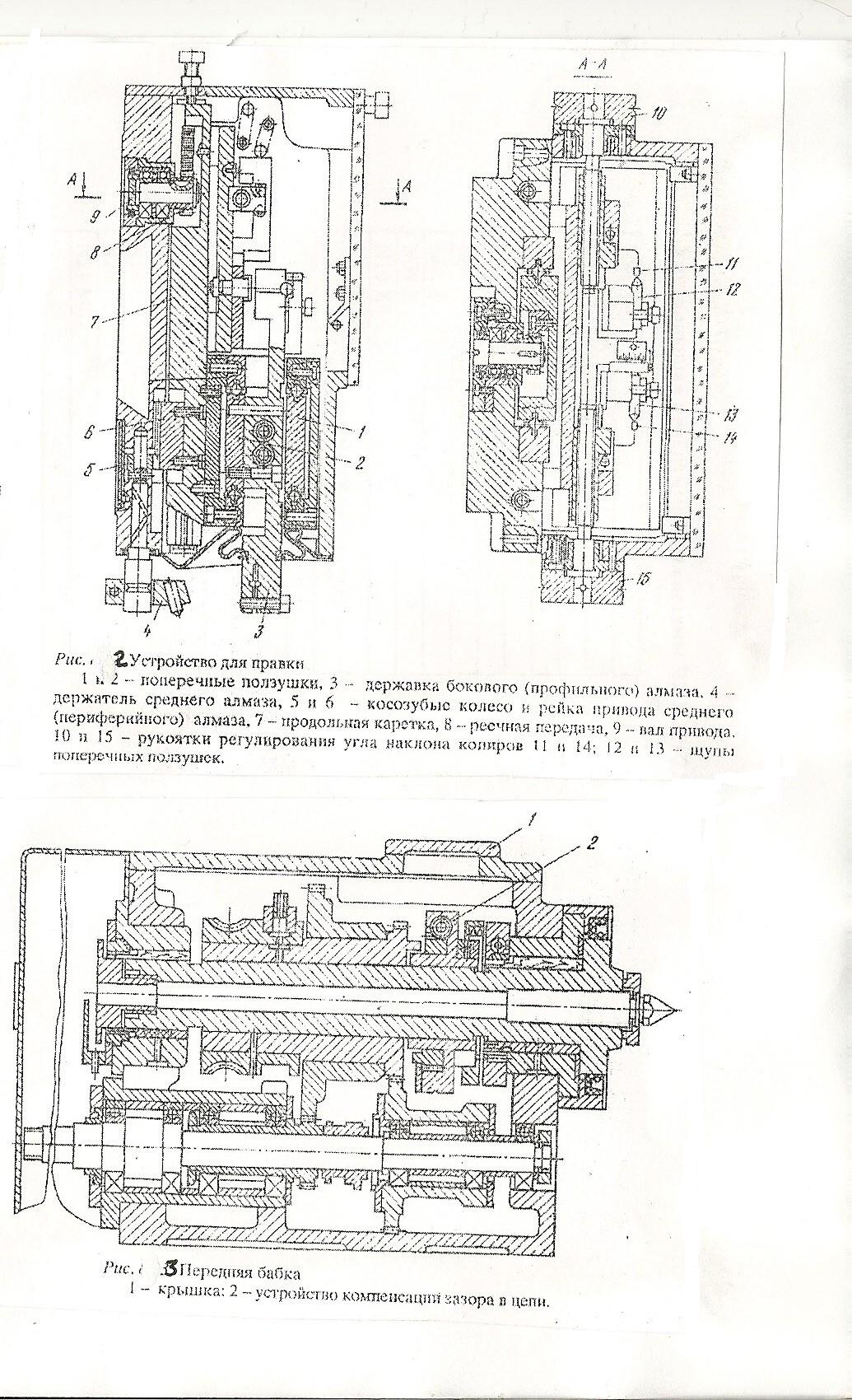
|
Рис.2. |
г) бесцентрово-шлифовальным станкам
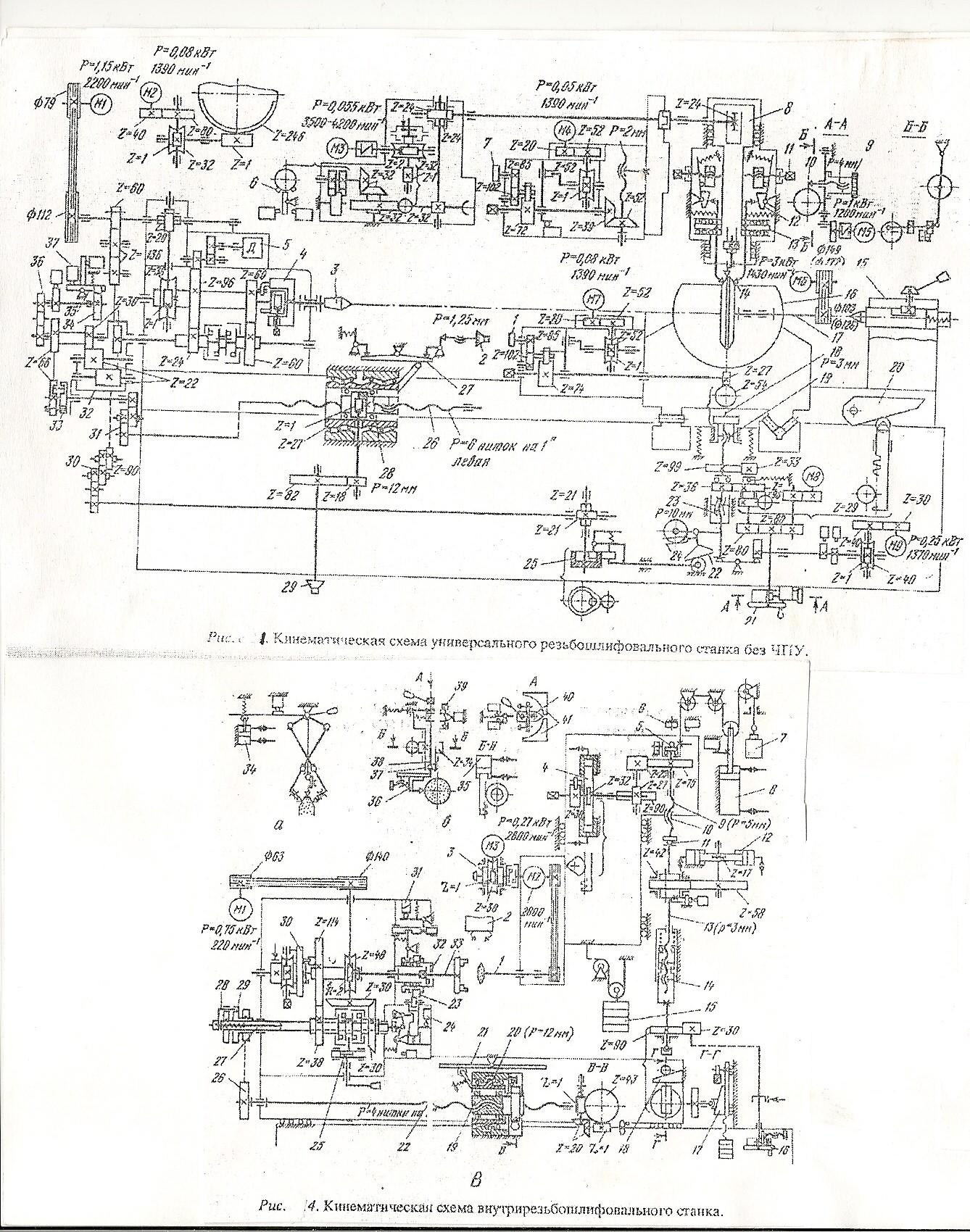
Продольную подачу получает (рис. 2):
а) шлифовальная бабка 16
б) шлифовальный шпиндель 17
в) передняя бабка со шпинделем
г) задняя бабка 15
д) стол
Движение круговой, продольной и поперечной подачи осуществляется от двигателя (рис. 2):
а) М1
б) М2
в) М3
г) М4
Винторезная цепь (рис. 2) связывает через гитару сменных колес … шпиндель … с ходовым винтом …:
|
Рис.2. |
а) 18, 17, 19
б) 30, 4, 26
в) 31, 3, 26
г) 31, 3, 28
В винторезной цепи (рис.2) шлифование при обратном ходе стола обеспечивает:
а) датчик 5
б) механизм 4
в) водило 32
При делении (рис. 2) электромагнит… выдергивает фиксатор … из паза делительного диска…:
а) 37, 35, 34
б) 33, 32, 31
в) 2, 27, 28
Позиция 28 (рис. 2) обозначает:
а) ходовую гайку
б) ходовой винт
в) коррекционный винт
Установочное движение шлифовальной бабки (рис. 2) осуществляется от …, при этом вращается винт…:
а) маховичка 21, 23
б) маховичка 21, 18
в) двигателя М8, 23
г) двигателя М8, 18
Быстрый отвод-подвод шлифовальной бабки (рис. 2) осуществляется от:
а) двигателя М8
б) двигателя М7
в) двигателя М9
г) двигателя М6
Поперечная подача шлифовальной бабки (рис. 2) для шлифования конической резьбы осуществляется от копира:
а) 20
б) 22
в) 24
г) 25
Движение затылования или поперечное врезание (рис. 2) обеспечивается от кулачка:
а) 20
б) 22
в) 24
г) 25
Компенсация уменьшения диаметра круга при правке (рис. 2) осуществляется от двигателя:
а) М3
б) М4
|
Рис.2. |
в) М7
г) М8
Продольное перемещение толкателя ползушки преобразуется в поперечное перемещение шлифовальной бабки за счет клиновой линейки (рис. 2) при:
а) установочном движении
б) быстром отводе-подводе
в) шлифовании конических резьб
г) затыловании или врезании
д) компенсации уменьшения диаметра круга
Вращается и перемещается гайка 19 (рис. 2) при:
а) установочном движении
б) быстром отводе-подводе
в) шлифовании конических резьб
г) затыловании или врезании
д) компенсации уменьшения диаметра круга
От двигателя М3 (рис. 2) перемещается:
а) продольная каретка 8
б) поперечные ползушки 13
в) боковые алмазы 14
Рукоятка 11 (рис. 2):
а) вращает колесо Z24
б) устанавливает угол шлифуемого профиля (наклон копира)
в) перемещает правящее устройство для углубления алмазов
|
Рис.3. |
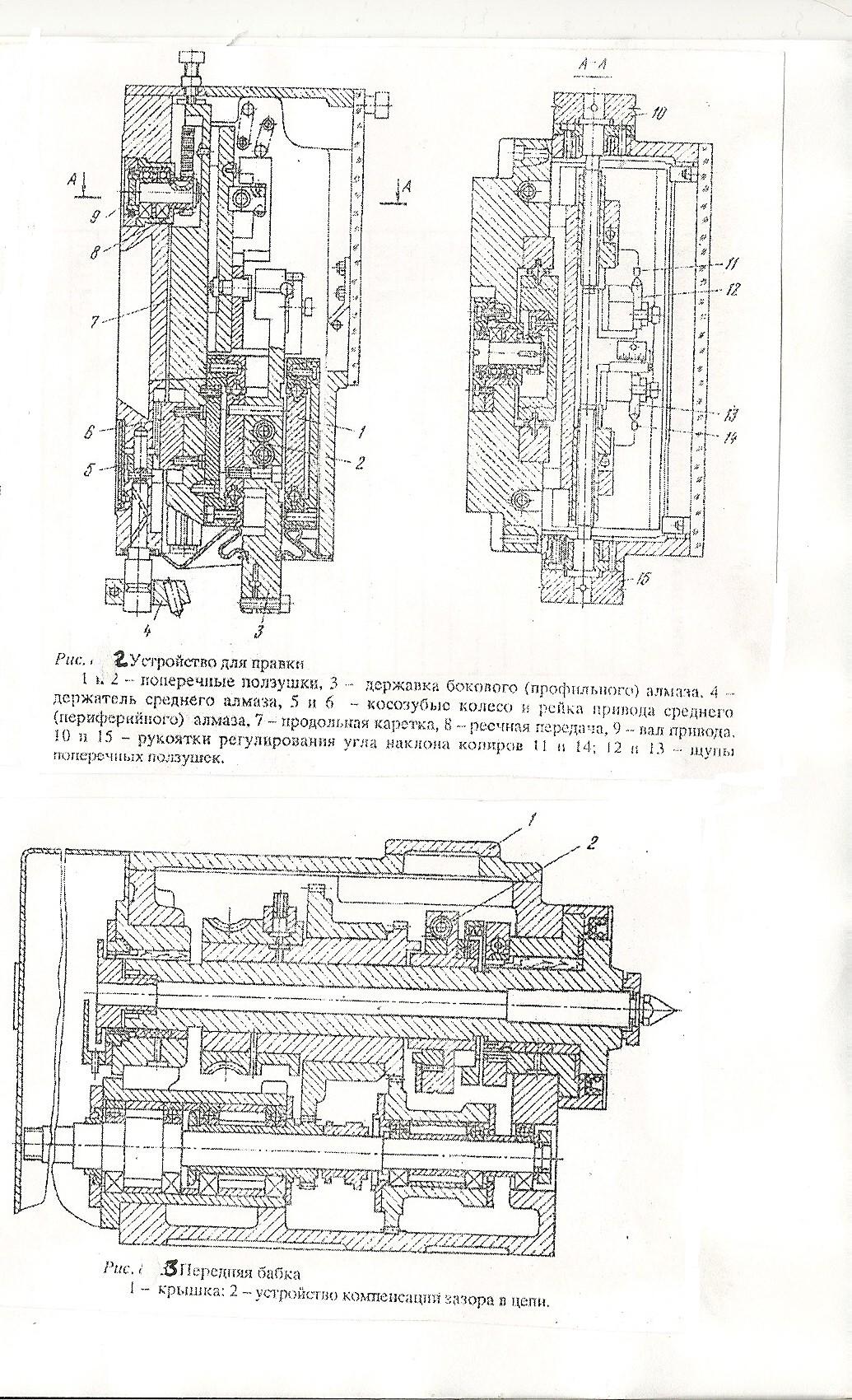
а) 3
б) 4
в) 5
г) 6
На рис. 3 позиции 12 и 13 означают:
а) поперечные ползушки
б) косозубые колесо и рейка привода среднего алмаза
в) щупы поперечных ползушек
г) копиры
На рис. 3. продольная каретка обозначена позицией:
а) 1
|
Рис.3. |
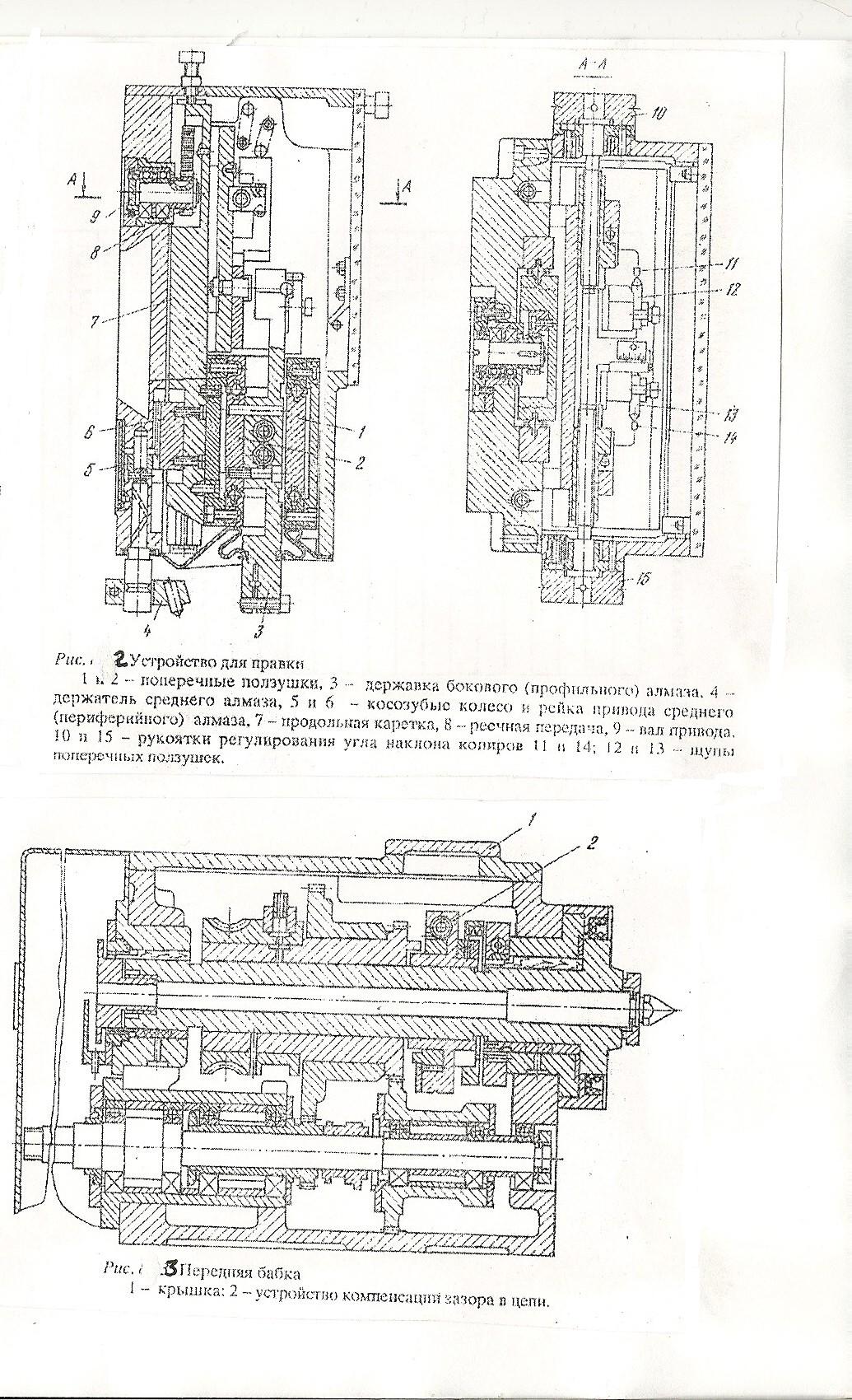
б) 2
в) 3
г) 7
На рис. 3 позиция 8 означает:
а) реечная передача
б) поперечная ползушка
в) вал привода
г) державка бокового алмаза
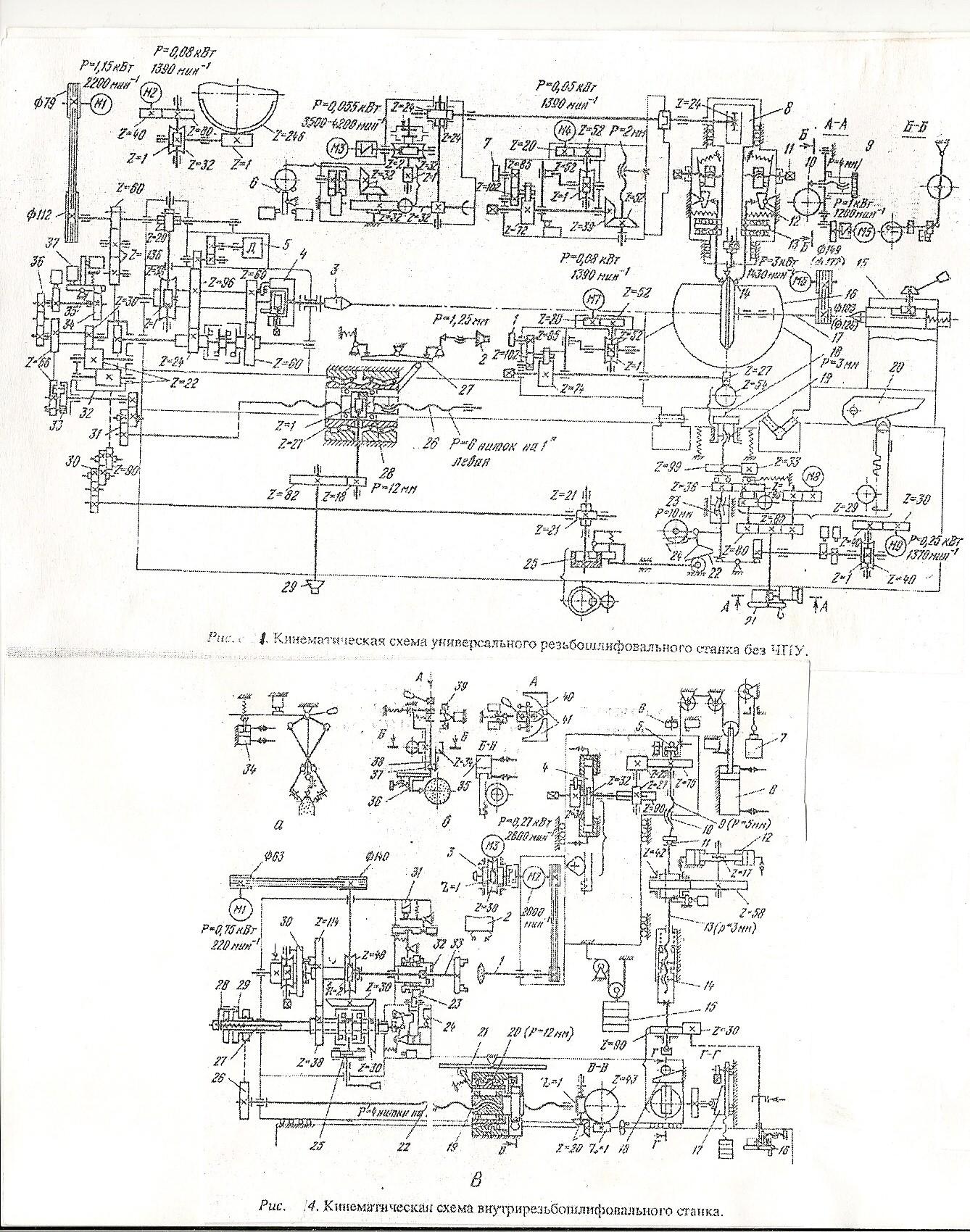
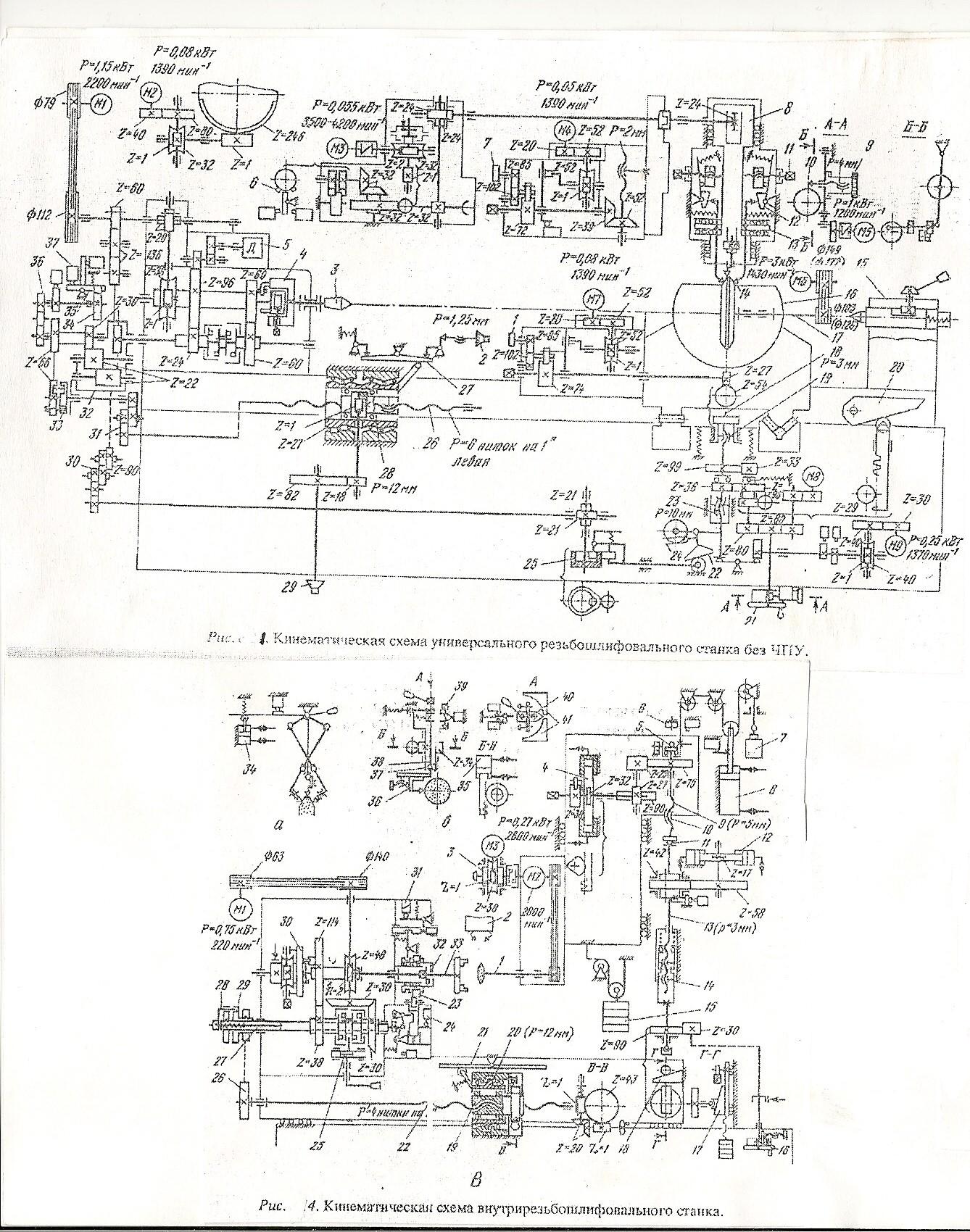
На рис. 4 изображена:
а) задняя бабка
б) передняя бабка
в) коробка подач
г) делительная головка
На рис. 4. позиция 2 означает:
|
Рис.4. |
а) поводок
б) устройство точной подачи
в) устройство компенсации зазора в цепи
г) гильза
На рис. 5. позиция 30 означает:
а) поводок
б) устройство точной подачи
в) устройство компенсации зазора в цепи
г) гильза
Деление включается (рис. 5):
а) рейкой 25
б) переключателем 24
|
Рис.5. |
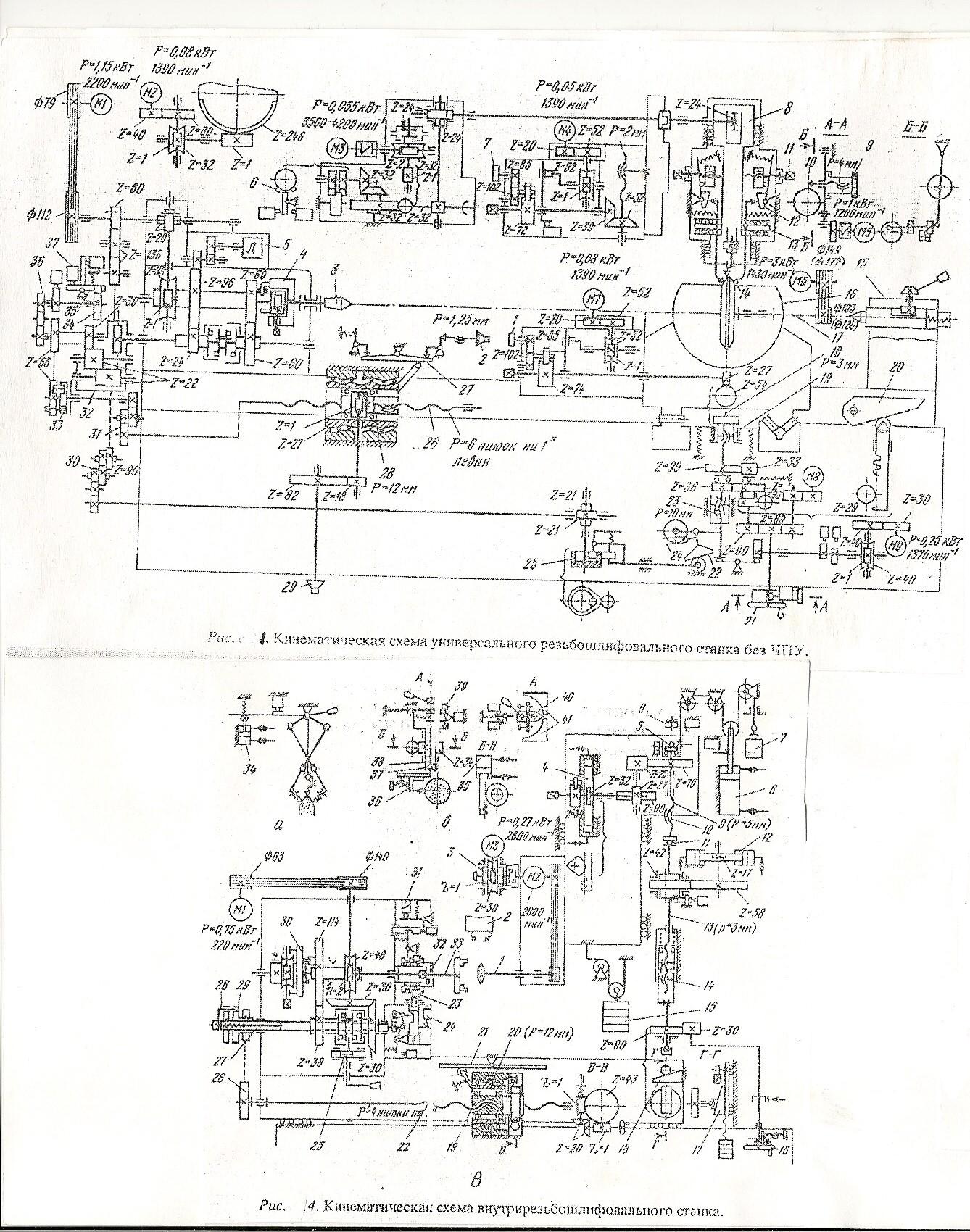
в) электромагнитом 31
г) диском 29
Наклоненная линейка, корректирующая движение стола (рис. 5) – это позиция:
а) 21
б) 20
в) 18
г) 17
Шлифовальный шпиндель (рис. 5) при обработке получает вращение от двигателя:
а) М1
б) М2
в) М3
На рис. 5 гидроцилиндр - это позиция:
а) 7
б) 8
в) 34
г) 35
