
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Вопрос № 15. Что называется базами? Их особенности и классификация.
Термины и определения основных понятий базирования и баз регламентируются ГОСТ 21495-76.
Базирование – придание заготовке или изделию требуемого положения относительно выбранной системы координат.
База – поверхность или выполняющее ту же функцию сочетание поверхностей, ось, точка, принадлежащая заготовке или изделию и используемая для базирования.
Твердое тело может быть неподвижным, т. е. занимать постоянное неизменное положение в данной системе координат, или может передвигаться, изменять свое положение относительно определенной системы координат. Постоянное положение или движение тела достигается наложением геометрических или кинематических связей.
Условие, ограничивающее перемещение, называется геометрической связью.
Условие, ограничивающее скорость перемещения, называется кинематической связью.
Геометрические связи бывают односторонние и двусторонние.
В качестве примера двусторонней связи рассмотрим шар, находящийся между двумя параллельными плоскостями, расстояние между которыми равно диаметру шара. Плоскости ограничивают перемещение шара вдоль оси, проходящей перпендикулярно к этим плоскостям. Двустороннюю связь можно выразить уравнением:
ZC = r, или ZC – r = 0;
где ZC – координата центра шара;
r – радиус шара.

При односторонней геометрической связи движение шара в направлении координатной оси не ограничивается плоскостью, и его положение не определяется однозначно. Одностороннюю связь можно выразить неравенством:
ZC ≥ r, или ZC – r ≥ 0

Однозначная область положения шара по оси может определяться двумя параллельными плоскостями, удаленными друг от друга на расстояние 2r + а. Тогда геометрические связи наложенные на шар выражаются двумя неравенствами:
r ≤ ZC ≤ (r + a);
т. е. двумя односторонними геометрическими связями. Если в этом выражении соблюдается знак равенства, то односторонняя связь исключает движение шара по нормали к плоскости.
Положение механической системы с наложенными геометрическими и кинематическими связями в пространстве определяется обобщенными координатами системы.
Обобщенными координатами называются независимые параметры, определяющие положение или движение механической системы в пространстве.
Координата ZC по оси Z является обобщенной координатой шара. Числом обобщенных координат выражается число степеней свободы механической системы.
Свободное твердое тело (не имеющее геометрических и кинематических связей) обладает шестью степенями свободы. Оно может перемещаться вдоль координатных осей и вращаться вокруг этих осей.

С точки зрения теоретической механики базирование заключается в придании телу определенного положения путем конечного перемещения его из произвольного положения в положение заданное двусторонними геометрическими связями, выраженными размерами или координатами.
Для полной определенности положения твердого тела в пространстве необходимо и достаточно наложить на точки тела шесть двусторонних геометрических связей и тем самым лишить его шести степеней свободы.
Опорная точка – точка, символизирующая одну из связей заготовки или изделия с выбранной системой координат.
При базировании заготовки или изделия в выбранной системе координат, чтобы лишить тело степеней свободы на него необходимо наложить двусторонние геометрические связи. Необходимое и достаточное условие для базирования твердого тела наложение на него не более шести двусторонних связей.
Правило шести точек – создание шести опорных точек при базировании.
Если по служебному назначению изделие имеет определенное число степеней свободы, то соответствующее количество связей не накладывается. Если требуется обеспечить движение, то накладываются соответствующие кинематические связи.
Для формирования системы координат необходим комплект баз.
Комплект баз – совокупность трех баз, образующих систему координат заготовки или изделия.
На базах комплекта обозначаются опорные точки, символизирующие связи с выбранной системой координат, таким образом создается схема базирования.

Схема базирования – схема расположения опорных точек на базах.
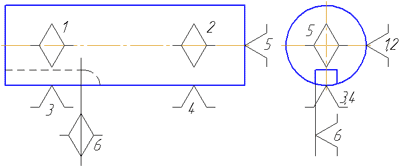
Опорные точки на схеме базирования изображают условными значками и пронумеровывают порядковыми номерами, начиная с базы имеющей наибольшее количество опорных точек. Если в какой либо проекции одна опорная точка накладывается на другую, изображается одна точка, и проставляются номера совмещенных точек. Число проекций на схеме базирования должно быть достаточным для четкого представления о размещении опорных точек. Схема базирования для твердого тела рис. 4 представлена на рис. 5.

Кроме баз, заготовки и изделия имеют множество других конструктивных элементов, положения этих элементов могут быть заданы в различных системах координат базируемых тел. Соответственно положение точек, линий и поверхностей, заданных в различных системах координат базируемого тела, определяют расчетом размерных цепей. Если в системе координат базируемого тела заданы координаты его формообразующих точек, линий и поверхностей, то положение этих элементов относительно внешней системы координат необходимо определять суммированием координат, которые образуют размерную цепь конструктивных элементов базируемой заготовки или изделия.
В процессе базирования необходимо наложить требуемые двусторонние связи. Их можно обеспечить геометрическим замыканием (базирование вала в отверстии), либо закреплением.
Закрепление – приложение сил и пар сил к заготовке или изделию, для обеспечения постоянного их положения, достигнутого при базировании.
В производственной практике часто выполняется закрепление без базирования, без придания требуемого положения.
Понятие установки определяет отличие процесса базирования и закрепления заготовок от закрепления без базирования.
Установка – базирование и закрепление заготовки или изделия.
Базирование и закрепление могут осуществляться отдельно или одновременно, например с использованием самоцентрирующих зажимов (патроны, цанги, разжимные оправки).
Базы принято классифицировать по назначению, по лишаемым степеням свободы и по способу их проявления.
Классификация баз по назначению.
По назначению базы подразделяются на:
Конструкторские;
Технологические;
Измерительные.
Конструкторская база – база, используемая для определения положения детали или сборочной единицы в изделии. Они подразделяются на основные и вспомогательные.
Основная база – конструкторская база детали или сборочной единицы, используемая для определения их положения в изделии.
Вспомогательная база – конструкторская база детали или сборочной единицы, используемая для определения присоединяемого к ним изделия.

Технологические базы назначают при технологическом проектировании изготовления изделий и непосредственно в процессе их производства.
Технологическая база – база, используемая для определения положения заготовки или изделия при изготовлении и ремонте.

При контроле размеров, точности формы и расположения поверхностей выполняются измерения с использованием измерительных баз.
Измерительная база – база, используемая для определения относительного положения заготовки или изделия и средств измерения.
В машиностроении существует четыре вида поверхностей деталей и изделий:
- исполнительные поверхности, с их помощью деталь выполняет свое служебное назначение; основные поверхности, с их помощью определяется положение данной детали в изделии; вспомогательные поверхности, с их помощью определяется положение присоединяемых деталей относительно данной; свободные поверхности, не соприкасающиеся с поверхностями других деталей.
Обратите особое внимание, базирование необходимо на всех стадиях создания изделия: конструирование, изготовление и измерения. Кроме того, теория базирования распространяется на все технологические системы, и не только изделия, но и заготовки могут иметь не один комплект баз.
Деление технологических баз на основные и вспомогательные стандартами не предусмотрено, но все же необходимо их различать. В технической литературе и в практике существует понятие – настроечная технологическая база. Настроечная технологическая база – база, относительно которой базируется инструмент при настройке, и по отношению к которой с помощью инструмента формируются обрабатываемые поверхности, связанные с настроечной базой непосредственными размерами требуемого положения.

При разработке технологической документации, решая вопрос базирования и настройки инструментов в технологической системе, рекомендуется в качестве баз использовать конструкторские базы. Это обеспечивает сокращение размерных цепей и соответственно позволяет повысить точность изготовления изделий.
Одним из важнейших элементов технологического процесса изготовления или ремонта изделий являются контрольно-измерительные операции. Часто измерения составляют неразрывную часть технологических операций изготовления изделий и реализуются на одном рабочем месте при обработке заготовок, наладке или сборке. В качестве примера можно привести базирование инструментальных блоков или рабочих органов оборудования с числовым программным управлением относительно выбранной системы координат станка (изделия) или заготовки. Другими словами с помощью средств измерений осуществляется проверка, выверка и придание требуемых положений элементам изделий или технологических систем, включая заготовки и изделия технологической оснастки.
Проверочные технологические базы используются для базирования и проверки требуемого положения при изготовлении изделия. Их можно определить и как измерительные, поскольку положение этих баз проверяется визуально или с помощью средств измерения.

Искусственная технологическая база – база, которая как конструктивный элемент не требуется для готового изделия, а также база, которая в целях повышения точности базирования обрабатывается с более высокой точностью, чем требуется по служебному назначению. Лучший пример искусственных баз, центровые отверстия вала, их используют для установки при изготовлении изделия.
Выбор баз зависит не от стадии производства, а от характеристики размеров, формы, шероховатости и точности конструктивных элементов на разных этапах производства. Поэтому различают выбор баз из черновых (необработанных) элементов заготовки и из чистовых (обработанных) элементов заготовки.
Черновой технологической базой называют базу, используемую при выполнении первого установа после получения заготовки. Их назначение в том, чтобы обработать и подготовить чистовые (обработанные и более точные) базы для выполнения последующих операций изготовления изделия. Поскольку точность необработанных баз всегда ниже точности обработанных (чистовых) баз, а шероховатость выше, то черновые базы при обработке заготовки должны использоваться только один раз – при выполнении первого установа или при изготовлении изделия с одной установки. При смене баз необходимо использовать чистовые (обработанные), точные базы.
Смена баз – замена одних баз другими с сохранением их принадлежности к конструкторским, технологическим или измерительным.
Классификация баз по лишаемым степеням свободы.
Классификация баз по лишаемым степеням свободы делается на основе анализа способов базирования тел с учетом отличительных признаков геометрической характеристики их элементов (точек, линий, осей, поверхностей и их сочетаний), образующих материальные и геометрические тела, заготовки и изделия, базы и системы координат.
Установочная база – база, используемая для наложения на заготовку или изделие связей, лишающих их трех степеней свободы – перемещения вдоль одной координатной оси и поворотов вокруг двух других осей.
Направляющая база - база, используемая для наложения на заготовку изделие связей, лишающих их двух степеней свободы – перемещения вдоль одной координатной оси и поворота вокруг другой оси.
Опорная база – база, используемая для наложения на заготовку или изделие связей, лишающих их одной степени свободы – перемещения вдоль одной координатной оси или поворота вокруг оси.
Для того чтобы полностью определить положение тела в пространстве необходимо лишить его шести степеней свободы: трех поступательных перемещений вдоль осей координат, и трех вращательных вокруг этих осей.
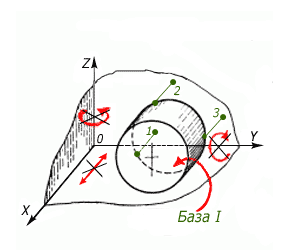
Если нижнюю поверхность призматического тела соединить тремя жесткими двусторонними связями 1, 2 и 3 с тремя точками, плоскости XOY выбранной системы координат, не лежащими на одной прямой, тело приобретет устойчивое положение и лишится трех степеней свободы. Данное тело не сможет перемещаться вдоль оси Z и вращаться вокруг осей X и Y. Такая база называется установочной, смотри рисунок ниже.

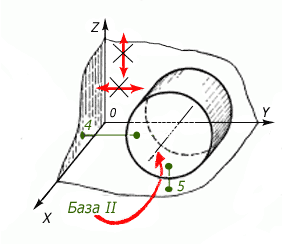
Если связать боковую поверхность призматического тела двумя жесткими двусторонними связями 4 и 5 с двумя точками плоскости XOZ, тело лишится еще двух степеней свободы. Оно не сможет перемещаться вдоль оси Y и вращаться вокруг оси Z. Такая база называется направляющей, смотри рисунок ниже.

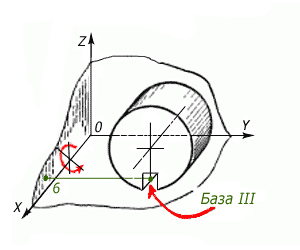
Чтобы добиться полного базирования данного тела необходимо лишить его шестой степени свободы. Для этого соединяем вторую боковую поверхность одной жесткой двусторонней связью 6 с точкой плоскости YOZ, тем самым лишая тело возможности перемещения вдоль оси Х. Такая база называется опорной, смотри рисунок ниже.

Само собой обязательно наличие силового замыкания.

Базирование длинных цилиндрических тел (L>D).
Для базирования длинных цилиндрических тел используется двойная направляющая база. Цилиндрическая поверхность соединяется двумя связями 1, 2 с плоскостью XOZ и двумя связями 3, 4 с плоскостью XOY, тем самым лишая тело четырех степеней свободы – возможности перемещения вдоль осей Y и Z, а также поворотов вокруг этих осей.
Двойная направляющая база – база, используемая для наложения на заготовку или изделие связей, лишающих их четырех степеней свободы – перемещений вдоль двух координатных осей и поворотов вокруг этих осей.

Соединение торца двусторонней связью 5 с плоскостью YOZ, лишит тело возможности перемещения вдоль оси Х. Данная база, будет являться опорной.

Чтобы лишить цилиндрическое тело последней, шестой степени свободы, должна быть предусмотрена еще одна двухсторонняя связь. Шестую опорную точку нужно располагать на поверхности, например шпоночной канавки, данная база будет также опорной.

Ниже приведена схема базирования длинного цилиндрического тела
Базирование коротких цилиндрических тел (L<D).
Сначала лишим тело трех степеней свободы – возможности перемещаться вдоль оси Х и вращаться вокруг осей Y и Z. Для этого торцевую поверхность соединим тремя двусторонними связями 1, 2, 3 с плоскостью YOZ. По определению, приведенному ранее, эта поверхность является установочной базой.
Чтобы лишить тело возможности перемещаться вдоль осей Y и Z необходимо соединить его цилиндрическую поверхность двумя двусторонними связями 4, 5 с плоскостями XOY и XOZ. Такая база называется двойной опорной.
Двойная опорная база – база, используемая для наложения на заготовку или изделие связей лишающих его двух степеней свободы – перемещения вдоль двух координатных осей.
Чтобы лишить тело возможности поворачиваться вокруг собственной оси, нужно лишить его шестой степени свободы, это делается с помощью поверхностей шпоночной канавки. Эта поверхность будет являться опорной базой.
Комплект баз определяющих положение коротких цилиндрических тел включает в себя установочную двойную опорную и опорную базы.
Базирование конических, сферических и фасонных тел.
На базировании конических тел останавливаться подробно не будем, оно аналогично базированию цилиндрических тел. Для исключения поворота вокруг оси конус должен иметь дополнительный элемент, как и цилиндр (риску, стопорное отверстие или шпоночный паз).
Для базирования сферических тел используют сферическую поверхность её центр и оси симметрии. Чтобы обеспечить устойчивое положение шара при базировании в прямоугольной системе координат необходимо наложить три связи на три точки сферической поверхности, к примеру, базированием в упор с плоскостями выбранной системы координат. В этом случае три точки будут являться тремя опорными базами, которые лишают тело трех степеней свободы – перемещений вдоль координатных осей.
Если шар базируется с использованием центра (самоцентрирующее приспособление с двумя обратными конусами), он также лишается трех степеней свободы. В этом случае функцию опорных баз выполняет центр шара. Как и в случае с цилиндром, для полного базирования шара необходимы дополнительные элементы (метки, риски или пазы), тогда появляется возможность наложить дополнительные связи, которые лишат шар оставшихся трех степеней свободы (трех поворотов вокруг осей координат). Любое фасонное тело можно представить сочетанием геометрических элементов рассмотренных выше. Эти элементы будут выполнять функцию баз и в комплекте образовывать системы координат, используемые для базирования заготовок или изделий.
Классификация баз по способу их проявления
По характеру проявления базы разделяют на явные и скрытые.
Скрытая база – база заготовки или изделия в виде воображаемой плоскости, оси или точки.
Явная база – база заготовки или изделия в виде реальной поверхности, разметочной риски или точки пересечения рисок.
Вопрос № 29. Основные измерительные инструменты, применяемые для проверки точности механической обработки
Измерительный инструмент
Для измерения и проверки размеров деталей приходится пользоваться различными измерительными инструментами. Для не очень точных измерений пользуются измерительными линейками, кронциркулями и нутромерами, а для более точных — штангенциркулями, микрометрами, калибрами и т. д.
Кронциркуль— наиболее простой инструмент для грубых измерений наружных размеров обрабатываемых деталей. Кронциркуль состоит из двух изогнутых ножек, которые сидят на одной оси и могут вокруг нее вращаться. Разведя ножки кронциркуля несколько больше измеряемого размера, легким постукиванием об измеряемую деталь или какой-нибудь твердый предмет сдвигают их так, чтобы они вплотную касались наружных поверхностей измеряемой детали.
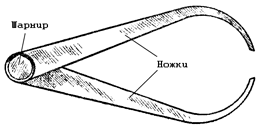
Пружинный кронциркуль несколько удобнее простого, так как сохраняет установленный размер.
Нутромер. Для грубых измерений внутренних размеров служит нутромер а, также пружинный нутромер. Устройство нутромера сходное устройством кронциркуля; сходно также и измерение этими инструментами. Вместо нутромера можно пользоваться кронциркулем, заводя его ножки.

Индикаторный нутромер позволяет измерять отверстия диаметром от 6 мм и больше. Цена деления инструмента составляет 0,01 мм, погрешность показаний – от 0,15 до 0,025 мм. Такой нутромер состоит из двух частей: измерительного устройства и индикатора часового типа (индикаторной головки). На нем имеется две шкалы: большая с ценой деления 0,01 мм и полным оборотом стрелки 1 миллиметр и маленькая, показывающая число оборотов большой стрелки, то есть миллиметры. Ход стержня головки – 10 мм, но набор регулируемых стержней позволяет увеличить диапазон размеров.
Для проведения замера необходимо подобрать регулируемый стержень подходящей длины и вкрутить его в нутромер. Затем наклоненный инструмент вводят в измеряемое отверстие, устанавливают перпендикулярно с помощью легкого покачивания, после чего отмечают отклонение стрелки от нуля. Если стрелка «уходит» вправо, – измеряемый размер меньше настроенного, если влево – больше. Так, при установленном размере, например, в 10 мм, если стрелка отклонилась вправо на 12 делений, оно составит 10 – 0,12 = 9,88 мм; если влево – размер отверстия 10 + 0,12 = 10,12 мм.
При использовании нутромера необходимо держать его только за деревянную втулку, не касаясь штанги: от нагрева рукой металлическая деталь удлинится на несколько сотых миллиметра, и ровно на это число ошибется инструмент при измерении.
Для проверки точных отверстий используются микрометрические нутромеры с ценой деления 0,01 мм и погрешностью показаний не менее чем ± 0,006 мм.
Микрометрический нутромер, также называемый штрихмассом, предназначен для измерения внутренних размеров абсолютным методом. Он выпускается с пределами измерений от 50 до 75 мм, от 75 до 175 мм, от 75 до 600 мм, от 150 до 1250 мм, от 860 до 2500 мм и от 1520 до 4000 мм. Микрометрический нутромер состоит из стебля с запрессованным в него сферическим измерительным наконечником, микрометрического винта, барабана, жестко соединенного с микрометрическим винтом, колпачка, закрепляющего барабан на микрометрическом винте, измерительного наконечника, предохранительного колпачка и стопора.
При использовании микрометрического нутромера необходимо установить его строго перпендикулярно к оси измеряемого отверстия, для чего один его конец нужно опереть на край отверстия, а другой перемещать в диаметральной плоскости подобно тому, как это делается при измерении инструментом индикаторного типа.
Микрометрический винт, такой же, как и у микрометра для наружных измерений, позволяет производить измерения с точностью до 0,01 мм, а показания снимаются так же, как и с микрометра.
Штангенциркуль с точностью отсчета 0,1 мм
Точность измерения измерительной линейкой, кронциркулем, нутромером, как уже указывалось, не превышает 0,25 мм. Более точным инструментом является штангенциркуль, которым можно измерять как наружные, так и внутренние размеры обрабатываемых деталей. При работе на токарном станке штангенциркуль используется также для измерения глубины выточки или уступа.

На рамке имеется шкала со штрихами для отсчета дробных долей миллиметра, называемая нониусом. Нониус позволяет производить измерения с точностью 0,1 мм (десятичный нониус), а в более точных штангенциркулях — с точностью 0,05 и 0,02 мм.
Устройство нониуса. Рассмотрим, каким образом производится отсчет по нониусу у штангенциркуля с точностью 0,1 мм. Шкала нониуса разделена на десять равных частей и занимает длину, равную девяти делениям шкалы линейки, или 9 мм. Следовательно, одно деление нониуса составляет 0,9 мм, т. е. оно короче каждого деления линейки на 0,1 мм.
Если сомкнуть вплотную губки штангенциркуля, то нулевой штрих нониуса будет точно совпадать с нулевым штрихом линейки. Остальные штрихи нониуса, кроме последнего, такого совпадения иметь не будут: первый штрих нониуса не дойдет до первого штриха линейки на 0,1 мм; второй штрих нониуса не дойдет до второго штриха линейки на 0,2 мм; третий штрих нониуса не дойдет до третьего штриха линейки на 0,3 мм и т. д. Десятый штрих нониуса будет точно совпадать с девятым штрихом линейки.
Если сдвинуть рамку таким образом, чтобы первый штрих нониуса (не считая нулевого) совпал с первым штрихом линейки, то между губками штангенциркуля получится зазор, равный 0,1 мм. При совпадении второго штриха нониуса со вторым штрихом линейки зазор между губками уже составит 0,2 мм, при совпадении третьего штриха нониуса с третьим штрихом линейки зазор будет 0,3 мм и т. д. Следовательно, тот штрих нониуса, который точно совпадет с каким-либо штрихом линейки, показывает число десятых долей миллиметра.
При измерении штангенциркулем сначала отсчитывают целое число миллиметров, о чем судят по положению, занимаемому нулевым штрихом нониуса, а затем смотрят, с каким штрихом нониуса совпал штрих измерительной линейки, и определяют десятые доли миллиметра.
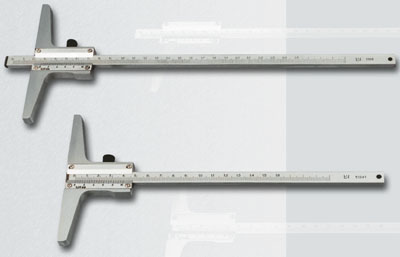
Штангенглубиномер
Для измерения глубины выточек и канавок, а также для определения правильного положения уступов по длине валика служит специальный инструмент, называемый штангенглубиномером. Устройство штангенглубиномера сходно с устройством штангенциркуля. Линейка свободно перемещается в рамке и закрепляется в ней в нужном положении при помощи винта. Линейка имеет миллиметровую шкалу, по которой при помощи нониуса, имеющегося на рамке, определяется глубина выточки или канавки. Отсчет по нониусу ведется так же, как и при измерении штангенциркулем.
Микрометр
Микрометр применяется для точного измерения диаметра, длины и толщины обрабатываемой детали и дает точность отсчета в 0,01 мм. Измеряемая деталь располагается между неподвижной пяткой и микрометрическим винтом (шпинделем). Вращением барабана шпиндель удаляется или приближается к пятке.
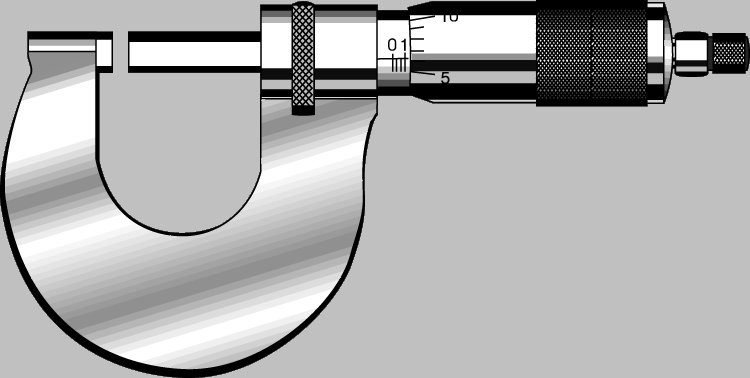
Для того чтобы при вращении барабана не могло произойти слишком сильного нажатия шпинделем на измеряемую деталь, имеется предохранительная головка с трещоткой. Вращая головку, мы будем выдвигать шпиндель и поджимать деталь к пятке. Когда это поджатие окажется достаточным, при дальнейшем вращении головки ее храповичок будет проскальзывать и будет слышен звук трещотки. После этого прекращают вращение головки, закрепляют при помощи поворота зажимного кольца (стопора) полученное раскрытие микрометра и производят отсчет.
Для производства отсчетов на стебле, составляющем одно целое со скобой микрометра, нанесена шкала с миллиметровыми делениями, разделенными пополам. Барабан имеет скошенную фаску, разделенную по окружности на 50 равных частей. Штрихи от 0 до 50 через каждые пять делений отмечены цифрами. При нулевом положении, т. е. при соприкосновении пятки со шпинделем, нулевой штрих на фаске барабана совпадает с нулевым штрихом на стебле.
Механизм микрометра устроен таким образом, что при полном обороте барабана шпиндель переместится на 0,5 мм. Следовательно, если повернуть барабан не на полный оборот, т. е. не на 50 делений, а на одно деление, или часть оборота, то шпиндель переместится на Это и есть точность отсчета микрометра. При отсчетах сначала смотрят, сколько целых миллиметров или целых с половиной миллиметров открыл барабан на стебле, затем к этому прибавляют число сотых долей миллиметра, которое совпало с линией на стебле.
