
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
3 Расчет тарельчатого абсорбера
3.1 Определение условий равновесия процесса
Так как этанол – хорошо растворимое в воде вещество, то для абсорбции паров этанола водой расчеты равновесных концентраций ведут по закону Рауля [1]:
![]() , (3.1)
, (3.1)
где П – давление в абсорбере, Па;
РА – давление насыщенного пара этанола при температуре абсорбции, Па. Согласно номограмме [4, стр.618] РА=8664.5 Па;
x* ‑ равновесная концентрация этанола в воде, ![]() ;
;
у ‑ концентрация этанола в воздухе, ![]() .
.
Величины равновесных концентраций в жидкости достаточно рассчитать для диапазона значений концентраций этанола в газовой фазе от начальной до конечной при этом, начальная концентрация этанола известна по условию и составляет ун=0,065![]() , а конечную концентрацию этанола можно найти по следующей зависимости [1]:
, а конечную концентрацию этанола можно найти по следующей зависимости [1]:
![]() , (3.2)
, (3.2)
где ц – степень извлечения абсорбата:
![]() .
.
Для упрощения расчетов материального баланса необходимо сделать пересчет абсолютных концентраций в относительные. Связь между относительной концентрацией и абсолютной выражается следующими формулами [1]
![]() , (3.3)
, (3.3)
![]() . (3.4)
. (3.4)
где у ‑ абсолютная концентрация этанола в газовой фазе, ![]() ;
;
Y ‑ относительная концентрация этанола в газовой фазе, ![]() ;
;
x ‑ абсолютная концентрация этанола в жидкой фазе, ![]() ;
;
X ‑ относительная концентрация этанола в жидкой фазе, ![]() .
.
На основании (3.1.) получаем:
![]()
![]()
Используя уравнения (3.3) и (3.4) составим таблицу абсолютных и относительных концентраций этанола в обеих фазах.
Таблица 3.1
уy, | УY, | хx*, | ХX*, |
0 | 0 | 0 | 0 |
0.0039 | 0.0039 | 0.0720 | 0.0078 |
0.0050 | 0.0050 | 0.0923 | 0.1017 |
0.0100 | 0.0101 | 0.1847 | 0.2265 |
0.0150 | 0.0152 | 0.2770 | 0.3831 |
0.0200 | 0.0204 | 0.3693 | 0.5856 |
0.0250 | 0.0256 | 0.4617 | 0.8575 |
0.0300 | 0.0309 | 0.5539 | 1.2461 |
0.0350 | 0.0362 | 0.6463 | 1.8274 |
0.0400 | 0.0417 | 0.7386 | 2.8256 |
По определённым значениям концентраций строится линия равновесия (рисунок 3.1):
Рисунок 3.1 – Линия равновесия распределения этанола в газовой и жидкой фазах
3.2 Расчет материального баланса
Пересчитаем объемный расход газовой смеси при нормальных условиях (T0=273K, P0=1,013⋅105 Па) в объемный расход при условиях абсорбции (Т=301К, Р=0.16⋅106 Па):
![]() , (3.5)
, (3.5)
где Vсм0 – расход при нормальных условиях, ![]() .
.
![]()
![]()
Для удобства дальнейших расчетов переведем объемный расход газовой смеси в молярный [1]:
![]() , (3.6)
, (3.6)
где Gсм ‑ молярный расход газовой смеси, ![]() .
.
![]()
Определим молярный расход инертного газа [1]:
![]() , (3.7)
, (3.7)
Из условия задания ун=0,065![]()
![]() .
.
Для определения молярного расхода поглощенного этанола служит следующее уравнение [1]:
![]() , (3.8)
, (3.8)
где Yн и Yк – начальная и конечная относительные концентрации этанола в воздухе соответственно,![]() Yн приводится в таблице (3.1), Yк согласно (3.3):
Yн приводится в таблице (3.1), Yк согласно (3.3):
![]()
![]() .
.
Молярный расход чистого поглотителя Lмин можно найти по следующей зависимости[1]:
![]() , (3.9)
, (3.9)
где X*к‑ равновесная относительная концентрация этанола в воде на выходе из аппарата, ![]() ;
;
Хн ‑ исходная относительная концентрация этанола в воде, ![]() .
.
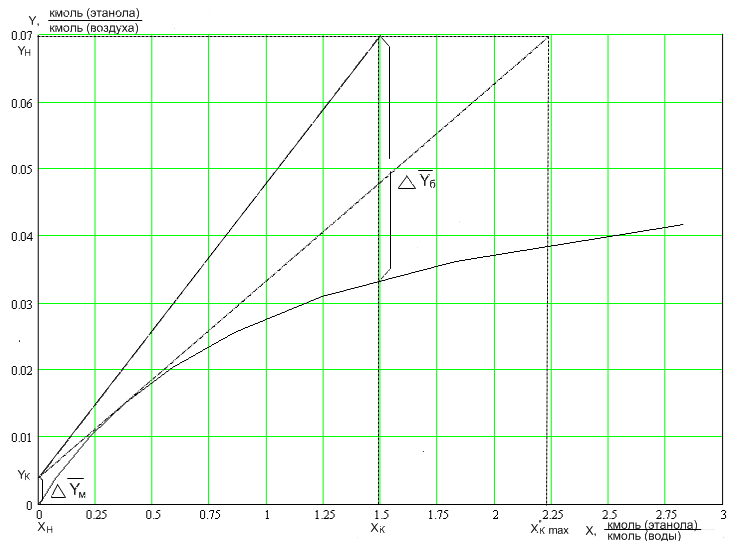
Равновесную относительную концентрацию этанола в воде на выходе из аппарата определим по линии равновесия (рисунок. 3.2):
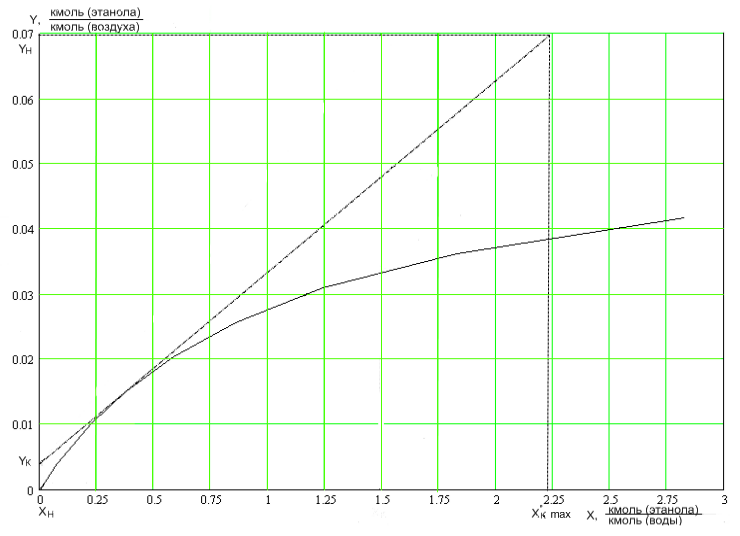
Рисунок 3.2 – Определение равновесной относительной концентрации этанола в воде на выходе из аппарата
Для противоточных абсорберов X*к=f(Yн). По графику максимально возможная концентрация этанола в воде при условиях абсорбции составляет X*к max=2,23![]() . По заданию поглотитель не содержит абсорбтива, поэтому Хн=0:
. По заданию поглотитель не содержит абсорбтива, поэтому Хн=0:
![]()
Т. к. в реальном процессе абсорбции используется не минимальный расход поглотителя, а несколько больший (для ускорения процесса), то необходимо пересчитать минимальный расход поглотителя на рабочий L с учетом коэффициента избытка поглотителя:
![]() , (3.10)
, (3.10)
где α ‑ коэффициент избытка поглотителя, принимаем равным 1,5.
С увеличением расхода поглотителя (т. е. с увеличением коэффициента избытка поглотителя) снижаются допустимые скорости газа в аппарате, по которым находят его диаметр. Поэтому следует выбирать такое соотношение между размерами абсорбционного аппарата и расходом поглотителя, при котором размеры аппарата будут оптимальными:
![]()
Для определения конечной рабочей концентрации этанола в поглотителе служит уравнение [1]:
![]() , (3.11)
, (3.11)
![]()
По полученным начальным и конечным значениям концентраций этанола в обеих фазах строится график (рисунок 3.3) рабочей линии:
ок 3.2
Рисунок 3.3 – График рабочей линии процесса
Переведем мольные концентрации всех компонентов в массовые:
![]()
![]()
![]()
![]()
3.3 Определение рабочей скорости газа и диаметра аппарата
Диаметр аппарата находят из уравнения расхода [1]:
![]() (3.12)
(3.12)
где wраб – рабочая скорость газа, м/с.
Для нахождения рабочей скорости газа необходимо вычислить предельно допустимую скорость газа, выше которой наступает захлебывание абсорбера. Для колпачковых тарелок предельно допустимую скорость газа рекомендуется рассчитывать по следующему уравнению [2]:
![]() (3.13)
(3.13)
где dk – диаметр колпачка, м;
hk – расстояние от верхнего края колпачка до вышерасположенной тарелки, м;
сx – плотность поглотителя при условиях в абсорбере, сx=993,8 кг/м3;
сy – плотность газовой фазы при условиях в абсорбере, кг/м3.
Согласно литературе примем dk=0,1 м и hk=0,6 м. Так как содержание этанола в газовой фазе очень мало, примем плотность газовой фазы равной плотности газа-носителя, то есть воздуха. Пересчитаем плотность газа на условия в абсорбере:
![]() (3.14)
(3.14)
где M – молярная масса газовой смеси, М=30.105 кг/кмоль:
![]()
Согласно уравнению (3.13):
![]()
Выбор рабочей скорости газа обусловлен многими факторами. В общем случае ее находят путем технико-экономических расчетов для каждого конкретного процесса. В нашем случае рабочую скорость газа примем ![]()
![]()
Тогда по уравнению (3.12):
![]()
Принимаем стандартное значение диаметра абсорбера D=2,8м. При этом действительная рабочая скорость газа в колонне:
![]()
3.4 Определение высоты тарельчатой части абсорбера
Высоту тарельчатой части абсорбера НТ можно определить следующим образом:
![]() (3.15)
(3.15)
где hT – расстояние между тарелками, м;
N – количество тарелок, шт.
Расстояние между тарелками принимают равным или несколько большим суммы высот барботажного слоя hп и сепарационного пространства hc:
![]() (3.16)
(3.16)
Высоту барботажного слоя hп можно определить по следующей зависимости [2] ,стр.207:
![]() (3.17)
(3.17)
где h0 – высота светлого слоя жидкости на тарелке, м;
е – газосодержание барботажного слоя, м3/м3;
Для колпачковых тарелок высоту светлого слоя жидкости можно найти по уравнению:
![]() (3.18)
(3.18)
где hпер – высота переливной перегородки, hпер=0.03 м;
q – линейная плотность орошения, м3/(м·с):
![]() (3.19)
(3.19)
где Q – объемный расход жидкости, м3/с;
Lc – периметр слива, Lc=2.096 м.
Объемный расход жидкости можно найти из массового, разделив его на плотность жидкости:
![]()
Тогда по зависимости (3.18):
![]()
Газосодержание барботажного слоя е находят по формуле [2], стр.240:
![]() (3.20)
(3.20)
где Fr – критерий Фруда, который равен:
![]() (3.21)
(3.21)
где wt – скорость газа в рабочем сечении тарелки, м/с. Согласно [2], стр.238:
![]() (3.22)
(3.22)
где Sm – рабочее сечение тарелки, Sm=6.16 м2:
![]()
Тогда согласно (3.21) и (3.20):
![]()
![]()
Тогда исходя из (3.17) высота барботажного слоя hп:
![]()
Для колпачковых тарелок унос жидкости можно определять по следующей зависимости:
 (3.23)
(3.23)
где у – поверхностное натяжение жидкости, у=72,12 мН/м;
Е – масса жидкости, уносимой с 1 м2 рабочей площади сечения колонны, кг/(м2·с). С учетом того, что допустимый брызгоунос с тарелки равен 0.1 кг жидкости на 1 кг газа, а также учитывая, что рабочее сечение колонны равно 6.16 м2 [2], стр. 214:
![]()
Графическая зависимость функции приведена на рисунке (5.5) [2, стр.210]. В соответствии с рисунком (5.5):
![]()
Тогда:
 (3.24)
(3.24)

Тогда расстояние между тарелками:
![]()
Из стандартного ряда [2, стр. 209] выберем расстояние между тарелками абсорбера ![]()
Число тарелок абсорбера найдем по уравнению [2]:
![]() (3.25)
(3.25)
где F – суммарная рабочая площадь тарелок в абсорбере, м2;
f – рабочая площадь тарелок с перетоками, м2.
Рабочую площадь тарелок с перетоками определяют с учетом площади, занятой переливными устройствами:
![]() (3.26)
(3.26)
где ц – доля рабочей площади тарелки, согласно [2], стр.214 ц=0.769 м2/м2.
Тогда:
![]()
Суммарную поверхность тарелок F можно найти по модифицированному уравнению массопередачи:
![]() (3.27)
(3.27)
где Кyf – коэффициент массопередачи для газовой фазы, кг/(м2·с);
ДYср – движущая сила массопередачи, определяется по следующей зависимости:
 (3.28)
(3.28)
ДYб=0.036 ![]() ДYм=0,0039
ДYм=0,0039 ![]()
![]()
Коэффициент массопередачи определяют по уравнению аддитивности фазовых диффузионных сопротивлений:
 (3.29)
(3.29)
где m – коэффициент распределения. Определяется по рис. 3.2 как тангенс угла наклона равновесной линии:
![]() (3.30)
(3.30)
![]()
![]()
вxf, вyf – коэффициенты массоотдачи, отнесенные к единице рабочей площади тарелки соответственно для жидкой и газовой фаз, к/(м2·с).
Для абсорбционных процессов коэффициенты массоотдачи можно вычислить по следующим зависимостям [2]:
 (3.31)
(3.31)
 (3.32)
(3.32)
где U/(1-е), w/е – средние скорости жидкости и газа в барботажном слое, м/с;
Fc – относительная площадь для прохода паров, Fc=0.125;
Dx, Dy – коэффициенты молекулярной диффузии распределяемого компонента соответственно в жидкости и газе, м2/с.
Коэффициент диффузии в жидкости при средней температуре равен:
![]() (3.33)
(3.33)
где b – температурный коэффициент, который согласно [2], стр.234 равен:
 (3.34)
(3.34)
где µх и сх – вязкость и плотность поглотителя при температуре 20°С, µх=1 мПа∙с. сх=998 кг/м3.
Dx20 – коэффициент диффузии в жидкости при 20°С, который равен:
 (3.35)
(3.35)
где Мэ и Мв – молярные массы этанола и воды соответственно, кг/моль;
А и В – коэффициенты, зависящие от свойств растворенного вещества и растворителя. Согласно [5] А=1.24, В=4.7;
хэ и хв – мольные объемы компонентов в жидком состоянии при температуре кипения, хэ=59.2 см3/моль, хв=14.8 см3/моль.
Тогда по зависимостям (3.33), (3.34), (3.35):

![]()
![]()
Коэффициент диффузии в газе Dy при средней температуре равен:
 (3.36)
(3.36)
где Мг – молярная масса воздуха, кг/моль;
Т – температура в абсорбере, К;
хв – мольный объем воздуха в жидком состоянии при температуре кипения, хг=29.9 см3/моль;
Р – давление в абсорбере, 0.16 МПа:
Площадь орошения U определим по формуле:
![]() (3.37)
(3.37)
![]()
Тогда используя формулы (3.31) и (3.32):
![]()
![]()
Пересчитаем коэффициенты массоотдачи на кмоль/(м2∙с):
![]()
![]()
Тогда согласно зависимостям (3.29) и (3.27):
![]()
Тогда требуемое число тарелок согласно (3.25):
![]()
Округляем до большего четного значения и получаем N=12.
Определяем высоту тарельчатой части абсорбера по зависимости (3.15):
![]()
3.5 Расчет гидравлического сопротивления
Гидравлическое сопротивление тарельчатого абсорбера ДРa, Па:
![]() (3.38)
(3.38)
где ДРТ – сопротивление тарелки, Па, которое складывается из трех слагаемых:
![]() (3.39)
(3.39)
где ДРс, ДРп, ДРу – гидравлические сопротивления сухой тарелки, газожидкостного слоя и сопротивление, которое вызывает поверхностное натяжение соответственно.
Гидравлическое сопротивление сухой (неорошаемой) тарелки:
 (3.40)
(3.40)
где о – коэффициент сопротивления сухой тарелки. Для колпачковых тарелок о=4,0.
![]()
Гидравлическое сопротивление газожидкостного слоя на тарелке:
![]() (3.41)
(3.41)
![]()
Гидравлическое сопротивление, обусловленное силами поверхностного натяжения:
![]() (3.42)
(3.42)
где dэ – эквивалентный диаметр отверстий, через которые газ поступает в жидкость на тарелке, dэ=0,003 м:
![]()
Полное гидравлическое сопротивление:
![]()
Гидравлическое сопротивление всех тарелок абсорбера:
![]()
3.6 Определение диаметра штуцеров
Для расчетов диаметров штуцеров служит следующее уравнение [3, стр. 16]:
 , (3.43)
, (3.43)
где ωр ‑ рекомендуемая среднерасходная скорость перемещения среды в штуцере, м/с.
Руководствуясь [3] примем щp газа=20 м/с, щp жидк.=2 м/с.
Так как давление в абсорбере небольшое, согласно рекомендациям [6] выберем штуцера ОСТ – 26 – 1404 – 76.
![]() Определяем диаметр основных технических штуцеров для подвода и отвода жидкой смеси:
Определяем диаметр основных технических штуцеров для подвода и отвода жидкой смеси:
![]() .
.
Примем штуцер с Dy=20 мм.
Определяем диаметр основных технических штуцеров для подвода и отвода газовой смеси.
![]() .
.
Примем штуцер с Dу=600 мм.
