

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
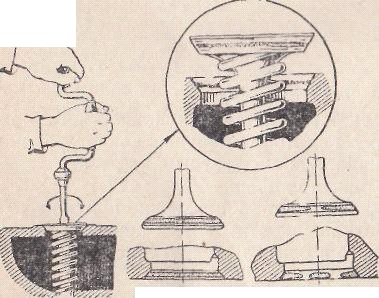
Между патроном коловорота и плоскостью тарелки клапана помещают кусок гудрона (смолы). Далее при помощи коловорота клапан вращают вправо и влево, постепенно поворачивая его кругом. При каждой перемене направления вращения коловорот приподнимают на 2—4 мм. Вместе с ним под действием пружины приподнимается и клапан. Через каждые 20—30 поворотов на клапан наносят новую порцию притирочного вещества.
Притирка клапанов ГРМ.
Притирку заканчивают после получения на фасках сплошного матового пояска нужной ширины.
Задание 4.
Контроль качества притирки.
Контроль притирки. Качество притираемых поверхностей проверяют на краску. На хорошо притертых поверхностях краска равномерно ложится по всей поверхности. Плоскостность при притирке проверяют лекальной линейкой с точностью 0,001 мм.
Параллельность плоскостей проверяют микрометром, индикатором или другим рычажно-механическим прибором.
Заданный профиль поверхности проверяют шаблонами, лекалами по методу световой щели.
Углы проверяют угольниками, угломерами, угловыми плитками шаблонами.
Притирку клапанов проверяют керосином. Головку блока собирают, на клапана устанавливают пружины, переворачивают и в камеры сгорания заливают керосин. Если он не протекает, клапан притерт хорошо.
Заполнить таблицу:
№ п/п | Наименование вопроса | Запись о наблюдении |
1 | Что используют в качестве притирочного материала? | |
2 | Какие действия включает притирка плоских поверхностей? | |
3 | Что надо сделать, если нагрелась притираемая деталь? | |
4 | Что используют при притирке узких деталей? | |
5 | Какое приспособление применяют при притирке конических поверхностей? | |
6 | В каком случае выполняют притирку клапанов двигателя? | |
7 | Какой инструмент необходим для притирки клапанов? | |
8 | Какие действия выполняют при притирке клапана? | |
9 | Как проверяют качество притирки клапана? |
Практическое занятие № 21
Пайка деталей.
Цель: Практическое выполнение соединения деталей при помощи пайки.
1. Оборудование и инструмент:
1.Паяльники электрические.
2.Мягкие припои.
3.Твердые припои.
4.Напильники для зачистки швов.
Меры безопасности
Вводный инструктаж
Основными условиями безопасной работы являются:
Спецодежда должна быть без свисающих завязок, рукава надо застегнуть или закатать выше локтя.
Рабочее место необходимо содержать в чистоте и порядке.
Перед работой нужно разложить инструмент в соответствующем порядке.
Инструмент (паяльники, напильники) должен обеспечить безопасную работу, т. е. должен быть чистым, исправным и хорошо подогнанным.
- рабочее место паяльщика должно быть оборудовано местной вентиляцией; не допускается работа в загазованных помещениях; пользоваться только разведенной кислотой. При разведении кислоту следует вливать в воду тонкой струей, непрерывно помешивая раствор. Запрещается лить воду в кислоту; при нагреве паяльника соблюдать общие правила безопасного обращения с источником нагрева; работать электрическим паяльником, ручка, которого должна быть сухой и не проводящей тока.
Задания:
1.Ответить на контрольные вопросы преподавателя по теоретическому материалу и предыдущему практическому занятию:
- Что используют в качестве притирочного материала?
- Какие действия включает притирка плоских поверхностей?
- Что надо сделать, если нагрелась притираемая деталь?
- Какое приспособление применяют при притирке конических поверхностей?
- Какой инструмент необходим для притирки клапанов?
- Как проверяют качество притирки клапана?
2.Внимательно прослушать порядок выполнения упражнения;
3.Выполнить задания:
4. Пайка мягкими припоями.
5.Пайка твердыми припоями.
6.Облуживание деталей.
Ход работы:
Пайкой называется процесс получения неразъемного соединения различных металлов при помощи расплавленного промежуточного металла, плавящегося при более низкой температуре, чем соединяемые металлы.
Промежуточный металл или сплав, применяемый при пайке, называют
п р и п о е м.

Припои бывают легкоплавкие и тугоплавкие.
Легкоплавкие припои широко применяются во всех отраслях промышленности и в быту и представляют собой сплав олова со свинцом. Различные количественные соотношения олова и свинца определяют свойства припоев
Легкоплавкие припои служат для пайки стали, меди, цинка, свинца, олова и их сплавов, серого чугуна, алюминия, керамики и стекла.
Тугоплавкие (твердые) припои представляют собой тугоплавкие металлы и сплавы. Из них широко применяются медно-цинковые и серебряные припои. Для получения определенных свойств в эти сплавы добавляют олово, марганец, алюминий, железо и другие металлы.
Флюсы улучшают условия смачивания поверхности паяемого металла расплавленным припоем, предохраняют поверхность паяемого металла и расплавленного припоя от окисления при нагреве и в процессе пайки, растворяют имевшиеся на поверхности паяемого металла и припоя окисные пленки.
Различают флюсы для мягких и твердых припоев, а также для пайки алюминиевых сплавов, нержавеющих сталей и чугуна.

Флюсы для мягких припоев — это хлористый цинк, нашатырь, канифоль, пасты и др.
Флюсы для твердых припоев — это бура, борная кислота и некоторые другие вещества.
Флюсы для пайки алюминиевых сплавов.
В качестве флюсов при пайке алюминиевых сплавов применяют сложные по химическому составу смеси, состоящие из фтористого натрия,
хлористого лития, хлористого калия, хлористого цинка и др.
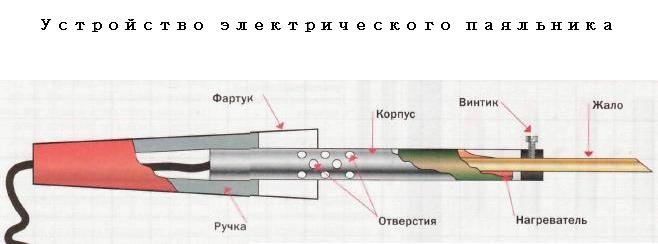
Основным инструментам для выполнения пайки является паяльник.
Паяльники с электрическим подогревом применяются широко, так как они просты и удобны в обращении. При работе не образуются вредные газы, спаиваемые места нагреваются равномерно, при постоянной температуре, что повышает качество пайки.
Электрический паяльник состоит из медного стержня (жало), проволоки высокого сопротивления (нагреватель), изоляции, корпуса, пластмассовой ручки и электропровода 6.
Различают типы паяных соединений: встык, внахлестку, ступенчатый с косым срезом, встык с накладкой.
Задание 1.
Пайка мягким припоями.
Пайка мягкими припоями включает подготовку изделий к пайке, подготовку паяльника, расплавление припоя, охлаждение и очистку шва.
Подготовка изделий к паянию. Прочное паяное соединение может быть получено только в том случае, если место пайки предварительно очищено от грязи, жиров, продуктов коррозии и окисных пленок, которые сильно мешают растеканию припоя и его проникновению в шов. Поверхность изделий перед пайкой зачищают, обезжиривают, травят, промывают, сушат и собирают.
Механическую очистку поверхности изделий от окислов, ржавчины и окалины выполняют наждачной бумагой, напильниками, металлическими щетками, шлифовальными кругами, стальной или чугунной дробью.
Химическое обезжиривание в щелочных ваннах является наиболее простым и эффективным способом; заключается оно в обработке изделий в тонко размолотой венской извести, разведенной водой до. кашицеобразного состояния, которую кистью наносят на изделие, тщательно протирают и смывают водой.
Обезжиривание в органических растворителях применяется для удаления толстого слоя масла с изделий со сложными поверхностями, с внутренними полостями и глубокими отверстиями. Для этого применяют ацетон, бензол, скипидар, бензин, метиловый, этиловый спирт и др.
Химическое травление применяется в тех случаях, когда имеющиеся на поверхности изделия пленки окислов и' других соединений обезжириванием не удаляются и препятствуют образованию прочного соединения припоя с паяемым металлом.. Травление осуществляют погружением изделий в растворы серной, соляной, фосфорной и других кислот.

Нагретый паяльник очищают от окалины погружением в хлористый цинк, затем набирают с прутка 1—2 капли припоя и двигают паяльником по куску нашатыря, пока конец паяльника не покроется ровным слоем припоя. Затем протравливают места паяния.
Задание 2.
Пайка твердыми припоями.
Паяние твердыми припоями применяют для получения прочных и термостойких швов.
Паяние твердыми припоями осуществляют, соблюдая следующие основные правила;
как и при паянии мягкими припоями, поверхности подгоняют друг к другу, опиливанием, тщательно очищают от грязи, окислов и жиров механическим или химическим способом;
подогнанные детали в месте спая покрывают флюсом;
на место спая накладывают кусочки припоя (медные пластинки) и закрепляют мягкой вязальной проволокой;
подготовленные детали (заготовки) нагревают паяльной лампой, в кузнечном горне или электропечи;
когда припой расплавится, деталь снимают с огня и держат в таком положении, чтобы припой не мог стекать со шва;
затем деталь охлаждают предварительно на воздухе до температуры 80—100° С и погружают в воду. Такой способ охлаждения повышает прочность соединения и облегчает удаление шлаковой пленки;
после охлаждения спаянные детали промывают в воде, протирают сухими тряпками и просушивают;
шов зачищают наждачной бумагой или опиливают напильником.
Особенности пайки некоторых металлов и сплавов
Низкоуглеродистые стали хорошо подвергаются пайке как мягкими, так и твердыми припоями. В качестве мягких припоев применяют оловянно-свинцовистые припои, а в качестве флюса - хлористый цинк или канифоль.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 |
