

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Пример использования статистических методов управления технологическим процессов
Для анализа технологического процесса изготовления детали «Опора» по данным фактических измерений диаметра 180 ![]() мм в партии деталей, необходимо построить гистограмму, установить характеристики рассеяния, определить вероятность соблюдения заданного допуска на диаметр опоры и найти вероятность появления брака (несоответствий допуску).
мм в партии деталей, необходимо построить гистограмму, установить характеристики рассеяния, определить вероятность соблюдения заданного допуска на диаметр опоры и найти вероятность появления брака (несоответствий допуску).
Для исследования отобрана партия (выборка) в количестве 40 штук. Для удобства построения гистограммы весь диапазон размеров (180 ![]() мм) разделен на 9 интервалов с размером одного интервала 0,043 мм.
мм) разделен на 9 интервалов с размером одного интервала 0,043 мм.
Сорок замеров размера:
179,383; 179,394; 179,421; 179,389; 179,296; 179,340; 179,357; 179,429; 179,435; 179,451; 179,462; 179,458; 179,443; 179,470; 179,473; 179,481; 179,492; 179,498; 179,501; 179,504; 179,508; 179,513; 179,518; 179,540; 179,531; 179,522; 179,519; 179,543; 179,559; 179,560; 179,572; 179,584; 179,579; 179,590; 179,598; 179,602. 179,611; 179,610; 179,652; 179,683.
Находим значение интервалов ДХ, мм, по формуле
ДЧ = ![]() ,
,
где Чmax - максимальное значение размера;
Чmin – минимальное значение размера;
m – количество интервалов ( от 8…12), m = 9.
ДЧ = ![]() мм
мм
Результаты распределения размеров по интервалам сводим в таблицу 1.
Таблица 1 – Распределение размеров по интервалам
№ интервала | Границы интервала | Штриховые отметки | Количество значений в интервале |
1 | 179,296-179,338 | | | 1 |
2 | 179,339-179,381 | | | | 2 |
3 | 179,382-179,424 | | | | | | 4 |
4 | 179,425-179,467 | | | | | | | | 6 |
5 | 179,468-179,510 | | | | | | | | | | 8 |
6 | 179,511-179,553 | | | | | | | | | 7 |
7 | 179,554-179,596 | | | | | | | | 6 |
8 | 179,597-179,639 | | | | | | 4 |
9 | 179,640-179,683 | | | | 2 |
У | 40 |
Строим график распределения размеров в соответствии с рисунком 1.
Как видно график распределения приближается к нормальному распределению, поэтому применяем формулы нормального распределения.
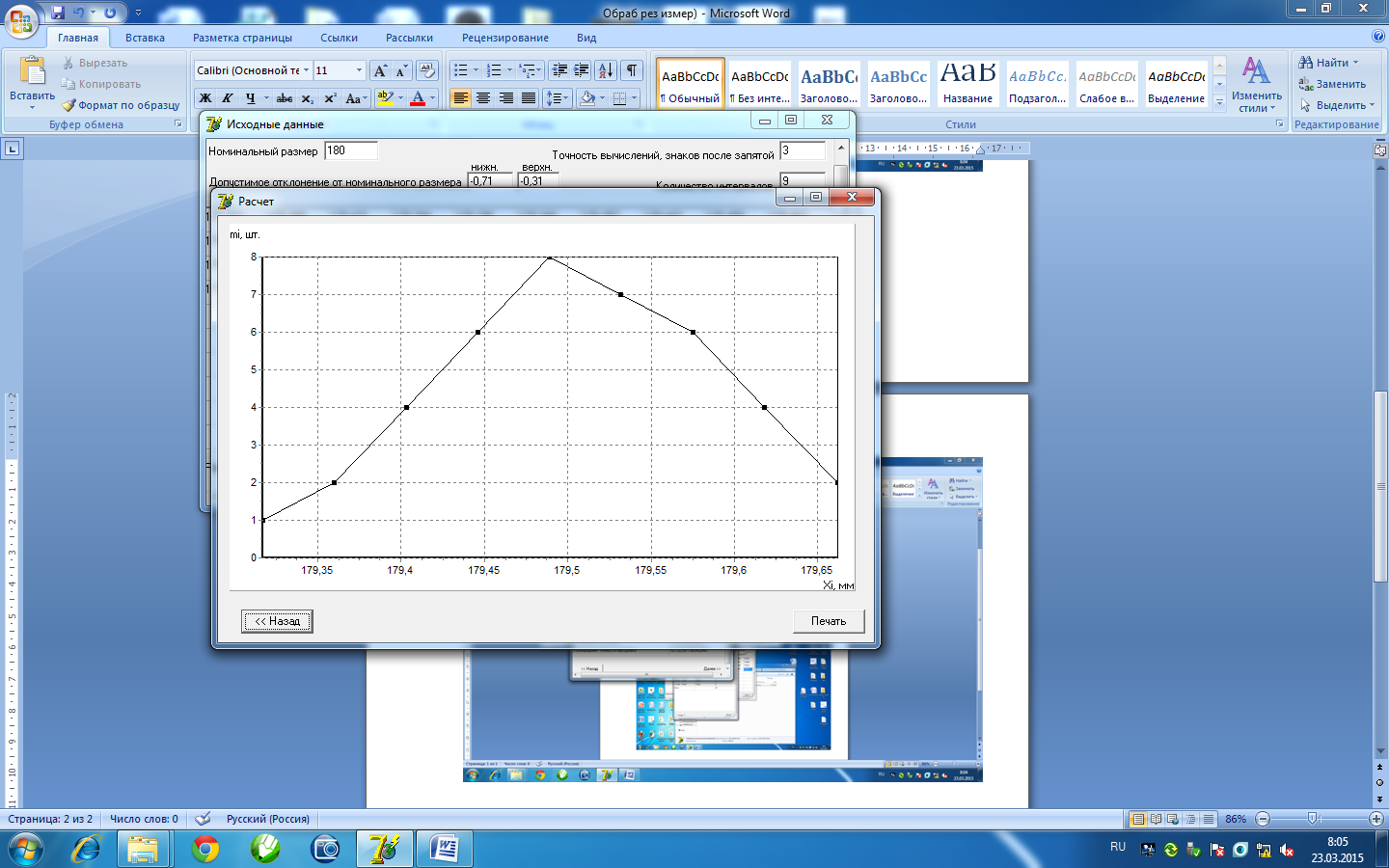
Рисунок 1 – График распределения размеров
Производим расчеты и результаты заносим в таблицу 2.
Таблица 2 – Результаты расчетов значений
Среднее значение интервала xi | Количество значений в интервале mi | xi ·mi | xi - | (xi - |
179,317 | 1 | 179,317 | - 0,188 | 353,44·10-4 |
179,360 | 2 | 358,720 | - 0,145 | 420,50·10-4 |
179,403 | 4 | 717,612 | - 0,102 | 416,16·10-4 |
179,446 | 6 | 1076,676 | - 0,055 | 181,50·10-4 |
179,489 | 8 | 1435,912 | 0,016 | 20,48·10-4 |
179,532 | 7 | 1256,724 | 0,027 | 51,03·10-4 |
179,575 | 6 | 1077,450 | 0,070 | 294,00·10-4 |
179,618 | 4 | 718,472 | 0,113 | 510,76·10-4 |
179,661 | 2 | 359,320 | 0,156 | 486,72·10-4 |
У | 7180,203 | 2734,59·10-4 |
Определим среднее значение величины![]() , мм, по формуле
, мм, по формуле

где n – количество замеров.
Тогда ![]()
Определим среднее значение квадратическое отклонение σ, мм, по формуле
![]()
Тогда ![]()
Определим искомое значение величин Х, мм, по формуле
![]()
Тогда Х max= 179,505 + 3 · 0,087 = 179,766 мм
Хmin = 179,505 – 3 · 0,087 = 179,244 мм
В качестве меры технологического процесса найдем коэффициент рассеяния Кр по формуле
![]()
где Д – конструкторский допуск номинального размера
![]()
Так как коэффициент рассеяния равен 1,26, т. е Кр >1, то технологический процесс не обеспечивает необходимую точность обработки. В любой момент может появиться брак. Следовательно, необходимо останавливать технологический процесс и производить подналадку.
