

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 621.879.004.67
(РГУПС, Россия)
МЕТОДИКА ОПРЕДЕЛЕНИЯ НОМЕНКЛАТУРЫ ВОССТАНАВЛИВАЕМЫХ ДЕТАЛЕЙ ЭКСКАВАТОРОВ
При проектировании производственных участков ремонтных предприятий для восстановления и изготовления деталей требуется предварительная информация о технологических и конструктивных параметрах изделий. Это необходимо для подбора соответствующих средств технологического оснащения (оборудования, приспособлений, инструмента и др.) при выполнении технологических процессов.
Ремонтному производству в большей степени соответствует серийное и мелкосерийное производство с широкой и часто изменяемой номенклатурой ремонтируемых машин. В этих условиях, с целью оперативного определения показателей, необходимо разработать универсальную методику определения необходимых данных о восстанавливаемых деталях. Методика должна выявлять элементы деталей, которые с наибольшей вероятностью будут подвергаться восстановлению на ремонтных заводах.
Из конструктивных особенностей строительных путевых машин вытекает, что наибольшее количество восстанавливаемых деталей в ремонтной практике относится к трансмиссии машин. Наиболее частым дефектом этих деталей является износ их рабочих поверхностей в среднем на 0,1 – 0,3 мм.
Детали трансмиссии передают крутящие моменты от приводных двигателей к ходовой части и к рабочему оборудованию машин. Рабочими поверхностями деталей, входящими в трансмиссию машин, в основном являются поверхности вращения, т. е. цилиндрические поверхности таких классов деталей как валы, втулки, диски, зубчатые колеса и др. Наиболее многочисленную группу из перечисленных классов деталей составляют валы, опорами которых являются подшипники качения.
Подшипники качения монтируются внутренними кольцами на шейки валов, а наружными кольцами они сопрягаются с посадочными местами корпусных деталей, таких как ступицы колес, мосты, картеры коробок передач, корпуса дифференциалов и т. д.
Посадочные места под кольца подшипников качения являются базовыми поверхностями и поэтому обрабатываются с высокой точностью (до 7 – 6 квалитетов) и малой шероховатости (Rа=1,25 – 0,16 мкм). Кроме того, для повышения износостойкости эти поверхности термически обрабатываются на повышенную твердость.
В процессе эксплуатации посадочные места под подшипники качения изнашиваются с изменением формы и размеров, т. е. изменяются величины зазоров и натягов в сопряжениях – возникают перекосы валов, их неуравновешенность и, как правило, нарушается нормальная работа узлов и машин в целом.
Исходя из сказанного, предметом нашего исследования является определение диаметров подшипниковых шеек валов и посадочных мест под них в корпусных деталях.
Изношенные посадочные места подшипников на валах и корпусных деталях восстанавливаются в основном методами электродуговой наплавки (под флюсом, вибродуговой наплавкой и др.).
Для проектирования наплавочных участков ремонтных заводов и подбора наплавочного оборудования необходимо знать диаметры восстанавливаемых деталей, т. к. этот параметр определяет выбор диаметра электрода и электродной проволоки, а также режимы наплавки и использование расходных материалов.
Наиболее простой и эффективной методикой определения диаметров подшипниковых шеек валов и отверстий в корпусных деталях является выявление типов подшипников качения в трансмиссиях исследуемых машин, которые являются сопрягаемым элементом одновременно и с валами и с корпусами узлов машин.
Для установления типов подшипников машин пользуются каталогами, техническими условиями на капитальный ремонт, а также конструкторской и ремонтной документацией.
В настоящем случае, для иллюстрации методики по определению диаметров восстанавливаемых валов и отверстий, в группу исследуемых машин включаем одноковшовые строительные экскаваторы с гидравлическим управлением следующих моделей: ЭО-2621В; ЭО-3322В; ЭО-4321Б; ЭО-4124; ЭО-5123.
Для указанной группы машин делаем выборку типов подшипников качения, входящих в трансмиссию этих экскаваторов, с указанием их внутренних и наружных диаметров. Выборка диаметров подшипников качения представляет собой некоторый объем эмпирических данных. Для установления средних значений внутренних и наружных диаметров подшипников пользуемся методами статистической обработки эмпирических данных [1]. В этом случае диаметры подшипников представляют собой значения случайной величины и подчиняются нормальному закону распределения вероятностей, который характеризуется основными параметрами: математическим ожиданием Мх (средним значением случайной величины) и дисперсией Dx (величиной рассеивания размеров от среднего значения).
Нормальный закон распределения в дифференциальной форме описывается кривой распределения (плотность вероятности) согласно уравнению:
 ,
,
где у – ординаты кривой;
![]() – среднее квадратическое отклонение размера, равное
– среднее квадратическое отклонение размера, равное ![]() =
=![]() ;
;
e – основание натуральных логарифмов.
На практике, когда имеется ограниченный объем выборки значений случайной величины, теоретический закон распределения заменяется эмпирическим законом распределения.
Эмпирическое распределение характеризуется средним выборочным значением X, равным  и эмпирической дисперсией S2, равной:
и эмпирической дисперсией S2, равной:
S2 = (хi – х)2 ,
(хi – х)2 ,
где N – объем выборки значений;
xi – значение случайной величины;
mi – частота встреч значений случайной величины;
S = ![]() 2 – эмпирическое среднее квадратическое отклонение.
2 – эмпирическое среднее квадратическое отклонение.
Таким образом, для определения наиболее вероятных размеров восстанавливаемых деталей машин необходимо построить кривые распределения их диаметров с нахождением среднего значения и эмпирического среднего квадратического отклонения.
В нашем случае, для определения восстанавливаемых диаметров валов и отверстий корпусных деталей, проведем статистическую обработку диаметров подшипников качения, применяемых на указанных экскаваторах.
Размеры внутренних диаметров подшипников качения, в порядке их возрастания, имеют следующие значения в мм: 20(8); 25(7); 30(1); 40(42); 45(4); 50(27); 55(8); 60(22); 65(7); 70(26); 75(2); 80(16); 85(35); 90(42); 95(1); 100(7); 110(21); 120(12); 130(4) (в скобках указано количество одинаковых подшипников). Общее число подшипников составило 292. Используя методику статистической обработки эмпирических данных [1], получаем параметры эмпирического распределения, представленные в табл. 1.
Среднее значение эмпирического распределения составило Х = 71 мм, а эмпирическое среднее квадратическое отклонение – S = 27 мм. Наибольший восстанавливаемый диаметр вала отсюда составит величину:
Dмах = Х+3·S = 71+3·27 = 152 мм.
Таблица 1
Параметры эмпирического распределения внутренних диаметров подшипников качения, мм
Номер интервала |
|
| | ( |
| |
1 | 16 | 25,5 | – 5 | 25 | – 80 | 400 |
2 | 42 | 36,5 | – 4 | 16 | – 168 | 672 |
3 | 31 | 47,5 | – 3 | 9 | – 93 | 279 |
4 | 30 | 58,5 | – 2 | 4 | – 60 | 120 |
5 | 33 | 69,5 | – 1 | 1 | – 33 | 33 |
6 | 53 | 80,5 | 0 | 0 | 0 | 0 |
7 | 43 | 91,5 | 1 | 1 | 43 | 43 |
8 | 7 | 102,5 | 2 | 4 | 14 | 28 |
9 | 21 | 113,5 | 3 | 9 | 63 | 189 |
10 | 16 | 124,5 | 4 | 16 | 64 | 256 |
| 292 | – | – | – | – 250 | 2020 |
Графическое изображение полученного эмпирического распределения показано на рис. 1.
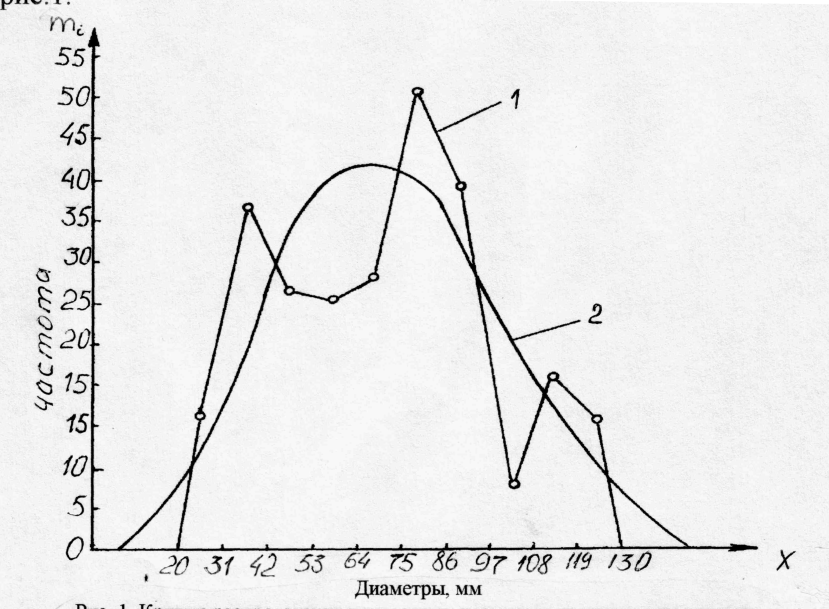
Диаметры, мм
Рис. 1. Кривые распределения внутренних диаметров подшипников качения:
1 – эмпирическая кривая; 2 – кривая нормального распределения
Размеры наружных диаметров подшипников качения, в порядке их возрастания, имеют следующие значения в мм: 30(2); 47(6); 52(6); 62(12); 68(2); 75(2); 78(2); 80(6); 90(24); 100(4); 105(1); 110(24); 120(6); 125(34); 130(23); 140(8); 150(32); 160(5); 170(4); 180(43); 190(22); 200(8); 215(12); 230(2) (в скобках указано количество одинаковых подшипников).
Общее число подшипников составило 290. Используя методику [1], получаем параметры эмпирического распределения, представленные в табл. 2.
Таблица 2
Параметры эмпирического распределения наружных диаметров подшипников качения, мм
Номер интервала |
|
|
| ( |
|
|
1 | 8 | 40 | – 5 | 25 | – 40 | 200 |
2 | 20 | 60 | – 4 | 16 | – 80 | 320 |
3 | 22 | 80 | – 3 | 9 | – 66 | 138 |
4 | 41 | 100 | – 2 | 4 | – 82 | 164 |
5 | 52 | 120 | – 1 | 1 | – 52 | 52 |
6 | 35 | 140 | 0 | 0 | 0 | 0 |
7 | 25 | 160 | 1 | 1 | 25 | 25 |
8 | 43 | 180 | 2 | 4 | 86 | 172 |
9 | 30 | 200 | 3 | 9 | 90 | 270 |
10 | 14 | 220 | 4 | 16 | 76 | 224 |
| 290 | – | – | – | – 43 | 1565 |
Графическое изображение полученного эмпирического распределения показано на рис.2.
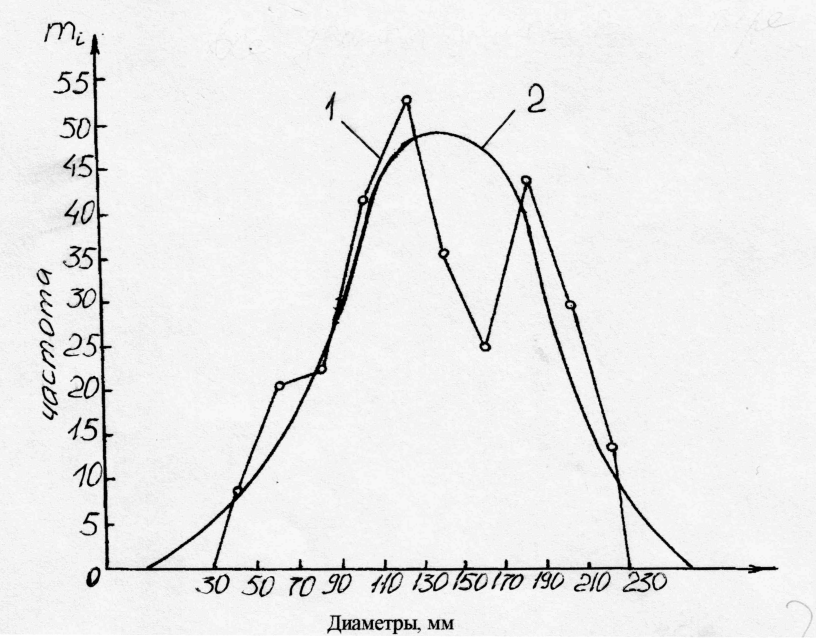
Диаметры, мм
Рис. 2. Кривые распределения наружных диаметров подшипников качения:
1 – эмпирическая кривая; 2 – кривая нормального распределения
Среднее значение эмпирического распределения составило Х=137 мм, а эмпирическое среднее квадратическое отклонение – S=46 мм. Наибольший восстанавливаемый диаметр отверстия отсюда составит величину:
Dмах = Х + 3·S = 137+ 3·46 = 275 мм.
Таким образом, разработанная методика позволяет оперативно определять необходимые параметры восстанавливаемых деталей.
Список литературы
1. РТМ 44-62. Методика статической обработки эмпирических данных. М.: Изд-во стандартов, 1966. С. 100.
