

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Исследование процесса ЭлектронНо-лучевой сварки Ультрачистого ниобия ДЛЯ ИЗГОТОВЛЕНИЯ
СВЧ резонаторов
1#, 1,
2, 2, 2, 2,
3, 3
1ФТИ, Минск, Республика Беларусь
2ОИЯИ, Дубна, Россия
3НЦ ФЧВЭ БГУ, Минск, Республика Беларусь
АННОТАЦИЯ
При изготовлении высокочастотных резонаторов в виду их сложной геометрии необходимой является операция получения неразъемных соединений отдельных элементов резонаторов. Наиболее совершенным методом получения таких соединений с учетом всех требований к ним является электронно-лучевая сварка (ЭЛС).
В работе представлены результаты исследований процесса ЭЛС ультрачистого ниобия, проводимых в рамках совместных работ ОИЯИ, НЦ ФЧВЭ БГУ и ФТИ НАН Беларуси по исследованию методов и разработке технологий изготовления 1,3 ГГц ниобиевых резонаторов.
ВВЕДЕНИЕ
Ниобий высокой чистоты, предназначенный для изготовления сверхпроводящих резонаторов, производится путем многократного электронно-лучевого переплава в высоком вакууме. Это позволяет получить ультранизкое содержание примесей в металле – менее 100 ppm для металлов и менее 20 ppm для легколетучих примесей (O, C, N). При изготовлении резонаторов ухудшение данных показателей чистоты материала недопустимо, это в равной степени относиться и для металла сварных соединений деталей резонатора. Для сохранения требуемой чистоты ниобия при его обработке предусматривается ряд технологических решений. Так, перед ЭЛС обеспечение чистоты поверхности изделий после механической обработки достигается удалением поверхностного слоя металла путем его стравливания в смеси кислот [1]. Это позволяет избежать попадания в металл сварного шва оксидов ниобия или других нежелательных элементов, которые могут находиться на кромках перед сваркой. Параметры режима сварки должны обеспечивать получение сварных соединений с полным проплавлением, отсутствием любых геометрических дефектов соединения (пор, брызг металла, подрезов, наплывов и пр.) и соотношением ширины сварного шва к толщине металла порядка 1,5-2.
МАТЕРИАЛЫ И ОБОРУДование
Для исследований влияния энергетических параметров режима ЭЛС на геометрию сварных соединений использовались плоские образцы листового ниобия двух производителей - Tokyo Denkai (Япония) и Ningxia OTIC (Китай). Образцы изготовлены из листов в состоянии поставки толщиной 2,8 мм. Для изготовления использовалась гильотина, для обработки торцов с получением замкового соединения - фрезерный станок. ЭЛС проводилась на оборудовании, созданном в ФТИ НАН Беларуси на базе энергоблока ЭЛА-15. Для фиксации взаимного расположения образцов использовалась экспериментальная оснастка из нержавеющей стали. Перед сваркой с образцов стравливался поверхностный слой толщиной 40 мкм для удаления возможных дефектов и загрязнений привнесенных во время обработки свариваемых кромок. Для травления использовался состав смеси кислот HF (38%), HNO3(65%), H3PO4 (85%) в соотношении компонентов (по массе) 1:1:2, температура смеси поддерживалась в пределах 10 – 12 0С (емкость со смесью кислот и образцами помещалась в контейнере с проточной водой и льдом), время обработки составляло 40 минут.
ИССЛЕДОВАНИЕ ПРОЦЕССА ЭЛС НИОБИЯ
Отработаны режимы получения сварного соединения с полным проплавлением ниобия. Получены сварные соединения требуемой геометрии: полное проплавление, ширина сварного шва равно 1,5 – 2 толщины листа. Контролируемыми геометрическими характеристиками сварных соединений являлись ширина шва у входа луча и у корня шва (е1 и е2), вогнутость сварного шва у входа луча q1 и провисание металла у корня сварного шва q2 (рисунок 1). Вогнутость сварного шва у входа луча обуславливается отсутствием присадочных материалов и провисанием ванны расплавленного металла под собственным весом.
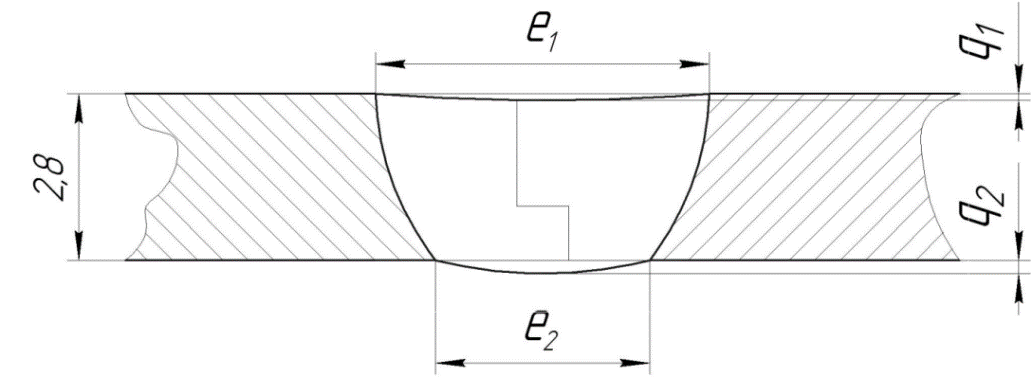
Рисунок 1 – Характеристики сварного соединения
На рисунке 2 представлены зависимости геометрических характеристик сварного шва от мощности электронного луча при неизменной скорости сварки (10 мм/с) и ускоряющем напряжении (60 кВ).
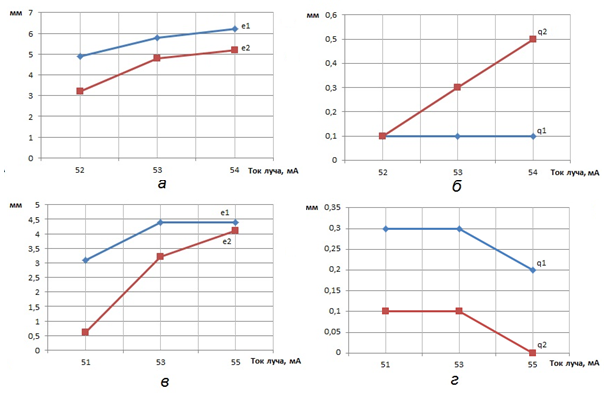
Рисунок 2 – Зависимость ширины сварного шва у входа (е1) и выхода (е2) луча и вогнутости (q1) и провисания (q2) сварного шва от тока сварки: а и б – для ниобия фирмы Tokyo Denkai; в и г – для ниобия фирмы Ningxia OTIC.
Увеличение тока сварки и соответственно мощности луча приводит к увеличению ширины сварного шва, как у входа луча, так и у корня шва. Аналогично наблюдается провисание сварочной ванны у корня сварного шва при увеличении мощности источника нагрева.
Для сварки резонаторов из ниобия обоих производителей выбраны следующие значения параметров режима ЭЛС: сила тока луча Iсв = 53 мА, ускоряющее напряжение Uуск = 60 кВ, скорости сварки vсв = 10 мм/с. Выбранные значения позволяют получить сварной шов шириной 4,3 - 5,7 мм и 3,3 - 4,7 мм у входа и выхода луча соответственно и провисание сварочной ванны не более 0,3 мм (при предельно допустимом значении 0,5 мм).
Использование предварительного подогрева металла расфокусированным электронным лучом приводит к увеличению геометрических размеров получаемого сварного шва – ширины у входа луча и корня шва. Отработан вариант ЭЛС ниобия с использование предварительного подогрева путем прохода лучом малой мощности. Такой метод также позволяет получить требуемую геометрию сварного шва. При использовании предварительного подогрева током, равным 50% от тока сварки, ширина сварного шва в пределах 4,6-5,8 и 3,6-5,0 мм у входа и выхода луча, соответственно, достигается при токе луча 50 мА.
Исследована величина усадки сварного шва при параметрах режима ЭЛС - Iсв = 53 мА, Uуск = 60 кВ, vсв = 10 мм/с. Измерения проводились штангельциркулем. Усадка сварного шва по всей длине образца составила 0,5 мм. Усадка сварочной ванны происходит из-за расширения металла при нагреве и сжатия при охлаждении.
ЗАКЛЮЧЕНИЕ
Отработаны режимы получения сварных соединений ниобия с помощью ЭЛС, которые позволяют обеспечить требуемые геометрические размеры резонатора.
ЛИТЕРАТУРА
1. , , , , Юревич процесса химического травления ниобия при изготовлении СВЧ резонаторов / XVII Научная конференции молодых ученых и специалистов ОИЯИ к 100-летию , Дубна, 8-12 апреля, 2013 г., С 116 – 119.
# sergei. *****@***com
