

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Министерство образования Нижегородской области
Государственное бюджетное профессиональное образовательное учреждение
«Павловский автомеханический техникум им. »
ИССЛЕДОВАТЕЛЬСКАЯ РАБОТА
«ИЗНОС РЕЖУЩЕГО ИНСТРУМЕНТА
И МЕТОДЫ ЕГО ПРЕДОТВРАЩЕНИЯ»
Выполнили: студенты 3 курса специальности 23.02.03 «Техническое обслуживание и ремонт автомобильного транспорта» гр. 193-1,193-2 Соков Данила, Шиянов Владимир, под руководством: Невзоровой Натальи Александровны, ГБПОУ ПАМТ им. г. Павлово |
2015 г.
СОДЕРЖАНИЕ
Введение………………………………………………………………………….. | 3 | |
1. Механизмы изнашивания инструмента…………………………………….. | 6 | |
2. Показатели износа инструмента…………………………………………… | 8 | |
3. Виды износа режущей пластины……………………………………………. | 10 | |
3.1 Износ по задней поверхности…………………………………………….. | 10 | |
3.2 Лункообразование…………………………………………………………. | 11 | |
3.3 Наростообразование на режущей кромке………………………………… | 12 | |
3.4 Выкрашивание режущей кромки…………………………………………. | 13 | |
3.5 http://www. i-mash. ru/uploads/posts/2014-02/1392127021_3535-hq_img_thermal_mechanical_failure. jpgТепломеханическое повреждение режущей кромки……………………. | 13 | |
3.6 http://www. i-mash. ru/uploads/posts/2014-02/1392126945_3535-hq_img_edge_deformation. jpgДеформация режущей кромки…………………………………………….. | 14 | |
3.7 Образование бороздки на режущей кромке……………………………… | 15 | |
3.8 Механическое разрушение режущей кромки……………………………. | 15 | |
4. Анализ стандартных мер решения проблем износа инструмента……………………………………………………………………. | 17 | |
5. Сравнительный анализ предлагаемого твердого сплава IC6015 и IC6025 технологии SUMO TEC с другими сплавами покрытия CVD ………………………………………….….19 Заключение………………………………………………………………………….24 | ||
Список используемой литературы ……………………………………………….25 |
Введение
Износ инструмента – явление неизбежное, но понимание причин и сути этого процесса, а также подбор правильных режущих пластин помогут снизить его интенсивность, продлить срок службы и сократить затраты на инструмент.
По словам специалистов с предприятий г. Павлово, износ режущего инструмента – важная проблема для производителей и поставщиков.
Режущие инструменты подвергаются различным воздействиям во время резки металла – чрезмерному нагреву (1000 °C), большим нагрузкам и значительному трению, что в свою очередь означает, что современные инструменты должны создаваться устойчивыми к высоким температурам и показывать высокую прочность и жесткость. Проще говоря, режущие инструменты должны быть устойчивы к износу.
Стоимость режущего инструмента составляет только три процента от стоимости производства, и работа с затупившимся инструментом не дает абсолютно никакой экономии, наоборот, приводит к обратным результатам: производительность работы снижается, повреждается станок и заготовки, и все это заканчивается чрезмерным износом инструмента. Заменив же лезвие, можно защитить себя от лишней работы и добиться повышения производительности.
Снижению износа инструмента уделяется большое внимание при проведении научно-исследовательских работ производителями режущих инструментов, включая компанию Iscar. Ученые и инженеры технического центра компании в Израиле посвящают большое количество времени оценке износа инструмента и разработке технологий – новых способов обработки поверхности и новых материалов для инструментов, направленных на минимизацию износа.
На сегодняшний день, в результате наблюдений было установлено, что инструмент получает повреждения в результате больших нагрузок, трения и температур свыше 1000 °F.
Постепенный износ включает следующее:
- износ по задней поверхности – разрушение части инструмента, контактирующей с заготовкой, вследствие трения; лункообразование – образованию точечных отверстий (лунок) в результате контакта инструмента со стружкой; наросты на режущей кромке – непрерывный процесс накопления частиц обрабатываемого материала, которые затем отрываются и уносятся вместе со стружкой и др.
Трещины и разрушения из-за высоких температур относятся к преждевременным видам поломок, предсказать возникновение которых невозможно. Трещины – явление крайне нежелательное, которое зачастую возникает в результате ошибок оператора, неудовлетворительной конструкции державки или просто в результате несоблюдения инструкций по установке инструмента.
Постепенный износ, такой как, износ по задней поверхности, лункообразование и наросты, который неизбежен, поддается корректировке для обеспечения максимального срока службы инструмента.
Предотвратить такие поломки полностью нельзя, но можно снизить износ инструмента, разрабатывая новые технологии обработки поверхности и покрытия, новые материалы для инструментов и инновационные типы режущих кромок.
В качестве примера модификаций нижнего слоя (а именно нанесения покрытия после обработки) в данной исследовательской работе приводятся твердые сплавы SumoTec, повышающие производительность и увеличивающие срок службы инструмента.
Причина, по которой мы придаем важность этому поверхностному покрытию, состоит в том, что данная технология химического осаждения из паровой фазы (CVD) позволяет снизить поверхностное натяжение и нагрузку, уменьшить трение и количество выделяемого тепла. Повышается прочность и стойкость к выкрашиванию, при этом сокращается образование нароста на режущей кромке.
В конечном счете понимание процессов износа инструмента и использование технологий режущих инструментов, позволяющих нивелировать подобный износ, приводит к увеличению ресурса, повышению продуктивности обработки, минимизации производственных затрат и, наконец, к формированию улучшенной, более прочной режущей кромки.
Процесс разрушения пластины и его отрицательное влияние на производственное оборудование можно сравнить с тем, как спортсмен изнашивает пару хороших кроссовок. Как и кроссовки под весом спортсмена, пластина снова и снова испытывает огромные нагрузки, которые становятся причиной износа. Износ, если с ним не бороться, будет вызывать неприятные физические ощущения у спортсмена, а в случае с оборудованием приведет к неточной обработке и низкой производительности.
Однако производители могут проанализировать используемый инструментарий, чтобы максимально продлить срок службы инструментов и спланировать условия их применения. Это позволит сохранить точность обработки деталей и снизить степень износа оборудования.
Целью данной исследовательской работы является:
- выявление видов износа режущей пластины при помощи стереоскопа;
- анализ стандартных мер решения проблем износа инструмента;
- сравнительный анализ предлагаемого твердого сплава SumoTec с другими твердыми сплавами СVD и выявление его преимуществ.
Для выявления видов износа инструмента проводилась экспертиза пластины на раннем этапе, а также подробные осмотры и отчеты, которые очень важны для определения основной причины разрушения.
Без этих важных операций невозможно правильно определить причину разрушения пластины.
Так же для проведения исследования использовался стереоскоп с хорошей оптикой и 20-кратным увеличением.
1. Механизмы изнашивания инструмента
Итак, существует пять нижеперечисленных основных механизмов изнашивания инструмента.
• Абразивное изнашивание - это наиболее распространенный механизм изнашивания для большинства операций обработки металлов резанием. Такой механизм имеет место при трении двух поверхностей друг о друга. Твердые частицы - карбиды, содержащиеся в большинстве обрабатываемых материалов, действуют на материал инструмента как при шлифовании абразивным кругом. Чем выше твердость режущего материала, тем выше его сопротивление абразивному изнашиванию.
• Диффузионное изнашивание - это химический процесс взаимодействия между режущим и обрабатываемым материалами в зоне резания при высокой температуре и давлении. Интенсивность диффузионного изнашивания определяется химическими свойствами взаимодействующих материалов, при этом твердость практически значения не имеет. Способность материала инструмента оставаться при высоких температурах химически инертным к материалу заготовки будет определять интенсивность процесса изнашивания в зоне контакта стружки с передней поверхностью инструмента, обычно приводящих к образованию лунки.
• Окислительное (химическое) изнашивание также является результатом воздействия высоких температур и давления, но, в отличие от диффузионного процесса, этот процесс нуждается в доступе воздуха. Обычно он происходит там, где режущая кромка только начинает контактировать с внешней частью снимаемого припуска, а в эту зону воздух, как правило, имеет свободный доступ. Как и при диффузионном изнашивании, существуют материалы, склонные к этому виду разрушения в большей или меньшей степени. Окислительное изнашивание обычно приводит к образованию глубокой выемки на той части режущей кромки, которая контактирует с внешней частью снимаемого материала заготовки.
• Усталостное изнашивание наблюдается, если режущий материал не выдерживает колебаний температуры совместно с изменениями нагрузки, что приводит к образованию трещин и разрушению режущей кромки. Некоторые инструментальные материалы более подвержены такому изнашиванию, чем другие. Неправильное применение охлаждения, особенно во время фрезерования, когда режущая кромка то нагревается, находясь в зоне резания, то охлаждается вне ее, приводит к повышению усталостного изнашивания.
• Адгезионное изнашивание обычно имеет место при относительно низких температурах. Чаще всего его причиной становится слишком низкая скорость резания. При этом, недостаточно разогретый материал заготовки, вместо того, чтобы скользить по поверхности инструмента, как это происходит при высоких температурах, прилипает и приваривается к режущей кромке. Образуется нарост на режущей кромке, изменяющий ее геометрию. Он создает дополнительное трение и ухудшает процесс резания. Такое изнашивание часто наблюдается на инструменте, используемом на устаревшем оборудовании с недостаточной частотой вращения шпинделя. Нарост увеличивается до тех пор, пока не начинает срываться проходящей стружкой вместе с частью приваренного материала передней поверхности пластины или даже с частью режущей кромки. Некоторые режущие инструменты очень подвержены такому типу изнашивания. Например, при обработке низкоуглеродистых сталей, нержавеющих сталей и алюминия. При увеличении скорости резания этот тип изнашивания часто уменьшается или полностью исчезает.
Показатели износа инструмента
Каковы признаки того, что режущая кромка изнашивается тем или иным способом? Регулярные осмотры - важный способ изучения развития и вида износа, дающие основание для изменения одного или нескольких параметров технологической операции.
1. Износ по задней поверхности следует измерять через определенные промежутки времени, в которые пластина реально участвовала в процессе резания, пока износ не достигнет допустимой величины.
2. Другим показателем износа инструмента является увеличение потребляемой мощности. Поэтому надо внимательно следить за показаниями прибора, измеряющего мощность.
3. На чистовых операциях лимитирующими факторами являются шероховатость и точность обработанной поверхности. Выход размеров за поле допуска или ухудшение чистоты обработки свидетельствуют об износе режущего инструмента.
4. Образование заусенцев, особенно при обработке нержавеющей стали, говорит о затуплении режущей кромки. Чрезмерный износ по задней поверхности, нарост, пластическая деформация могут привести к затуплению режущей кромки и, соответственно, образованию заусенцев при обработке.
5. Усиление нагрева говорит об износе инструмента, в результате которого трение возрастает и выделяется большее количество тепла.
6. Выкрашивание и поломки инструмента могут быть замечены и без лупы. Они говорят о серьезных проблемах при резании, требуют анализа всех технологических параметров операции и, в первую очередь, жесткости. Вибрации могут послужить причиной плохого качества обработки, а также поломки пластины. Возникновение вибраций может быть вызвано целым рядом причин, поэтому устранить их бывает довольно сложно.
7. Цвета побежалости, неудовлетворительное формирование стружки являются следствием чрезмерного износа, в результате чего нарушается процесс распределения тепла между деталью, инструментом и стружкой, а также процесс стружкодробления.
8. Повышенный уровень шума служит верным признаком того, что есть какие-то нарушения в процессе обработки. Часто причиной шума являются вибрации, вызванные износом инструмента. Опытный оператор по звуку может определить, как идет процесс резания и не затупился ли инструмент.
9. Следы вибраций на обработанной поверхности, наряду с ухудшением чистоты обработки, свидетельствуют об износе инструмента.
10. Стойкость инструмента определяется периодом, в течение которого инструмент способен выполнять свои функции с достаточной надежностью при обработке деталей, удовлетворяющих предъявляемым требованиям.
Вопрос предварительной оценки гарантированной стойкости инструмента особенно важен при обработке на станках с ЧПУ так как плановая замена инструмента в соответствии с гарантированной стойкостью позволит уменьшить вмешательство оператора в процесс обработки или даже запрограммировать прекращение обработки при достижении предельного износа.
Виды износа режущей пластины
3.1 Износ по задней поверхности
http://www. i-mash. ru/uploads/posts/2014-02/1392126963_3535-hq_img_flank_wear. jpgЕстественный износ пластины происходит при обработке любых видов материалов. Естественный износ по задней поверхности является наиболее ожидаемым механизмом износа, так как его легче всего предсказать. Износ по задней поверхности происходит равномерно по всей длине режущей кромки при трении материала заготовки о режущую кромку; этот процесс схож с затуплением лезвия ножа.
Износ по задней поверхности начинается, когда твердые микроскопические включения или наклепанный материал заготовки врезаются в пластину. Причинами такого износа могут быть трение при низких скоростях резания и химические реакции между материалами при высоких скоростях резания.
Естественный износ по задней поверхности определяется по относительно равномерному следу изнашивания, образующемуся вдоль режущей кромки пластины. Иногда металл от заготовки наслаивается на режущую кромку, визуально увеличивая настоящий размер следа изнашивания на пластине.
С другой стороны, быстрый износ по задней поверхности нежелателен, так как он сокращает срок службы инструмента и при его наличии невозможно обеспечить обычно требуемую стойкость - 15 минут. Быстрый износ по задней поверхности происходит при резании абразивных материалов, таких как ковкий чугун, кремний-алюминиевые сплавы, жаропрочные сплавы, дисперсионно-твердеющие марки нержавеющей стали после термической обработки, сплавы меди с бериллием и сплавы карбида вольфрама, а также неметаллических материалов, например стекловолокна, эпоксидной смолы, армированной пластмассы и керамики.
Умеренный износ по задней поверхности характеризует оптимальный процесс обработки. При чистовой обработке при увеличении износа по задней поверхности ухудшается шероховатость обработанной поверхности, возрастает трение, количество выделяемого тепла, поскольку уменьшается задний угол. При черновой обработке увеличенный износ по задней поверхности, приводя к изменению геометрии, может вызвать вибрации, повышенное потребление мощности и повышает вероятность поломки режущей кромки.

Рис.1 Естественный износ режущей кромки по задней поверхности
3.2 Лункообразование
http://www. i-mash. ru/uploads/posts/2014-02/1392126951_3535-hq_img_cratering. jpgОбычно возникающие при высокоскоростной обработке чугуна или титановых сплавов, лунки образуются в результате нагрева или химической реакции, при которых пластина фактически растворяется в стружке от заготовки.
К образованию лунок на пластинах приводит сочетание диффузии и абразивного износа. В случае с обработкой чугуна и титановых сплавов, тепло стружки от заготовки вызывает растворение и диффузию частиц карбида вольфрама в стружке; таким образом, образуется лунка в верхней части пластины. Со временем лунка может стать достаточно большой для того, чтобы вызвать выкрашивание задней поверхности пластины, деформировать ее или привести к быстрому износу по задней поверхности.
В ряде случаев высокая температура и давление могут привести к пластической деформации материала инструмента, когда вершина опускается и материал режущей части деформируется либо в направлении обработки, либо в направлении задней поверхности. Это приводит к увеличению трения и, соответственно, увеличению выделяемого тепла, изменяется геометрия режущей кромки, нарушается процесс формирования стружки, что создает критическую ситуацию для процесса резания. При чистовой обработке пластическая деформация приводит к ухудшению шероховатости обрабатываемой поверхности и вызывается недостаточной красностойкостью материала инструмента.

Рис.2 Лункообразование на режущей кромке
3.3 Наростообразование на режущей кромке
http://www. i-mash. ru/uploads/posts/2014-02/1392126910_3535-hq_img_built-up_edge. jpgНаросты на режущих кромках образуются, когда фрагменты заготовки под давлением привариваются к режущей кромке пластины. Это происходит из-за химического сходства материалов пластины и заготовки, высокого давления обработки и значительной температуры в зоне резания. Нарост на кромке может отломиться в любое время (иногда с частью пластины), что приводит к выкрашиванию и быстрому износу по задней поверхности.
Как правило, механизм разрушения запускается при работе с вязкими материалами, жаропрочными сплавами, нержавеющими сталями и цветными металлами, а также при малых скоростях обработки, нарезании резьбы и сверлении. Наросты на режущих кромках можно определить по нехарактерным изменениям размера частиц или шероховатости, а также по блестящему материалу в верхней части или на задней поверхности кромки пластины.

Рис.3 Наростообразование на режущей кромке
3.4 Выкрашивание режущей кромки
http://www. i-mash. ru/uploads/posts/2014-02/1392126913_3535-hq_img_chipping. jpgВыкрашивание происходит вследствие механической нестабильности из-за отсутствия жестких настроек, плохих подшипников или изношенных шпинделей, твердых участков в обрабатываемом материале или из-за прерывистого резания. Иногда такое разрушение возникает в процессах, для которых оно нехарактерно, например, при обработке пористых металлокерамических материалов. В этом процессе твердые включения на поверхности материала разрезаются, и прерывистое резание приводит к концентрации напряжения в определенных участках и вызывает выкрашивание.
При данном типе разрушения следы выкрашивания отчетливо заметны по всей длине режущей кромки.
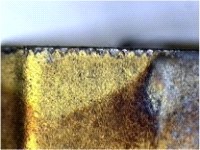
Рис.4 Выкрашивание режущей кромки
3.5 http://www. i-mash. ru/uploads/posts/2014-02/1392127021_3535-hq_img_thermal_mechanical_failure. jpgТепломеханическое повреждение режущей кромки
http://www. i-mash. ru/uploads/posts/2014-02/1392127021_3535-hq_img_thermal_mechanical_failure. jpgТепломеханическое повреждение пластины происходит при комбинации резких колебаний температуры и механического удара. Под действием напряжения вдоль кромки пластины появляются трещины, из-за чего со временем фрагменты твердого сплава могут выпадать, а пластины становятся более подверженными выкрашиванию.
Тепломеханические повреждения чаще всего наблюдаются при фрезеровании и иногда при токарной обработке с прерывистым резанием, торцевом фрезеровании большинства деталей и выполнении операций с прерывистой подачей СОЖ. Признаками тепломеханического повреждения пластины являются многочисленные трещины, идущие перпендикулярно режущей кромке. Очень важно идентифицировать это повреждение до того, как начнется выкрашивание пластины.
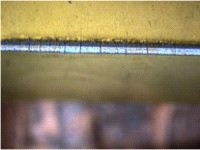
Рис.5 Тепломеханическое повреждение режущей кромки
3.6 http://www. i-mash. ru/uploads/posts/2014-02/1392126945_3535-hq_img_edge_deformation. jpgДеформация режущей кромки
Деформация режущей кромки образуется из-за чрезмерного нагрева в сочетании с механической нагрузкой. Избыточный нагрев зачастую возникает при высокой скорости и подаче или при обработке твердых сталей, наклепанных металлов и жаропрочных сплавов.
Избыточный нагрев приводит к размягчению кобальта или связующего твердого сплава пластины. Механическая нагрузка возникает, когда из-за давления пластины на заготовку пластина деформируется или изгибается на конце, что может привести к отламыванию кромки пластины, быстрому износу по задней поверхности.

Рис. 6 Деформация режущей кромки
3.7 Образование бороздки на режущей кромке
http://www. i-mash. ru/uploads/posts/2014-02/1392127044_3535-hq_img_notching. jpgБороздки образуются, когда поверхность заготовки из абразивного материала обдирает или выкрашивает режущий инструмент на уровне глубины резания. Бороздки могут формироваться при обработке литых, окисленных, наклепанных поверхностей или поверхностей неправильной формы. Поскольку абразивное воздействие - это главный виновник образования бороздок, в подверженных этому процессу зонах пластина может выкрашиваться. Полоса на пластине на уровне глубины резания испытывает напряжение, что делает пластину менее стойкой к нагрузкам.
Данное разрушение становится заметным, когда бороздки и следы выкрашивания появляются в зоне глубины резания на пластине.
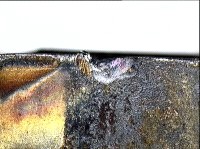
Рис. 7 Образование бороздки на режущей кромке
3.8 Механическое разрушение режущей кромки
Механическое разрушение пластины происходит, когда внешнее усилие превышает внутренний запас прочности режущей кромки пластины.
http://www. i-mash. ru/uploads/posts/2014-02/1392127149_3535-hq_img_fracturing. jpg Любые из перечисленных выше разрушений могут способствовать механическому разрушению пластины.

Рис.8 Механическое разрушение режущей кромки
Анализ стандартных мер решения проблем износа инструмента
Чтобы замедлить естественный износ по задней поверхности, необходимо использовать пластины из самого твердого сплава, устойчивого к выкрашиванию, а также оставлять режущую кромку как можно более свободной, чтобы снизить усилие резания и трение.
Поэтому для предотвращения быстрого износа по задней поверхности крайне важно подобрать пластины из более твердых сплавов с износостойким покрытием и обеспечить правильную подачу СОЖ. Также может помочь и снижение усилий резания, однако оно негативно скажется на времени цикла.
Образование наростов на режущей кромке можно контролировать путем увеличения скорости резания и подачи, а также использования пластин с покрытием из нитрида титана (TiN) и правильной подачи СОЖ (например, увеличения концентрации СОЖ). Помимо этого рекомендуется применять пластины с более ровными поверхностями и/или снижающими усилие геометриями.
Выкрашивание можно предотвратить, если обеспечить правильную установку инструмента, свести к минимуму изгиб, контролировать образование наростов на кромках, использовать хонингованные пластины, а также пластины из более прочных сплавов и/или с усиленной геометрией режущей кромки.
Предотвратить образование трещин можно, если правильно применять СОЖ или по возможности исключить ее из процесса обработки. Следует отдавать предпочтение пластинам из более ударостойких сплавов и пластинам с геометрией, снижающей тепловыделение, а также уменьшать скорость подачи.
Деформацию режущей кромки можно контролировать, если правильно применять СОЖ, использовать пластины из более износостойкого сплава с меньшим содержанием связующего, а также если уменьшить скорость обработки и подачи и использовать пластины со снижающей усилие геометрией.
Чтобы предотвратить образование бороздки, важно изменять глубину резания при обработке в несколько проходов, использовать инструмент с большим заходным углом, увеличивать скорость резания при обработке жаропрочных сплавов, снижать скорость подачи, осторожно увеличивать хон в глубине зоны резания и предотвращать образование наростов на кромках, особенно при обработке нержавеющей стали и жаропрочных сплавов.
Предотвратить механическое разрушение пластины возможно, если устранить указанные ранее разрушения, кроме естественного износа по задней поверхности. Для этого необходимо использовать пластины из более ударостойких сплавов, выбирать пластины с усиленной геометрией, применять пластины большей толщины, снижать скорость подачи и/или глубину резания, изменять жесткость установки и проверять заготовку на наличие твердых включений или труднообрабатываемых участков.
Сравнительный анализ предлагаемого твердого сплава IC6015 и IC6025 технологии SUMO TEC с другими сплавами покрытия CVD
Твёрдый сплав с покрытием в настоящее время занимает 80-90% рынка пластин для режущих инструментов. Своим успехом он обязан уникальному сочетанию износостойкости и прочности, а также способности принимать сложные формы. Твердый сплав с покрытием состоит из твердосплавной основы и покрытия. Вместе они представляют сплав, оптимизированный для конкретной области применения.
Пластины из твердого сплава с покрытием оптимально подходят для широкого спектра инструментов и областей применения.

Рис.9 - CVD покрытие
Аббревиатура CVD означает Chemical Vapor Deposition (химическое осаждение из паровой фазы).
Покрытие CVD образуется в результате химических реакций при температуре 700-1050°C.
Покрытия CVD обладают хорошей износостойкостью и адгезией к твердосплавной основе.
Первый твердый сплав с покрытием CVD имел однослойное покрытие из карбида титана (TiC). Позже появились покрытия из оксида алюминия (Al2O3) и нитрида титана (TiN). Еще позже были разработаны современные покрытия из карбонитрида титана (MT-Ti(C, N) и MT-TiCN, называемые также MT-CVD) для улучшения свойств сплава за счет способности сохранять целостность граничного слоя твердого сплава.
В современных покрытиях CVD комбинируются слои MT-Ti(C, N), Al2O3 и TiN. Непрерывно улучшаются свойства покрытий в отношении адгезии, прочности и износа за счет микроструктурной оптимизации и последующей обработки.
В качестве инновационного метода решения проблемы износа инструмента предлагается высокопроизводительный инструмент компании ISCAR серии HELITURN TG и HELITURN LD, обладающий особой геометрией с криволинейной режущей кромкой, позволяющий значительно снизить силы резания. Дополнительный эффект дает применение высококачественных твердых сплавов и новейших покрытий известной серии SUMO TEC.
Большинство автозапчастей, например, вал шестерни, ведущие валы и передаточные валы, требуют применения инновационных технологий для черновой/чистовой механообработки. Высокотехнологичный токарный инструмент компании ISCAR позволяет сократить время механообработки на 30…50%. Благодаря минимальному количеству проходов и высокой скорости механообработки удается добиться максимальной эффективности токарной обработки при минимальном затрачиваемом времени.
Новые твердые сплавы для IC6025 и IC6015 с покрытием SUMO TEC разработанные специально для обработки нержавеющей стали.
Новые сплавы IC6015 и IC6025 охватывают соответственно диапазоны применения по ISO M05–25 и M20–35.
Покрытие по специальной технологии SUMO TEC:
• Повышает сопротивление к критическому износу (Al2O3 )
• Улучшает сопротивление к отслаиванию покрытия слой TiCN (MT)
• Повышает сопротивление абразивному износу TiN
• Улучшает сцепление с основой из твердого сплава. Основа из твердого сплава.
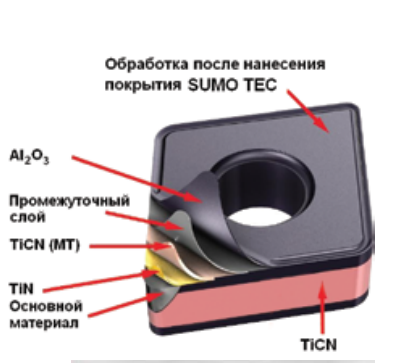
Рис.10 Пластина с покрытием SUMO TEC
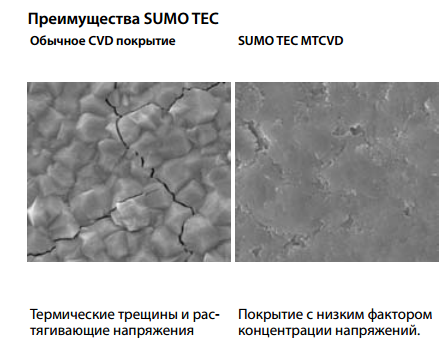
Рис.11 Преимущества покрытия SUMO TEC
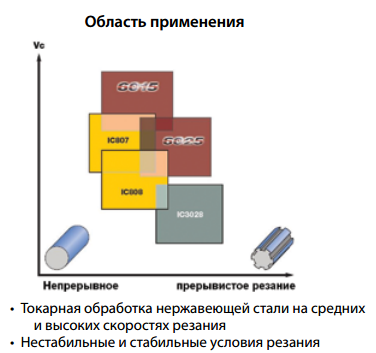
Рис.12 Область применения пластин с покрытием SUMO TEC
Таблица 1 - Рекомендованные скорости резания и технические характеристики сплавов IC6015 и IC6025 технологии SUMO TEC


Рис.13 – Результаты экспериментов сплавов IC6015 и IC6025 технологии SUMO TEC по сравнению со сплавами 807 и 907 с покрытием СVD
Таблица 2 – Сравнительная характеристика покрытия SUMO TEC с покрытием СVD
№п | Сравниваемый показатель | SUMO TEC | СVD |
1. | Стойкость к трещинообразованию | выше | ниже |
2. | Сход стружки | более облегчен | облегчен |
3. | Сопротивление к критическому износу | выше | ниже |
4. | Сопротивление кратерному износу | высокое | низкое |
5. | Сопротивление скалыванию | улучшенное | среднее |
6. | Сопротивление абразивному износу | повышенное | - |
7. | Прочность | выше | ниже |
Заключение
Исходя из проведенного исследования, следует вывод, что понимание всех типов разрушения пластин и возможность применения инновационных сплавов IC6015 и IC6025 технологии SumoTec обеспечит производителям решение проблем износа инструмента, а так же нижеперечисленные преимущества.
Рост производительности.
Увеличение срока службы инструмента и предсказуемость его работы.
Детали с улучшенной структурой и допусками.
Меньший износ оборудования.
Снижение вероятности критического разрушения пластин и, следовательно, уменьшение остановок производства и повреждений дорогостоящих деталей.
Список используемой литературы
1. Аверьянов, инструмент: Учебное пособие / , . - М.: МГИУ, 2007. - 144 c.
2. Адаскин, режущий инструмент: Учебное пособие для студ. учреждений сред. проф. образования / , . - М.: ИЦ Академия, 2012. - 224 c.
3. Рыжкин, инструмент: Учебное пособие / , , . - Рн/Д: Феникс, 2009. - 405 c.
4. Фельдштейн, инструмент. Эксплуатация: Учебное пособие / . - М.: ИНФРА-М, Нов. знание, 2012. - 256 c.
Сайты:
http://engine. aviaport. ru
http://www. ito-news. ru
