
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral


«Конкурс сварщиков Северо-Западного региона НАКС»
г. Череповец
Ноябрь 2014 г.
Практическое задание
Карта технологического процесса сварки контрольного
сварного соединения (КСС)
Способ сварки – | Механизированная сварка плавящемся электродом в среде активных газов и смесях МП (135) |
Основной материал (марка) - | Ст3сп5 |
Наименование (шифр) нормативных документов – | Дуговая сварка в защитном газе. Соединения сварные (ГОСТ 14771-76); |
Типоразмер, мм: | 300 х 150 толщина стенки - 8; |
Тип шва – | стыковой шов (СШ) |
Тип соединения – | стыковое (С17 по ГОСТ 14771-76) |
Способ сборки – | в сборочном приспособлении, на прихватках |
Положение шва при сварке – | В1 вертикальное |
Требования к прихваткам – | 2 прихватки равномерно по периметру, длина каждой прихватки – 40ч50 мм; высота - 3ч3,5 мм |
Вид соединения - | односторонняя сварка без подкладки ОС (бп) |
Сварочные материалы - | Двуокись углерода (СО2) ГОСТ 8050-85, проволока Ш1,2 OK AristoRod 12.50 |
Сварочное оборудование – | источник постоянного тока |
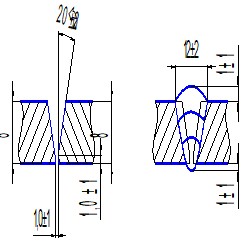
Конструктивные размеры стыка и форма сварочного шва |
|
Режимы сварки | |||||||
Сварочные слои | Сварочные материалы | Диаметр электрода, мм | Полярность | Сварочный ток, А | Напряжение, В. | Скорость подачи проволоки м/ч | Расход газа л/мин. |
Корневой (прихватки) | OK AristoRod 12.50 | 1,2 | обратная | 120-150 | 18-22 | 25-55 | 6-8 |
Заполняющий | OK AristoRod 12.50 | 1,2 | обратная | 120-170 | 18-22 | 25-55 | 6-8 |
Облицовочный | OK AristoRod 12.50 | 1,2 | обратная | 120-170 | 18-22 | 25-55 | 6-8 |
1. Обеспечить плавный переход от сварного шва к основному металлу без резких переходов, подрезов, несплавлений по кромке, непроваров и других дефектов формирования шва. 2. Обеспечить чешуйчатость шва ≤ 1,0 мм. 3. Запрещается зажигать дугу с поверхности трубы. 4. Устранение дефектов и использование электрошлифовальной машинки с шлифовальным кругом после выполнения сварки не допускается. |
Перечень и последовательность операций | |||
№ п/п | Операция | Содержание операций | Оборудованиеи инструмент |
1. | Подготовка кромок | Зачистить до металлического блеска кромки и прилегающие к ним внутреннюю и наружную поверхности пластин на ширину не менее 20 мм. | Электрошлифовальная машинка, дисковая щетка. |
2. | Сборка контрольного сварного соединения | Выставить зазор между свариваемыми кромками стыкуемых труб. Проконтролировать величину зазора равномерно по периметру стыка в 4 точках. Зафиксировав зазор, выполнить прихватки (количество 2 шт., длина 40ч50 мм) на режимах согласно таблице «Режимы сварки» с последующей механической зачисткой их от окалины и шлака (к качеству прихваток предъявляются такие же требования, как и к основному сварному шву). | Электрошлифовальная машинка, дисковая щетка. Сборочное приспособление. Сварочный аппарат. Шаблон сварщика УШС-3. Металлическая щётка, молоток, зубило. |
3. | Сварка стыка | Зачистить электрошлифовальной машинкой начальный и конечный участки прихваток для обеспечения плавного перехода при сварке корневого слоя шва. Выполнить сварку корневого слоя шва Зачистить корневой слой шва от шлака и брызг. Провести внешний осмотр шва на отсутствие дефектов. Произвести сварку заполняющего и облицовочного слоев шва на режимах согласно таблице «Режимы сварки», выполняя послойную зачистку от шлака и брызг, а также внешний осмотр шва на отсутствие дефектов. Очистить поверхность облицовочного слоя шва и околошовную зону от шлака и брызг наплавленного металла на ширину не менее 20 мм ручной или дисковой щеткой. | Электрошлифовальная машинка, шлифовальный круг, дисковая щетка. Сварочный аппарат. Шаблон сварщика УШС-3. Металлическая щётка, молоток, зубило. |
