

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 621.791
, (РГУПС, Россия)
КОМПЬЮТЕРНОЕ МОДЕЛИРОВАНИЕ ПРОЦЕССОВ НАПЛАВКИ И ТЕРМОФРЕЗЕРОВАНИЯ МЕТАЛЛОПОКРЫТИЙ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ
На кафедре «Эксплуатация и ремонт машин» РГУПСа разработана компьютерная модель расчета параметров электродуговой наплавки под слоем флюса и термомеханической обработки цилиндрических деталей.
Целью данной программы является снижение трудоемкости выбора оптимальных режимов наплавки и последующей механической обработки торцовой фрезой для достижения наилучших результатов по качеству поверхности наплавленных деталей. Программа выполнена в оболочке Microsoft Excel с помощью макрос-команд Visual Basic, что позволяет одновременно анализировать несколько вариантов наплавки и механической обработки деталей. При подборе режимов наплавки и фрезерования торцовой фрезой металлопокрытия цилиндрических деталей компьютерная модель позволяет всесторонне проанализировать получаемые геометрические параметры качества обработки на поверхностном слое наплавленного металла, а так же подобрать режимы благоприятные для режущего инструмента.
С помощью компьютерной модели рассчитывается стойкость фрезы, параметры получаемой стружки, так же ведется расчет неровностей на поверхности профрезерованной детали. Данная программа позволяет анализировать изменения температуры и предела прочности наплавленного слоя, усилия резания фрезой по каждому витку нанесенного на деталь металла.
На рис. 1 представлена блок-схема автоматизированного расчета параметров наплавки и механической обработки фрезой восстанавливаемых деталей. Основная программа состоит из 6 листов (Microsoft Excel):
- лист 1 (справочная информация) – содержит типовые режимы электродуговой наплавки под слоем флюса и таблицу содержаний химических элементов в наплавленном слое детали в зависимости от вида флюса и марки наплавочной проволоки (рис. 2); лист 2 (исходные данные) – выполнен в виде таблицы (рис. 3), в которую вносятся параметры наплавляемой детали, режимы электродуговой наплавки с последующей термообработкой торцовой фрезой и содержание углерода (выбирается по таблице «Содержание элементов, %» на листе 1); лист 3 (расчет) – содержит таблицу расчетов промежуточных результатов для определения температур наплавки (эффективную мощность сварочной дуги, скорость подачи источника тепла, расстояние от источника тепла до зоны фрезерования, количество витков и т. д.), а так же теоретический расчет стойкости фрезы при заданных режимах (рис. 4). Изменяя на листе 2 (исходные данные) параметры наплавки и термофрезерования, возможен выбор параметров, оптимальных для увеличения стойкости фрезы; лист 4 (расчет стружки) – на данном листе рассчитываются геометрические составляющие поверхности детали (высота неровностей и ширина огранки), которые определяют качество поверхности (рис. 5). Содержится расчет геометрии получаемой стружки (длина стружки, длина профиля стружки, ее площадь, максимальная толщина и т. д.), а также время резания одной стружки, зависящее от режимов механической обработки; лист 5 (итоги) – содержит шаблон таблицы конечных результатов (рис. 6). По этому шаблону проводится расчет температуры, предела прочности и усилия резания торцовой фрезой по каждому витку наплавленного металла. Данный лист содержит таблицу параметров получаемой стружки и геометрические характеристики профрезерованной поверхности; лист 6 (рабочий лист) – содержит основной расчет температуры, предела прочности и усилия резания на каждом витке наплавки (рис. 7). С «рабочего листа» значения поступают на итоговый лист 9 (рис. 8) (итоги 2) в таблицу конечных результатов, а затем при необходимости выводятся на печать.

Рис. 1. Блок - схема автоматизированного расчета параметров наплавки
и механической обработки восстанавливаемых деталей
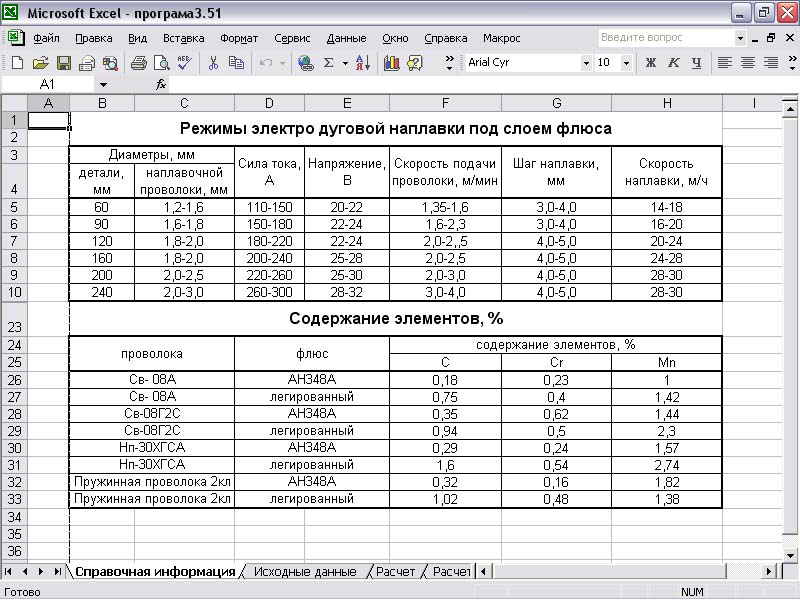
Рис. 2. Изображение листа 1 (справочная информация) на экране монитора
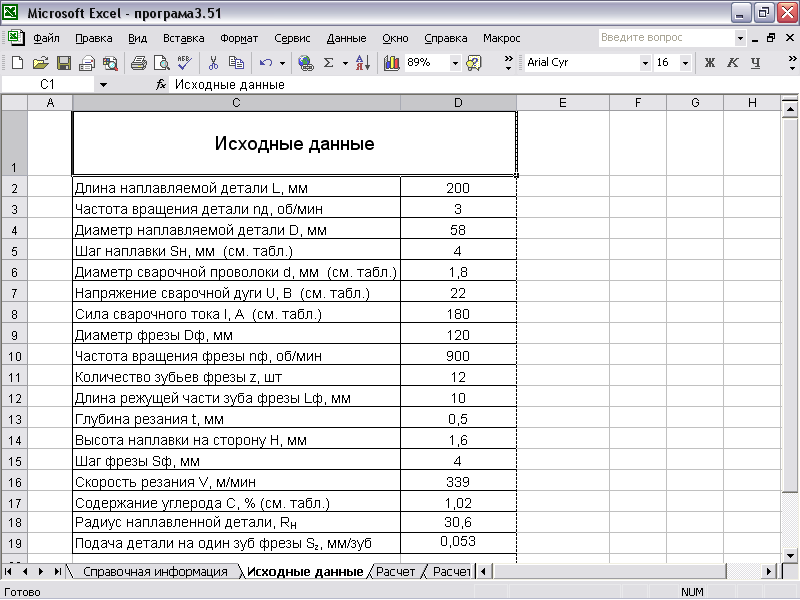
Рис. 3. Изображение листа 2 (исходные данные) на экране монитора
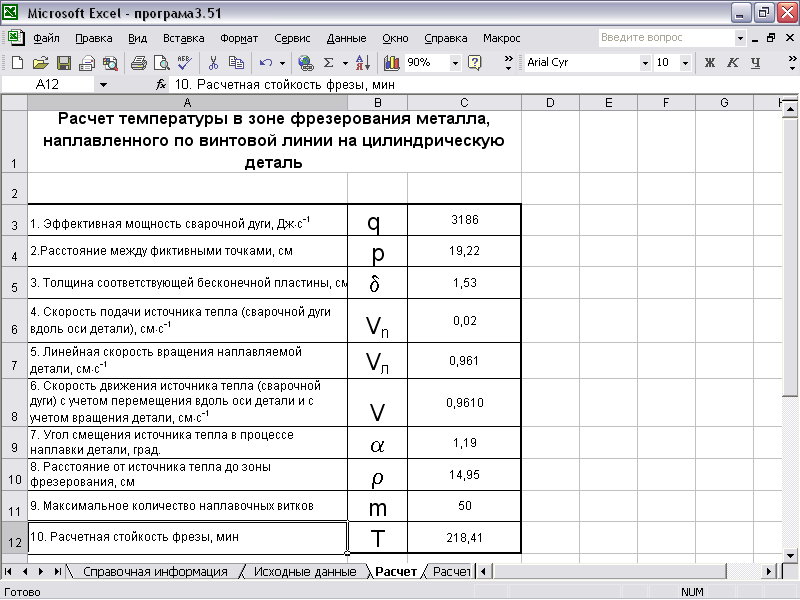
Рис. 4. Изображение листа 3 (расчет) на экране монитора
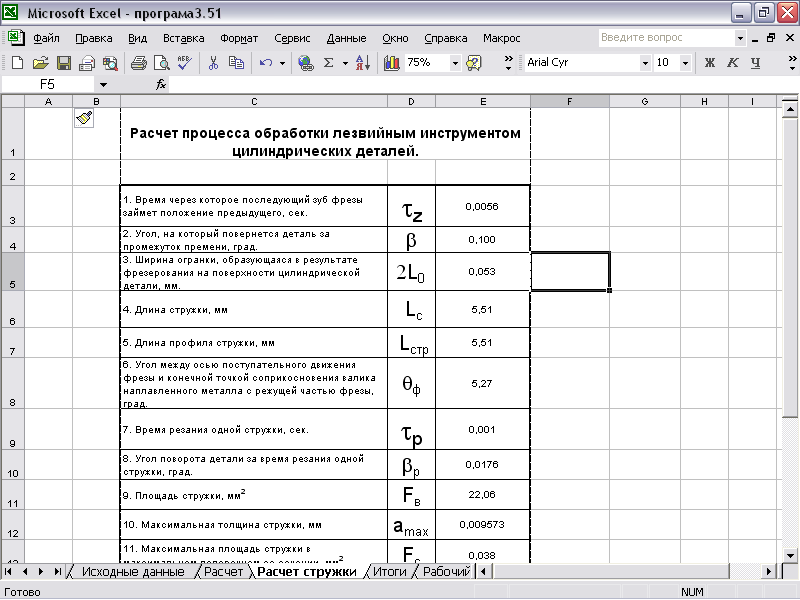
Рис. 5. Изображение листа 4 (расчет стружки) на экране монитора
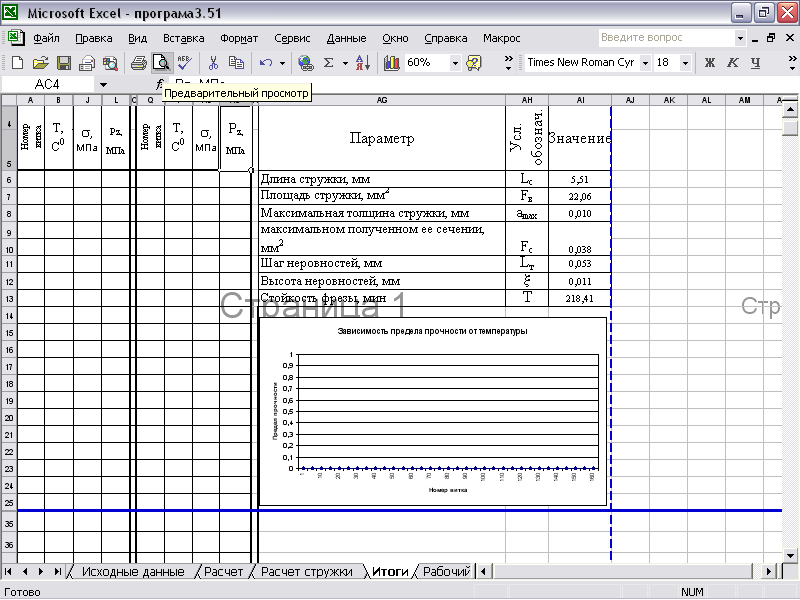
Рис. 6. Изображение листа 5 (итоги) на экране монитора
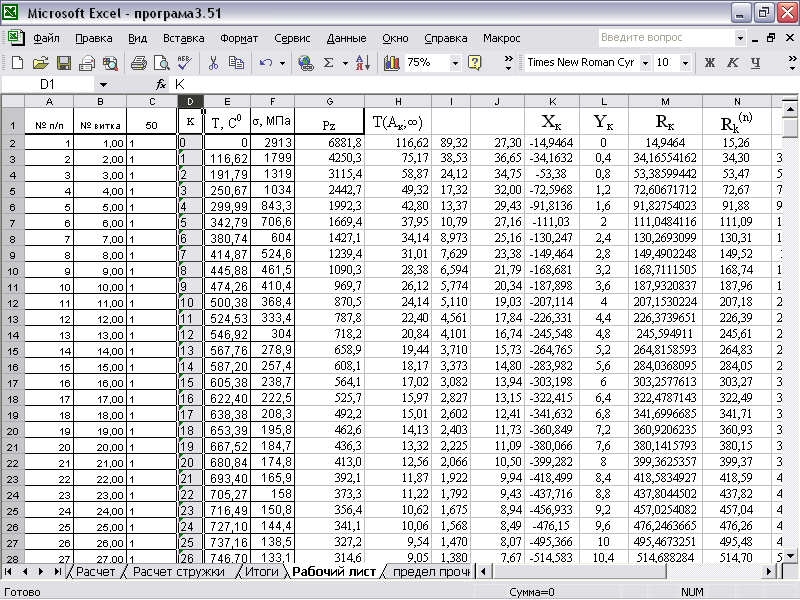
Рис. 7. Изображение листа 6 (рабочий лист) на экране монитора
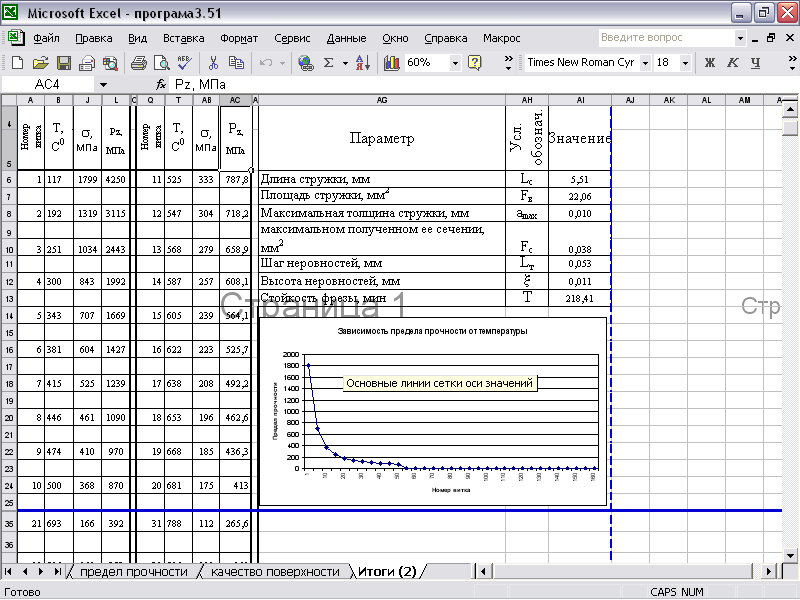
Рис. 8. Изображение листа 9 (итоги 2) на экране монитора
На рис. 8. изображен лист 9 (итоги 2) – итоговая таблица расчета температуры, предела прочности и усилия резания на каждом витке наплавленного металла детали, представлена сводная таблица геометрических характеристик поверхностного слоя детали и характеристики получаемой стружки. На листе также представлен график изменения предела прочности в зависимости от витка наплавляемой поверхности.
Для выбора оптимальных режимов наплавки и термообработки необходимо сравнить несколько вариантов. Для этого на листе 2 (исходные данные) (рис. 3) изменяются параметры наплавки и фрезерования, после чего рассчитывается итоговая таблица лист 10 (итоги 3), что позволяет качественно и рационально выбрать необходимый вариант режимов восстановления детали.
Требования к оборудованию:
Тип ЭВМ: IBM PC-совмест. ПК
Программа: Microsoft Excel
Операционная система: Windows 98 или выше
База данных: 583 Кбайт
