
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
План урока.
Группа С - 59
Специальность: слесарь
Мастер:
Тема программы: Ремонтные работы.
Тема урока: Ремонт шпоночных соединений.
Цель урока: (обучающая) Сформировать знания и обучить рациональным приемам ремонта шпоночных соединений (III - уровень);
(воспитательная) (вузком смысле) прививать учащимся интерес к ремонтным работам;
(развивающая) при формировании профессиональных навыков развивать умение самостоятельно осуществлять планирование и контроль своих действий. Формировать аналитические свойства мышления.
Продолжительность занятия 6 часов.
МТБ: (оборудование мастерской, слесарный инструмент, плакаты, инструкционные карты, разные по химическим и физическим свойствам материалы).
Изделие: шпоночные соединения ремонтируемого оборудования.
Ход урока:
Организационная часть - 2 мин.
Вводный инструктаж:
Проверка знаний учащихся – 8 мин.
Изложение нового материала – 30 мин.
Закрепление нового материала – 7 мин.
Текущий инструктаж (самостоятельная работа учащихся) – 5 ч.
Заключительный инструктаж – 10 мин.
Задание на дом – 3 мин.
I Организационная часть урока (Линейка).
Проверить по журналу наличие учащихся (отметить отсутствующих).
Осмотр внешнего вида учащихся, соответствие одежды безопасным условиям работы и требованиям эстетики труда.
Сообщить тему и цель урока.
II Вводный инструктаж.
Проверить знания учащихся по материалу, пройденному на предыдущих уроках:
- Какие виды шпонок вам известны? (Конструктивно шпонка представляет собой стальной брусок, изготовленный в соответствии со стандартами ГОСТ. Клиновые, призматические, сегментные и тангенциальные) Основное назначение шпонок? (Назначение шпонок - передавать крутящий момент, например от мотора редуктору, предохранять оборудование от аварийного износа). Почему шпоночные соединения получили широкое распространение в машиностроении? (Благодаря тому, что шпонки обеспечивают надежное соединение и легкость монтажа (в случае необходимости – и демонтажа), им нашлось применение во всех отраслях машиностроения.)
Объяснение новой темы с практическим показом рабочих приемов:
(0-уровень) - дает понимание предстоящей работы
Шпонки передающие крутящий момент изготавливаются из стали с временным сопротивлением разрыву не менее 60 кгс/ммІ. Например, Ст. 45 с твердостью HRC 30...35.
Шпонки предохранительные изготавливаются из стали с временным сопротивлением разрыву не менее 20 кгс/ммІ. Например, Ст. 3 с твердостью HRC 10...15.
Показать образцы (шпонки сегментные, призматические, клиновые, тангенциальные).
По характеру работы различают ненапряженные (призматические и сегментные) и напряженные (клиновые и тангенциальные) шпонки, а также неподвижные и подвижные шпоночные соединения.
Призматические шпонки бывают нескольких видов и конструкций, но в общем и целом, их можно разделить на следующие типы:
обыкновенные, предназначенные для неподвижных соединений ступиц с валами;
направляющие, с креплением на валу, применяемые при необходимости перемещения ступицы вдоль вала;
скользящие (ГОСТ 12208-66), перемещающиеся вдоль вала вместе со ступицей, с которой соединены посредством цилиндрического выступа.
Включить материаловедение для подбора материала в реальных условиях.
(1-уровень) – воспринимающий.
Разобрать чертеж, технические требования (обратить внимание учащихся на строгое соблюдение требований чертежа и технических условий)
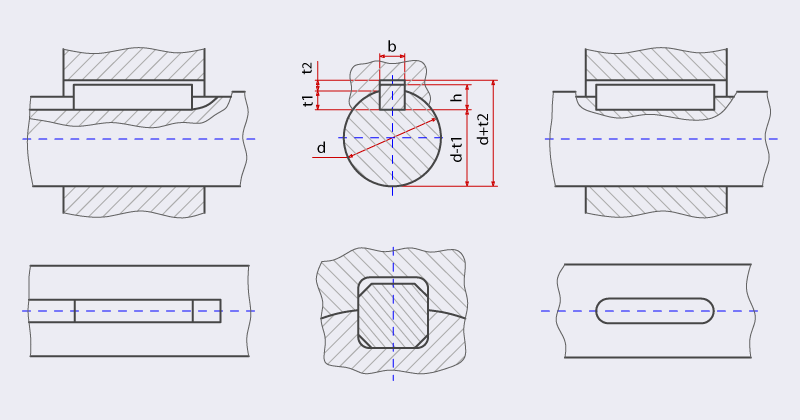
Для обеспечения посадок призматических шпонок предусмотрены поля допусков: на ширину паза вала - Н9, N9 и Р9; на ширину паза втулок - D10, Js9 и Р9; на высоту шпонки 2-6 мм - h9 и свыше 6 мм – h11; на длину шпонки h14 и на длину паза - H15.
Сегментные шпонки по ГОСТ 24071-80 применяют при необходимости частого демонтажа узла. Клиновые шпонки по ГОСТ 24068-80
представляют собой самотормозящийся клин с уклоном 1 : 100; они крепят ступицу также и в осевом направлении, из-за возникающих при эксплуатации перекосов эти шпонки применяют только для тихоходных, неответственных деталей.
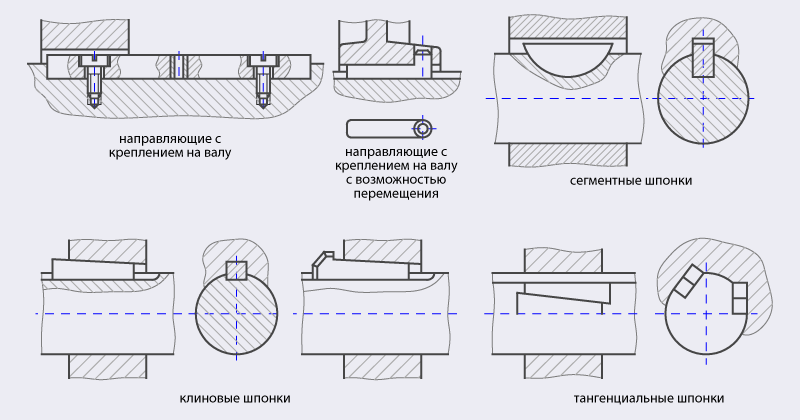
Тангенциальные шпонки применяют при значительных динамических нагрузках. Возможные дефекты шпоночных соединений и способы ремонта последних приведены в таблице:
Технические требования к шпоночным соединениям предусматривают:
правильность формы и размеров шпонки и пазов вала и ступицы по всей длине;
отсутствие заусенцев и забоин на рабочих поверхностях шпонки и пазов;
параллельность оси шпонки и осей вала или отверстия ступицы;
симметричность боковых поверхностей пазов вала и ступицы относительно диаметральной плоскости;
тщательную пригонку рабочих поверхностей шпонки и пазов; наличие зазоров по высоте для призматических и сегментных шпонок и по ширине для клиновых шпонок.
Порядок сборки соединений с обыкновенной призматической шпонкой представляет собой подготовку нужной шпонки (из чистотянутого прутка). Далее следует пригонка шпонки по пазу вала (припиливание или шабрение по краске). Затем делается запрессовка шпонки в вал прессом, струбцинами или ударами медного молотка. В конце на особо ответственных деталях проводится проверка щупом на предмет отсутствия зазора между боковыми сторонами шпонки и паза;
Дефекты шпоночных соединений и способы ремонта
Дефект | Способы ремонта |
Смятие или срез шпонки | Заменить шпонку новой, имеющей припуск 0,1-0,2 мм для последующей пригонки по пазу вала |
Смятие или износ шпоночного паза вала | Обработать паз под шпонку следующего стандартного размера и установить ступенчатую шпонку (при установке обычной шпонки расширяют также паз ступицы). Заварить старый паз и изготовить новый под углом 90- 120° к старому. Наплавить изношенный паз и обработать заново (данный способ применим только для неответственных соединений) |
Смятие или износ шпоночного паза ступицы | При данной поломке следует обработать паз под шпонку следующего стандартного размера на долбежном станке или вручную. В последнем случае сначала опиливают дно паза (параллельно оси ступицы или с уклоном 1 : 100 под клиновую шпонку), а затем уже боковые стороны с обеспечением их симметричности относительно диаметральной плоскости. |
Также возможна пригонка ступицы к боковым сторонам шпонки с минимальным зазором для неподвижных соединений и с гарантированным зазором для подвижных.
При сборке соединений с клиновой шпонкой готовят нужную шпонку; смазывают шпонку и пазы вала и ступицы машинным маслом; ступицу надевают на вал, пазы их совмещают; шпонку вводят в паз и ударом по широкой торцовой части или головке заклинивают, при этом головка шпонки не должна доходить до ступицы, что гарантирует наличие натяга в соединении; при наличии зазора (проверяется щупом с обеих сторон ступицы), который образуется при несовпадении уклонов шпонки и ступицы, соединение разбирают и соприкасающиеся поверхности пригоняют.
Показать приемы работы
- Рассказать о самоконтроле в процессе выполнения работ и показать приемы самоконтроля (при контроле, обязательно деталь вынимать из тисок)
- Рассказать о передовых способах работы при выполнении задания и рациональной организации рабочего места. Рассказать правила безопасности труда, особое внимание обратить на исправность применяемых инструментов. Предостеречь от брака в работе, рассказать о видах брака и типичных ошибках:
Диаметр вала, мм | Размеры, мм | Радиус закругления пазов r или фаска Sx45° | ||||
Сечение шпонки | Глубина паза | |||||
вала | втулки | |||||
b | h | t1 | t2 | наименьший | наибольший | |
30 - 38 | 10 | 8 | 5 | 3,3 | 0,25 | 0,4 |
38 - 44 | 12 | 8 | 5 | 3,3 | ||
44 - 50 | 14 | 9 | 5,5 | 3,8 | ||
50 - 58 | 16 | 10 | 6 | 4,3 | ||
58 - 65 | 18 | 11 | 7 | 4,4 |
(2-уровень) - воспроизводящий
Проверить усвоение учащимися изучаемого материала по вопросам:
Какие припуски оставляются на опиливание? (таблица).
В какие периоды выполнения упражнений необходимо обратить особое внимание на качество изготовления? (1 когда закончили разметку, 2 когда убрали припуск и после установки шпонки).
Назовите основные требования Т. Б. при пайке. (Особое внимание на исправность инструмента).
Обсудить с учащимися алгоритм выполнения приемов. (определение материала по искрам).
Предложить учащимся составить алгоритм изготовления изделия – призматической шпонки (разметка, резка, опиливание, зачистка).
(3-уровень) – преобразующий
- Предложить учащимся выявить какие могут быть погрешности (плохая зачистка, прослабленная или тугая шпонка). Предложить учащимся составить алгоритм устранения погрешностей (зачистить, заменить, пригнать шпонку по размеру). Предложить учащимся применить рационализаторство (разметку проще производить на магнитной плите). Предложить учащимся ответить на вопрос:
Где в быту может понадобиться шпоночное соединение? (механизмы передающие крутящий момент, колодец, насос, вело - мото техника и т. д.).
Сообщить норму времени на выполнение всей работы (5 часов включая перерыв).
19. Сообщить критерии оценок:
отлично: соблюдены все учебно-технические требования, а именно:
соблюдены все размеры;
соединения плотные и прочные;
эстетичный внешний вид.
исправимый брак – 4,
неисправимый брак – 3.
Получить инструмент
III. Текущий инструктаж во время обходов
Первый обход: Проверить организацию рабочих мест, помочь учащимся приступить к начальным приемам работы (соблюдение техники безопасности, очистка поверхности изделия).
Второй обход: Проверить правильность рабочих приемов и выполнение работ (нанесение рисок, Т. Б.)
Третий обход: Проверить правильность выполнения работ и самоконтроля (приемы опиливание, приемы измерения, Т. Б.)
Четвертый обход: Проверить правильность соблюдения технических условий в работе.
Предложить успевающим учащимся произвести измерения штангенциркулем и микрометром тренировочных заготовок.
IV. Заключительный инструктаж
Принять и оценить работы.
Разобрать наиболее характерные недочеты в работе учащихся.
Задание на дом: повторить по учебнику и конспекту с/т тему "Проверка качества паяных соединений"
V. Уборка рабочих мест, помещения.
Оформить журнал.
Сделать самоанализ урока.
Составить план на следующий урок.
VI. Подготовка материально-технической базы к следующему занятию.
Мастер п/о
