

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Сварка пластиковых труб. Оборудование, технологии.
На сегодняшний день при восстановлении устаревших систем водоводов и канализации все чаще применяют полиэтиленовые трубы, в том числе для прокладки под землей. Трубы из полиэтилена значительно облегчают монтаж и перемонтаж, так как этот процесс для трубы из полиэтилена протекает во много раз проще, чем при замене традиционных труб и на сегодняшний день уже используются для прокладки бестраншейным методом. Полиэтиленовые трубы также существенно уменьшают аварийность трубопровода и опасность загрязнения питьевой воды. Для соединения полиэтиленовых труб применяется оборудование для стыковой сварки.
Сварка встык (стыковая сварка) используется, преимущественно, для напорных трубопроводов из ПНД (полиэтилен низкого давления), т. к. при сварке трубопроводов из ПП (полипропилена) традиционно используется раструбная сварка, а трубопроводы из других термопластов в России практически не применяются. Трубопроводы диаметром выше 160мм в подавляющем большинстве свариваются встык, в редких исключительных случаях – с помощью «соединительных деталей с закладными электронагревателями» (электромуфт). Трубопроводы диаметром выше 315мм свариваются только и исключительно встык.
Стыковой сварной шов, выполненный со строгим соблюдением технологии, гарантированно имеет прочность не ниже прочности исходной трубы. Поэтому стыковая сварка рекомендована для напорных трубопроводов.
Когда речь идет о трубопроводах повышенной опасности (например, о газопроводах), принципиальное значение приобретает контроль соблюдения технологии стыковой сварки. В этих случаях используется автоматизированное сварочное оборудование, с обязательным протоколированием параметров сварочного процесса.
Согласно технологии стыковой сварки торцы труб должны прижиматься к нагревателю или друг к другу со значительными усилиями. Эти усилия приблизительно пропорциональны площади торца трубы. Для труб сравнительно небольших диаметров (скажем, до Ш160мм), особенно с небольшой толщиной стенки, эти усилия сравнительно небольшие и могут создаваться механическим аппаратом.
Создать необходимые усилия для сварки труб диаметром 250мм, и тем более 315мм, с помощью механического привода очень затруднительно, хотя такие аппараты есть и иногда используются. Для диаметров выше 315мм используются аппараты только и исключительно с гидравлическим приводом.
Механический привод

Тубопроводы малых диаметров имеют в среднем больше ответвлений и поворотов, чем трубопроводы больших диаметров. К тому же, они зачастую прокладываются по стенам или под потолком. Поэтому механические стыковые аппараты отличается от гидравлических по самой своей идее.
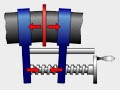
Их обычно стараются сделать легче, иногда даже в ущерб прочности и с некоторыми другими упрощениями.
Конструкция большинства механических центраторов предполагает неэффективное распределение нагрузок. Усилия прижима прикладываются по оси винта, расположенной в нижней части, а силы противодействия действуют по оси трубы, расположенной высоко над винтом. При больших усилиях прижима хомуты механического центратора могут заметно отклоняться от вертикального положения.
В связи с этим, для экономии массы центратора, конструктора механических аппаратов иногда просто ограничивают допустимые усилия (т. е. допустимую толщину стенки свариваемых труб). В связи с этим, для экономии массы центратора, конструктора механических аппаратов иногда просто ограничивают допустимые усилия (т. е. допустимую стенки свариваемых труб).

Гидравлический привод
При создании гидравлических аппаратов, которые предназначены для прокладки наружных магистралей, масса аппарата имеет меньшее значение. Главное здесь – точное соосное крепление труб, а также прочность и запас создаваемого усилия прижима.
Благодаря простоте контроля создаваемых центратором усилий, именно на гидравлические аппараты устанавливаются приборы протоколирования для сварки газопроводов.
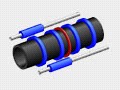
У гидравлических аппаратов усилие прижима прилагается по осям гидроцилиндров, которые находятся в одной плоскости с осью трубы. В результате хомуты гидравлического центратора не работают «на излом». Поэтому при расчете на создание одинакового усилия прижима гидравлический центратор имеет меньшую массу, чем механический.
При монтаже трубопроводов в полевых условиях к усилию прижима, необходимому по технологии, может добавляться довольно значительное «усилие пассивного сопротивления трубы». Значительный запас максимального усилия прижима удается создать только на гидравлических аппаратах.
Известны попытки создания центраторов с пневматическим, электромеханическим и даже электромагнитным приводом. Все они, однако, имели серьезные недостатки. В процессе эволюции выжили только гидравлические и механические центраторы.
Степень автоматизации аппаратов стыковой сварки
При соблюдении технологии стыковой сварки прочность готового соединения – не ниже прочности исходной трубы. Однако, нарушить технологию совсем несложно, и не всегда это можно обнаружить по внешнему виду готового шва.
Поэтому, согласно действующему законодательству, для сварки трубопроводов повышенной опасности (в частности, газопроводов) должны использоваться гидравлические аппараты с возможностью, как минимум, протоколирования параметров сварочного процесса. Как максимум – с полной автоматизацией самого процесса. При сдаче объекта распечатка т. н. паспорта каждого сварного шва – обязательна.
Гидравлические аппараты стыковой сварки условно разделяются на 3 категории по степени автоматизации:


Для повышения точности автоматической навигации по сварочному процессу в «продвинутых» блоках автоматизации используют дополнительную обратную связь – по давлению масла в обратной ветке гидравлической системы. Резкое повышение давления в этой ветке понимается автоматикой как раскрытие центратора, т. е. разведение труб.
Блок автоматизации не управляет сварочным процессом непосредственно. На основании введенных параметров свариваемой трубы, измеренного пассивного сопротивления, а также замера температуры воздуха блок автоматизации рассчитывает оптимальное значение каждого параметра сварочного процесса, указывает его на дисплее на каждом этапе сварки и следит за тем, насколько точно оператор выполняет все предписания.
По окончании сварки блок автоматизации сохраняет информацию о рекомендованных и фактических параметрах сварочного процесса в своей памяти с возможностью распечатки на встроенном или на внешнем принтере или переноса в компьютер для обработки и хранения.

По окончании сварки блок автоматизации сохраняет информацию о рекомендованных и фактических параметрах сварочного процесса в своей памяти с возможностью распечатки на встроенном или на внешнем принтере или переноса в компьютер для обработки и хранения.
В настоящее время существует множество производителей техники для сварки пластиковых труб, различающихся как по конструктивным особенностям, так и по качеству выпускаемого оборудования. является представителем таких ведущих мировых производителей как Rothenberger (Германия) - одна из ведущих компаний производителей в мире по производству профессионального строительного инструмента и оборудования, Ritmo (Италия) – одна из ведущих европейских производителей инструмента и оборудования для сварки пластмасс. Компания присутствует на рынке уже много лет и известна своей продукцией высочайшего качества, Hьrner Schweisstechnik (Германия) насчитывает почти 100-летнюю историю в области техники пластмасс и их соединения. В 1928 Эрнст Хюрнер отважился сделать свой первый шаг в самостоятельном производстве изделий точной механики. Его фирма явилась также пионером и в области разработки нового органического макромолекулярного материала, пластмассы и др.
Обратившись в нашу компанию, Вы получите профессиональную консультацию по различным модификациям данных машин. Кроме того, наши специалисты помогут Вам в выборе наиболее подходящего варианта оборудования с учетом специфики выполняемых Вами работ.
