Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УВЕЛИЧЕНИЕ СТЕПЕНИ СЖАТИЯ | ||||||||||||||||||||||||
Для того, чтобы немного разобраться в этом вопросе, необходимо кое-что знать о бензинах, а также владеть некоторыми недокументированными техническими данными двигателя УД2. | ||||||||||||||||||||||||
| ||||||||||||||||||||||||
Из недокументированных техданных нам нужны следующие: | ||||||||||||||||||||||||
Объём цилиндра – 305,208 см3 | ||||||||||||||||||||||||
Толщина прокладки головки цилиндра – 1,5 мм | ||||||||||||||||||||||||
Площадь прокладки головки цилиндра – 80 см2 | ||||||||||||||||||||||||
Дополнительный объём от прокладки головки цилиндра – 12 см3 | ||||||||||||||||||||||||
Объём камеры сгорания – 72 см3 | ||||||||||||||||||||||||
Глубина камеры сгорания в месте проекции тарелок клапанов – 11 мм | ||||||||||||||||||||||||
Максимальный выход тарелки клапана – 9 мм (перед фрезеровкой головки необходимо замерить, так как этот показатель зависит от конкретного двигателя) | ||||||||||||||||||||||||
В интеренете мне довелось увидеть такое определение степени сжатия: "Степень сжатия – это отношение между максимальным объемом цилиндра и минимальным". И вот здесь надо было бы и поставить точку! Но нет, автор этих великих строк пошёл дальше и всё опошлил: "Или, другими словами, отношение полного объёма цилиндра (то есть объёма цилиндра плюс объёма камеры сгорания) к объёму одной лишь камеры сгорания..." | ||||||||||||||||||||||||
Даже Википедия даёт ошибочное определение степени сжатия. Вначале всё вроде бы хорошо: "Степень сжатия – отношение объёма надпоршневого пространства цилиндра двигателя внутреннего сгорания при положении поршня в нижней мёртвой точке (НМТ, полный объем цилиндра) к объёму надпоршневого пространства цилиндра при положении поршня в верхней мёртвой точке (ВМТ), то есть к объёму камеры сгорания. А надо без всяких "то есть", ибо топливо сгорает в объёме, состоящем из объёма камеры сгорания + объёма, который дополняет прокладка головки, в нашем случае цилиндра! | ||||||||||||||||||||||||
| ||||||||||||||||||||||||
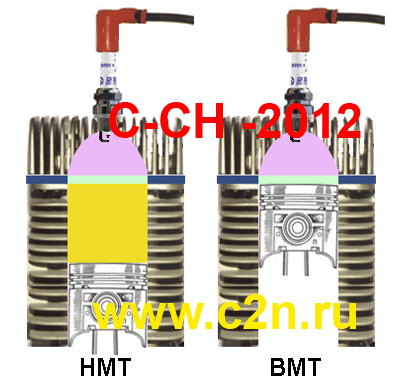
При положении поршня в НМТ объём, расположенный над ним, состоит из трёх объёмов - объёма цилиндра (отмечен жёлтым), объёма, создаваемого прокладкой (отмечен салатовым) и объёма камеры сгорания (отмечен розовым). В нашем случае это: 305,208 см3 +12 см3 +72 см3 = 389,208 см3. | ||||||||||||||||||||||||
При положении поршня в ВМТ объём, расположенный над ним, состоит из двух объёмов - объёма, создаваемого прокладкой (отмечен салатовым) и объёма камеры сгорания (отмечен розовым). В нашем случае это: 12 см3 +72 см3 = 84 см3. | ||||||||||||||||||||||||
Тут не следует вешать на лицо сардоническую улыбку - хотя прокладка головки цилиндра УД2 имеет довольно экзотичную форму, но всё же подсчитать её площадь можно, положив на лист миллиметровки или обычный лист в клетку. Можете не повторять сей аттракцион - всё уже подсчитано: 80 см2! Если теперь умножить эту цифру на 0,15 (толщина прокладки в см), то получим 12 см3. А это, согласитесь, не мало, и пренебрегать таким объёмом не стоит, так как это аж 1/6 часть от объёма камеры сгорания! Даже если предположимть, что прокладка сожмётся при затягивании головки цилиндра и её толщина уменьшится до 1 мм, то даже и в этом случае объём, дополняемый ею составит 8 см3. Конечно, при огромных объёмах двигателя и камер сгорания, объём, обусловленный прокладкой можно не учитывать, но только не в нашем случае. | ||||||||||||||||||||||||
| ||||||||||||||||||||||||
Отсюда степень сжатия УД2: 389,208 / 84 = 4,633, при толщине прокладки 1 мм - 4,8151, но никак не 5,5, как указано в инструкции! | ||||||||||||||||||||||||
Тут я хочу обратить внимание на тот факт, что двигатель УД2 изначально был "заточен" под 66-ой бензин. Но это ещё не все особенности УД2. Имея столь низкую степень сжатия этот легендарный движок заводится (я обращаю внимание на термин "заводится", а не "продолжает работать"!) на техническом спирте, уайт-спирите и даже на ацетоне! Была даже модификация, рассчитанная на работу на керосине! Найдите мне немца, американца, японца или китайца, который бы не сдох сразу от такой отравы! А УД2 заводится и работает! | ||||||||||||||||||||||||
А сейчас мы льём в него А-80. При такой степени сжатия на таком бензине хорошей работы дождаться трудно. Что делать? Надо увеличить степень сжатия. | ||||||||||||||||||||||||
Для этого необходимо: | ||||||||||||||||||||||||
1. Отфрезеровать головки цилиндров | ||||||||||||||||||||||||
2. Нарезать дополнительные канавки на поршнях для компрессионных колец или применить поршни с выпуклым донышком. | ||||||||||||||||||||||||
3. Выбросить штатные прокладки головки цилиндров и вместо них применить пищевую фольгу. | ||||||||||||||||||||||||
| ||||||||||||||||||||||||
Фрезеровать на 2,5 мм можно совершенно спокойно - советский ВПК это выдержит с честью. Что касается 3 мм, тут подход должен быть индивидуальный. Головки попадаются разные. Некоторые шлифовать можно. Надо смотреть на толщину головки цилиндра и глубину камеры сгорания в проекции клапанов - важно, чтобы этот показатель был не меньше 10 мм. | ||||||||||||||||||||||||
| ||||||||||||||||||||||||
| ||||||||||||||||||||||||
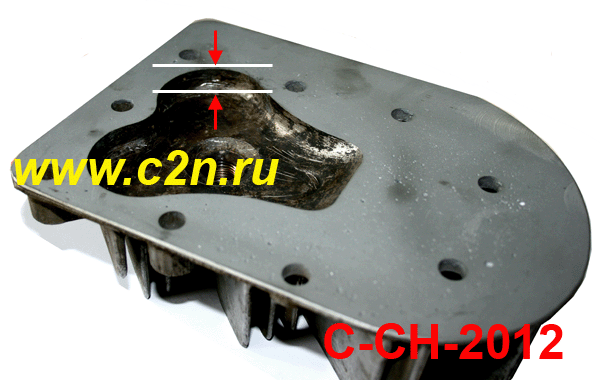
Отфрезерованная головка второго цилиндра. Объём камеры сгорания - 56 см3. | ||||||||||||||||||||||||
Нарезание дополнительных канавок по компрессионные кольца осуществляется вот так: | ||||||||||||||||||||||||
| ||||||||||||||||||||||||
Старые канавки следует оставить пустыми. Кстати, новые канавки можно нарезать под кольца "Запорожца" и поршень станет унифицированным. | ||||||||||||||||||||||||
В качестве прокладок следует использовать пищевую алюминиевую фольгу, из которой надо вырезать 3 прокладки на цилиндр по образцу "родной". |



Кстати, несколько слов о методике изготовления прокладок из алюминиевой фольги. Это чтобы сразу не загубить весь рулон. | ||
Вам потребуется: | ||
Две "родные" прокладки головки цилиндра | ||
Восемь винтов с гайками М8 и шестнадцать шайб | ||
Писчая бумага, четыре листа размером А5 (половинка от обычного листа писчей бумаги А4) | ||
Алюминиевая фольга для запекания мяса | ||
Перовое сверло диаметром 8 мм | ||
Маникюрные ножницы с загнутыми концами | ||
Надо сделать такой "слоёный пирог": | ||
Родная прокладка головки цилиндра | ||
Лист бумаги размером А5 | ||
Три слоя фольги (аккуратно расправить, не допускать "морщин") | ||
Два листа бумаги размером А5 | ||
Три слоя фольги (аккуратно расправить, не допускать "морщин") | ||
Лист бумаги размером А5 | ||
Родная прокладка головки цилиндра | ||
Сначала с полученного "пирога" убираем верхнюю прокладку головки цилиндра, ладонью прижимаем полученный "сэндвич" к столу и пальцем осторожно находим нижнее левое отверстие в нижней прокладке головки цилиндра. Нажимаем, чтобы получилась небольшая вмятина. После этого накладываем верхнюю прокладку головки цилиндра, совмещаем соответствующее отверстие в ней с полученной вмятиной и осторожно (руками!) просверливаем перовым сверлом отверстие. Вставляем винт с шайбой и закручиваем гайку (тоже с шайбой). Потом также делаем вмятину в другом месте, лучше по диагонали, опять просверливаем отверстие и скрепляем винтом с гайкой. Теперь конструкция стала жёсткой и следует по очереди просверлить оставшиеся отверстия и затянуть их винтами с гайками. Вырезать прокладки лучше маникюрными ножницами. После окончания работы получаем два набора прокладок по 3 штуки. Ставить их на цилиндр лучше вместе в "родной" прокладкой (она будет сверху), которую потом следует удалить | ||
После указанной выше модернизации мощность двигателя заметно подросла. К сожалению, я не могу назвать точных лошадиных сил, поскольку не владею методом определения мощности двигателя. Несколько сократился и расход топлива, что тоже объективизировать трудно. Однако одно могу утверждать точно - двигатель работает более ровно, заводится легко, держит холостые хорошо. Так что повышение степени сжатия считаю делом нужным и полезным. | ||
Выше я описал несложный метод повышения степени сжатия. Но это не всё. Можно повысить степень сжатия и до 8 и заставить работать наш движок на 92 бензине. Если интересно - садитесь в кружок... | ||
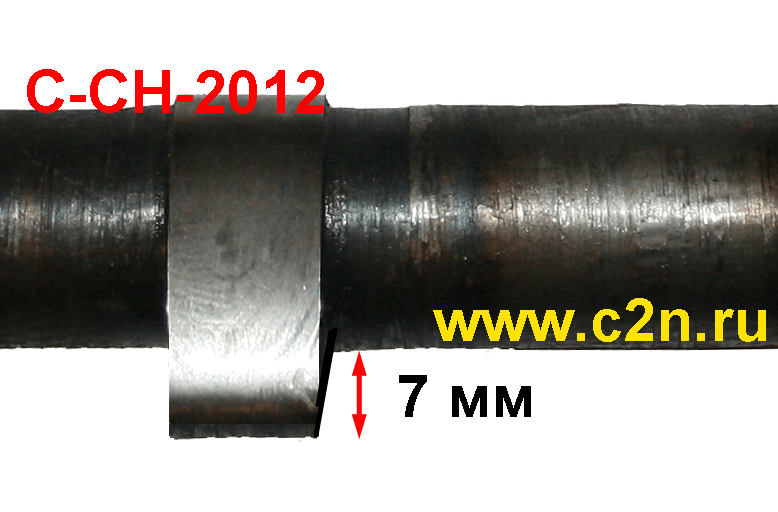
Когда я говорил, что глубина головки цилиндра в месте проекции клапана должна быть не менее 10 мм, я несколько кривил душой. Дело в том, что наша задача - не дать клапану соприкоснуться с крышкой. Подъём тарелки клапана на разных двигателях составляет от 7 до 11 мм, и в принципе именно этот показатель определяет, на сколько миллиметров можно фрезеровать головку цилиндра, и можно ли её фрезеровать вообще (ну и сама головка тоже может быть и толще и тоньше - тут ГОСТ не указ). Но на самом деле это не совсем так. Дело в том, что для нормальной работы выпускной системы вполне достаточно и семимиллиметрового подъёма тарелки клапана. А теперь давайте помыслим, ну хотя бы ради процесса - а что влияет на высоту подъёма тарелки клапана? Длина клапана - нет! Зазор - нет! Высота цилиндра - нет! Распредвал? - Да! Именно высота эксцентриков распредвала. Мысль уловили? Нет? Тогда подсказываю - надо уменьшить высоту эксцентриков распредвала. Исходно они... совершенно разные - от 7 до 11 мм! Следует уменьшить их до 7 мм. Этим мы снимем ограничения на фрезеровку головки цилиндра. | ||
| ||
У этого распредвала высота эксцентриков (расстояние от поверхности вала до самой высокой точки эксцентрика) такая: 1 - 11 мм, 2 - 7 мм, 3 - 10 мм, 4 - 8 мм! Поэтому и высота подъёма тарелок клапанов разная. | ||
| ||
А можно ли "заточить" старенький УД2 под 92 бензин? Можно. | ||
Вот таблица соответствия объёма камеры сгорания и степени сжатия. | ||
Объём камеры сгорания | Степень сжатия | Формула расчёта |
45 см3 | 8,097 | |
44 см3 | 7,936 | |
43 см3 | 8,097 | |
42 см3 | 8,266 | |
41 см3 | 8,444 | |
40 см3 | 8,630 | |
39 см3 | 8,826 | |
38 см3 | 9,032 | |
37 см3 | 9,248 | |
36 см3 | 9,478 | |
Таким образом, объём камеры сгорания меньше 42 см3 будет соответствовать бензину с октановым числом 92. На практике нам не удастся сделать камеру сгорания меньше 40 см3, что собственно говоря и не нужно. Как рассчитать на сколько следует фрезеровать головку цилиндра? | ||
Сначала нужно завернуть в головку свечу, перевернуть её и влить 40 мл керосина или любой другой жидкости, только не воды. А потом измерить штангелем расстояние от уровня жидкости до края головки. Получится всего-то 3,5 мм фрезеровки. | ||