

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
изации газов в сварочных дугах с использованием уравнения Саха (2 часа)
1.1 Цель занятия
Приобрести практические навыки в расчетах степени ионизации газа, эффективного потенциала ионизации смеси газов, установить зависимости степени ионизации от температуры и давления.
1.2 План практического занятия
1) Понятие электрической дуги
2) Понятие потенциала ионизации и степени ионизации
3) Уравнение Саха
4) Эффективный потенциал ионизации смеси газов
Пример 1.
Рассчитать по уравнению Саха степень ионизации газа при атмосферном давлении для различных температур. Построить график зависимости степени ионизации газа от температуры для каждого варианта.
Таблица 1 - Исходные данные.
Элемент | Температура, К |
Водород | 9000,10000, 11000, 12000, 13000 |
Углерод | 8000, 9000, 10000, 11000,12000 |
Азот | 7000, 9000, 11000, 13000, 15000 |
Кислород | 6000, 8000, 10000, 12000, 14000 |
Расчет степени ионизации производится по упрощенному уравнению Саха
 .
.
Данные потенциала однократной ионизации и квантового коэффициента принимаются из таблиц 1 и 2. После подстановки всех данных в формулы получим:
Для водорода:
Температура, К | 9000 | 10000 | 11000 | 12000 | 13000 |
Степень ионизации, В | 0,008 | 0,021 | 0,049 | 0,0997 | 0,181 |
Для углерода:
Температура, К | 8000 | 9000 | 10000 | 11000 | 12000 |
Степень ионизации, В | 0,014 | 0,039 | 0,093 | 0,189 | 0,343 |
Для азота:
Температура, К | 7000 | 9000 | 11000 | 13000 | 15000 |
Степень ионизации, В | 0,00025 | 0,051 | 0,036 | 0,137 | 0,41 |
Для кислорода:
Температура, К | 6000 | 8000 | 10000 | 12000 | 14000 |
Степень ионизации, В | 0,00014 | 0,00399 | 0,0396 | 0,177 | 0,543 |
По полученным данным строим график зависимости степени ионизации от температуры.
1.3 Рекомендуемая литература
1) [2]
1.4 Контрольные задания для СРС ( тема1) [2]
1) Влияние давления газа на степень ионизации
2) Влияние концентрации легкоионизируемого элемента на эффективный потенциал ионизации
3) Влияние химических соединений покрытий и флюсов на эффективный потенциал ионизации
2 Расчет температурного поля при однопроходной сварке и наплавке
(4 часа)
2.1 Цель занятия
Приобретение навыков в определении приращений температур в телах различной формы при действии неподвижных источников
2.2 План практического занятия
1) Мгновенный точечный источник на поверхности полу бесконечного тела
2) Мгновенный линейный источник в пластине
3) Мгновенный плоский источник в стержне
4) Предельное состояние
5) Непрерывно действующие, быстродвижущиеся источники теплоты
Пример 1.
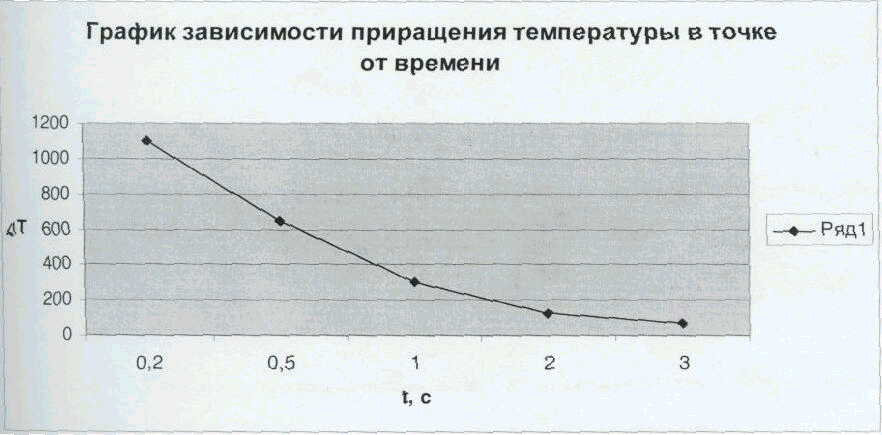
При вводе в полу бесконечное тело (низколегированная сталь) количества теплоты Q мгновенным точечным источником, определить приращения температуры в точке с заданным значением R через различные промежутки времени. Построить график зависимости приращения температуры в точке от времени (при t=0, а Т = 0).Для решения этой задачи используем формулу ![]() .
.
Задачу решим, пользуясь табличным редактором Excel, данные представлены в таблице:
Q, (Дж) | R, ( см ) | Ср (Дж/см3*К) | а, [см/с] | t, (c) | Δ Т (K) |
1000 | 0,3 | 5 | 0,08 | 0,2 | 1098,475221 |
0,5 | 642,4560569 | ||||
1 | 300,3443684 | ||||
2 | 122,1054445 | ||||
3 | 69,63351476 |
По полученным данным строится график:
2.3 Рекомендуемая литература
2.4 Контрольные задания для СРС (тема 2) [2]
1) Определение приращений температур при действии непрерывных источников теплоты для полубесконечного тела, пластины, стержня.
2) Предельное квазистационарное состояние для различных нагреваемых тел
3) Распределение теплоты при винтовой наплавке на тонкостенный цилиндр.
3 Расчет параметров термического цикла сварки
(4 часа)
3.1 Цель занятия
Приобрести навыки в расчетах параметров простого и сложного термического цикла.
3.2 План практического занятия
1) Влияние термического цикла на технологический режим сварки.
2) Ширина зоны термического влияния.
3) Расчет скорости охлаждения.
4) Расчет длительности пребывания металла выше заданной температуры.
Пример 1.
Пластины из низколегированной мартенситной стали толщиной 10 мм сваривают встык дуговой сваркой под флюсом. Режим сварки: ток 220 А; напряжение дуги 36 В; скорость сварки 22 м/ч=0,006 м/с; начальная температура Тн=273 К.
Определить в подвижной системе координат температуру точки зоны термического влияния с координатами относительно движущегося источника х=0,2 м; у=0,02 м. Эффективный к. п. д. источника 0,8 . теплофизические коэффициенты принимаются по таблице 1.
Для Тср=800К α=60 Вт/м2К.
Эффективная мощность дуги:
q=0,8*220*36=6340 Вт.
Коэффициент поверхностной температуроотдачи по формуле:
b=2*60/5*106*0,01 1/с.
Время, за которое источник проходит расстояние х=0,2 м,
t=-x/v=-0.2/0.06=33.3c.
В точке зоны термического влияния, (у=0,02 м)
 Температура точки зоны термического влияния:
Температура точки зоны термического влияния:
Т=ΔТ+ТН=237+273=510К.
3.3 Рекомендуемая литература
1) [1]
3.4 Контрольные задания для СРС (тема 3) [1]
1) Термический цикл при многослойной сварке длинными участками.
2) Термический цикл при многослойной сварке короткими участками.
4 Расчет проплавления основного и присадочного металла
(2 часа)
4.1 Цель занятия
Изучение процессов нагрева и плавления электрода, влияния давления столба дуги на жидкий металл ванны
4.2 План практического занятия
1) Схемы процесса нагрева и плавления электрода.
2) Коэффициент расплавления.
3) Термический кпд процесса проплавления основного металла.
Пример 1.
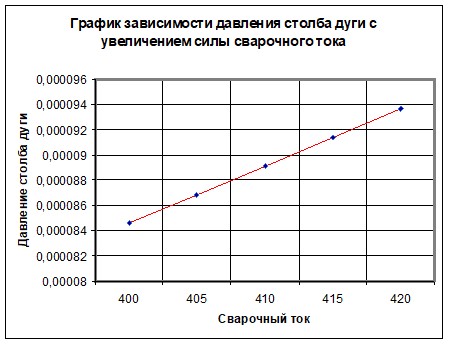
Определить давление столба дуги на жидкий металл в кратерной части ванны при сварке под флюсом электродной проволокой диаметром 4 мм при указанном режиме сварки (ширину шва рассчитать с точностью до второго знака после запятой). Построить график показывающий изменения столба дуги с увеличением силы сварочного тока.
Расчет производится в табличном редакторе Excel. Исходные данные и данные расчета представлены в таблице:
Vсв, м/ч | Ug, В | Iсв, А | Pg, Па | k', Н/А2 | B, м |
32,5 | 25 | 400 | 8,46376E-05 | 2,66E-07 | 25,3031 |
32,5 | 25 | 405 | 8,68522E-05 | 2,66E-07 | 25,2907 |
32,5 | 25 | 410 | 8,90977E-05 | 2,66E-07 | 25,2782 |
32,5 | 25 | 415 | 9,1374E-05 | 2,66E-07 | 25,2658 |
32,5 | 25 | 420 | 9,36814E-05 | 2,66E-07 | 25,2533 |
4.3 Рекомендуемая литература
1) [ 2
4.4 Контрольные задания для СРС ( тема 4)
1) Физический смысл коэффициента расплавления
2) Расчет распределения температур по различным схемам нагрева электрода
5 Особенности тепловых процессов при электрошлаковой и контактной сварке
( 3 часа)
5.1 Цель занятия
Приобрести практические навыки в расчетах тепловых полей при электрошлаковой и контактной сварке
5.2 План практического занятия
1) Распределение температур при электрошлаковой сварке.
2) Распределение температур при контактной сварке стержней сопротивлением.
3) Температурное поле в пластинах при контактной точечной сварке.
4) Процесс выравнивания температур при контактной шовной сварке.
Пример 1.
Определить каких пределах изменяется скорость охлаждения центральной зоны сварной точки низколегированной стали при Т= 500°С, толщине металла д=2 мм, диаметре ядра точки d= 0,7 см, в случае сварки на различных режимах. Время сварки t= 0,5 с и t = 1,5 с. Теплофизические коэффициенты стали л=0,4 Дж/см*сек*град, сс=5,0 Дж/см3*град, а= 0,08 см2/сек. Начальная температура листов Т0 = 20 °С. теплосодержание расплавленного металла h= 1300 Дж/г.
Приближенно полагаем диаметр электрода равным диаметру ядра точки. Находим теплоту, затрачиваемую на расплавление столбика металла свариваемых листов толщиной 2 д, находящегося между электродами диаметром dЭ:
![]() ;
;
Q1=![]() Дж.
Дж.
Определяем теплоту, затрачиваемую на нагрев кольца металла шириной х, окружающего центральный столбик. Условно принимается, что объем этого кольца ![]() , а средняя температура нагрева металла ТПЛ/4:
, а средняя температура нагрева металла ТПЛ/4:
![]()
К1=0,8 – коэффициент, учитывающий неравномерность нагрева кольца.
Предварительно вычисляем для двух случаев размер х по формуле:
![]()
t=0,5с ![]()
t=0,5с
![]()
Находим скорость охлаждения по формуле:
![]()
Для уменьшения скорости охлаждения необходимо применять либо более «мягкие» режимы с большим временем сварки, либо подогрев листов.
5.3 Рекомендуемая литература
1) [ ]
5.4 Контрольные задания для СРС ( тема 5) [2]
1) Распределение температур при контактной шовной сварке.
2) Распределение температур при сварке трением.
3) Распределение температур при дугоконтактной сварке труб.
Список литературы
1 Теория сварочных процессов./Под ред. – М: Изд-во МВТУ им. , 2007, 752 с.
1 Теория сварочных процессов / под ред. . – М.: Высшая школа, 1988. – 559 с.
2 , , Хренов сварочных процессов – Вища школа, 1976. – 424 с.
3 , Тумарев сварочных процессов. - М.: Высшая школа, 1977. – 392 с.
4 Сварка. Резка. Контроль.: Справочник. Том 1. / под общ. ред. , Г, Г. Чернышова. – М.: Машиностроение, 2004. – 624 с.
5 Сварка и свариваемые материалы: В 3-х Т. Т 1. Свариваемость материалов. Справочник под ред. . М.: Металлургия, 1991. – 528 с.
6 вариваемость сталей. – М.: Машиностроение, 1984. – 216 с
7 , Хакимов сварки и термическая обработка сварных соединений. – М.: Машиностроение, 1989. – 336 с.
8 , Денисенко сварки низко - и среднелегированных сталей. – Киев: Наукова думка, 1978. – 276 с..
9 тлас структур сварных соединений. – М.: Металлургия, 1977. – 228 с.
10 Лебедев в теории сварочных процессов / Учебное пособие, - Киев, 1992. – 320 с.
