
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Сталь 110Г13Л выплавляют преимущественно в дуговых печах с основной футеровкой. При выплавке стали методом окисления шихту составляют из отходов углеродистой стали и передельного чугуна в соотношении. В качестве шлакообразующего материала в завалку вводят известь. После расплавления шихты при нормальном содержании углерода (~ 0,4 %) проводят окислительный период путем присадки железной руды или продувки расплава газообразным кислородом. При этом окисляют до 0,25-0,30 % углерода. В результате получают расплав стали с низкими содержаниями углерода (0,10-0,15 %) и фосфора (0,03 %). Окислительный шлак удаляют и проводят предварительное раскисление стали путем присадки в расплав ферромарганца и ферросилиция. Затем наводят новый шлак из извести и плавикового шпата и раскисляют его присадкой молотого кокса и дробленого ферросилиция. При этом плавку осуществляют под белым или карбидным (при двойном расходе кокса) шлаком, в котором содержание оксида железа не превышает 1 %.
Легирование стали марганцем осуществляют путем ввода ферромарганца в расплав в несколько приемов.
Окончательное раскисление стали проводят на желобе печи алюминием (0,5—0,8 кг алюминия на 1 т металла).
В крупных сталелитейных цехах, специализирующихся на выпуске отливок из стали 110Г13Л и имеющих возможность получать лом этой же стали, часто применяют метод переплава. В этом случае шихту составляют на 90 % из отходов производства и лома и не более чем на 10 % из низкоуглеродистой стали или же на 100 % из отходов производства. В качестве шлакообразующего материала используют известь, вводя ее при завалке и в период расплавления. После расплавления проводят предварительное раскисление ванны кусковым ферросилицием. Затем в печь подают смесь извести, плавикового шпата, дробленого ферросилиция; в дальнейшем вместо ферросилиция используют молотый кокс. Сталь до заданного состава по марганцу доводят за 10—15 мин до ее выпуска. Продолжительность выдержки под белым шлаком и требования к шлаку остаются теми же, что и при выплавке стали из свежих материалов.
В случае отсутствия основных печей сталь 110Г13Л можно получить методом смешения кислой электростали (<0,15 % С; <0,06 % Р), выпускаемой при 1600 °С в ковш с разогретым кусковым ферромарганцем. Ковш с ферромарганцем нагревают до 800 °С форсункой. При смешении достигается достаточно полное и быстрое выравнивание концентрации марганца по всему объему стали. Однако, качество стали, полученной этим методом, значительно ниже, чем выплавленной из свежих материалов или даже методом переплава.
Особенности технологического процесса получения отливок из стали 110Г13Л определяются специфическими свойствами этого сплава. Интервал его затвердевания 1400—1340 °С, поверхностное натяжение ниже, чем углеродистой стали, в 1,5 раза. Высокомарганцовистая сталь по сравнению с углеродистой характеризуется большим коэффициентом термического сжатия (в 2 раза) и меньшей (в 2 раза) теплопроводностью. Низкая теплопроводность стали делает невозможной сквозную закалку стенок отливок толще 120 мм. Кроме этого, в толстом сечении металл имеет пониженные свойства вследствие сильной транскристаллизации и ликвации углерода, фосфора и серы, поэтому толщина стенок отливки должна быть не более 120 мм.
Высокомарганцовистая сталь из-за присутствия оксида марганца агрессивна по отношению к шамотной футеровке ковша и песчаной форме, поэтому целесообразно применять магнезитовые или графитовые пробки и стаканы сифонного припаса. Во избежание формирования трудноотделимого пригара песчаные формы без покрытий можно применять только при изготовлении тонкостенных отливок. Полость форм средних и крупных отливок целесообразно облицовывать составами из основных огнеупорных материалов (магнезит, хромомагнезит) или наносить на поверхность полости покрытия.
Несмотря на высокую жидкотекучесть стали 110Г13Л, разливку ее по формам необходимо проводить с большой скоростью, чтобы исключить значительное окисление. Необходимость обеспечения однородности свойств стали в отливаемой партии отливок предопределяет необходимость разливки всей плавки за короткое время в узком интервале температур и при невысоком перегреве (1420—1500 °С). Повышение температуры заливаемой в форму стали от 1414 до 1530 °С приводит к снижению предела прочности с 800 до 570 МПа, относительного удлинения с 32,5 до 17,4 % и ударной вязкости с 2400 до 1230 кДж/м2. Такое изменение связано, прежде всего, со склонностью стали к транскристаллизации и формированием грубой структуры.
Принимая во внимание повышенную литейную усадку стали, в состав формовочных смесей часто вводят опилки, применяют оболочковые стержни, т. е. делают все возможное для увеличения податливости формы. Значительная усадка, интенсивное развитие ее в интервале, близком к температуре кристаллизации, низкая прочность и пластичность при высоких температурах обусловливают большую склонность стали 110Г13Л к трещинообразованию. Для борьбы с горячими трещинами, кроме увеличения податливости формы, целесообразно снижать до минимума содержание кремния, фосфора и серы, уменьшать окисленность металла, упрочнять слабые места холодильниками и усадочными ребрами.
Из-за низкой теплопроводности и высокого коэффициента термического сжатия в отливках возникают большие термические напряжения, которые вместе с повышенной хрупкостью (в литом состоянии благодаря присутствию карбидов) часто являются причиной образования холодных трещин. Для борьбы с холодными трещинами используют различные способы выравнивания скоростей охлаждения отдельных узлов отливки. Режим охлаждения отливки в области высоких температур (950—500 °С) обусловливает количество и размер карбидов, выпадающих из аустенита ввиду снижения растворимости в нем углерода. При этом, ускорение охлаждения в интервале интенсивного выделения карбидов позволяет получить более благоприятную литую структуру (мельче карбиды и меньшее их количество). Такое изменение литой структуры в свою очередь дает возможность осуществлять форсированный нагрев отливок под закалку, сокращать продолжительность всего цикла (нагрев и выдержку), добиваться повышения плотности стали. Последнее обстоятельство связано с тем, что карбидная фаза (Fe, Mn)3С по сравнению с аустенитом характеризуется большим значением удельного объема, поэтому растворение карбидов в процессе термообработки приводит к возникновению пористости (рис. 96).
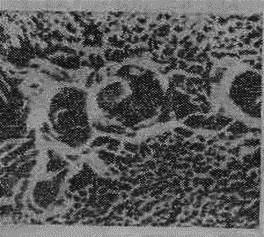
Рис. 2.9.1. Фрактограмма излома образца закаленной стали 110ПЗЛ
Реализация оптимального (ускоренного) охлаждения отливок сердечников стрелочных переводов позволила повысить пластичность стали, ее стабильность и долговечность отливки.
Для получения высоких пластических, прочностных свойств (обеспечения однофазной аустенитной структуры) все отливки подвергают закалке в холодной проточной воде. Исправление дефектов заваркой производят после закалки отливки, в нагретом состоянии. Заваренную отливку подвергают повторной закалке
Сталь 110Г13Л применяется для изготовления зубьев ковшей экскаватора и других деталей, работающих при больших давлениях и ударных нагрузках, например: траки гусениц танков, тракторов, машин, щёки дробилок, рельсовые крестовины, стрелочные переводы, работающие в условиях ударных нагрузок и истирания, а также - оконные решетки в тюрьмах, которые невозможно перепилить.
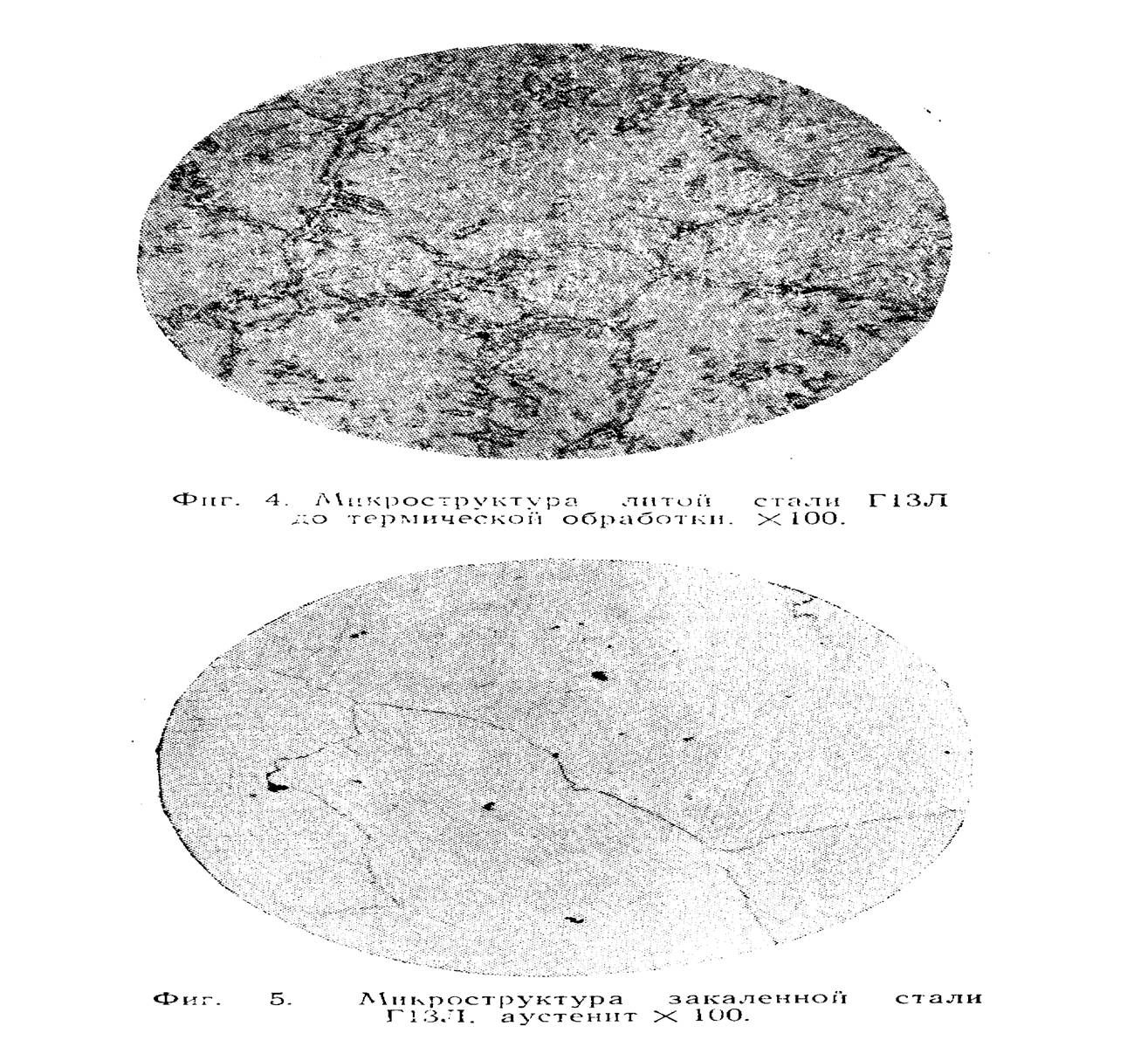
При закалке стали структура становится полностью аустенитная (фиг. 5), резко повышаются механические свойства стали. Низкая температура нагрева стали под закалку, недостаточная выдержка ее при температуре нагрева приводят к неполному растворению карбидов, и механические свойства не достигают требуемых значений.
Очень высокая температура нагрева стали под закалку, чрезмерно длительная выдержка ее при температуре нагрева приводят к росту зерна стали и ухудшению ее вязкости. Медленная скорость охлаждения при закалке приводит к некоторому выделению карбидов из аустенита и к понижению свойств стали. Повышенная, но недостаточно большая скорость охлаждения позволяет предотвратить выделение крупных карбидов. Но при такой скорости на границах зерен выделяются очень мелкие карбиды, заметные под микроскопом лишь в виде толстых границ зерен (фиг. 6).
Такие границы резко понижают пластические свойства стали и при работе детали в условиях значительных напряжений приводят к поломке, которая происходит обычно после некоторого периода эксплуатации, когда деталь частично износится.
Влияние перечисленных факторов на качество стали изучалось в лабораторных условиях. Для этой цели был использован металл производственной плавки, проведенной в электропечи емкостью 6 т по существующему технологическому процессу.
Химический состав стали в %: 1,12 С; 0,92 Si; 12,60 Мп; 0,092 Р; 0,014 S; 0,37 Сr.
При заливке этого металла в формы одновременно были залиты стандартные пробы для механических испытаний размерами 200x150x45 мм. После обрезки прибыльной части отдельные пробы были разрезаны пополам, а из нижней части остальных проб вырезали заготовки для ударных образцов размерами 20x20x60 мм. Всего было нарезано 57 заготовок для образцов и 18 половинок проб. Их разделили на 19 равных групп, по 3 заготовки и одной половинке пробы. Каждую группу подвергли закалке по специальному режиму. Во всех случаях металл нагревали в печи до температуры 600 °С, выдерживали при этой температуре 1 ч, нагревали до температуры нагрева под закалку. Для каждой группы образцов была своя температура нагрева стали под закалку, продолжительность выдержки ее при температуре нагрева и температура воды, в которой закаливалась сталь
Температура нагрева под закалку. Первые шесть партий образцов были использованы для определения влияния температуры нагрева стали под закалку на ее структуру и свойства. Для этой цели заготовки для образцов и половинки проб отдельными группами были нагреты до температур 900, 950, 980, 1100 и 1150 °С. Выдержка образцов при этих температурах была 3 ч, и все образцы закаливали в воде с температурой 20 °С.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
