
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
ГВУЗ «ПРИАЗОВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»

ТЕХНОЛОГИЯ И УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ И ДЕТАЛЕЙ МАШИН, РАБОТАЮЩИХ ПРИ ЦИКЛИЧЕСКИХ НАГРУЗКАХ
ТЕХНОЛОГИЧЕСКОЕ ПРЕДЛОЖЕНИЕ
ТЕХНОЛОГИЧЕСКОЕ ПРЕДЛОЖЕНИЕ
1. Наименование: "Технология и устройство для упрочнения сварных конструкций и деталей машин, работающих при циклических нагрузках".
2. Ключевые слова: КОНСТРУКЦИЯ, ДЕТАЛИ МАШИН, ПОВЕРХНОСТНОЕ УПРОЧНЕНИЕ, УСТАЛОСТНАЯ ДОЛГОВЕЧНОСТЬ, ПРОЧНОСТЬ, ТРЕЩИНОСТОЙКОСТЬ.
3. Назначение: Повышение эксплуатационной долговечности тяжелонагруженных сварных конструкций и деталей машин, работающих при переменных нагрузках.
4. Область применения: Черная металлургия, машиностроение, судостроение.
5. Описание и основные технико-экономические показатели: Практика эксплуатации тяжелонагруженных сварных конструкций (подкрановых балок и балансиров мостовых кранов и др.) на металлургических, машиностроительных и судостроительных предприятиях показывает, что решающее значение для их безаварийной работы имеет не статическая, а усталостная прочность. Для повышения работоспособности металлоконструкций и деталей машин, работающих при переменных нагрузках, в настоящее время используют как конструкционные, так и технологические методы. Первые методы дают положительный эффект на стадии проектирования конструкций и деталей машин, а вторые – чаще используют на этапе ввода в эксплуатацию металлоконструкций или при ремонте поврежденных деталей машин.
Современные тенденции развития металлоконструкций и деталей машин проявляются в использовании низколегированных сталей повышенной и высокой прочности, что позволяет существенно уменьшить металлоемкость машин и судов. Однако, часто эти преимущества не могут быть реализованы по причине снижения прочностных свойств элементов в зонах резких изменений сечений (ступенчатое изменение диаметра валов и т. п.) и расположения сварных швов, вызывающих остаточные напряжения и значительную концентрацию указанных напряжений. Учитывая повышенную чувствительность низколегированных сталей к остаточным напряжениям и концентрации напряжений при переменных нагрузках или понижении температуры, производители вынуждены занижать эксплуатационные возможности металлоконструкций и деталей машин или использовать дорогостоящие методы снижения остаточных напряжений и концентрации напряжений, например назначением высокого отпуска, механической зачисткой сварных швов, прокаткой роликами и др.
Одним из самых распространенных методов повышения долговечности и циклической прочности конструкций и деталей машин является поверхностная пластическая обработка.
Предлагается апробированная технология поверхностной пластической обработки зон повышенного риска образования усталостных трещин, которая основана на использовании шарико-стержневого упрочнителя (ШСУ), имеющего ряд достоинств по сравнению с другими типами упрочнителей.
ШСУ состоит из двух основных узлов – пневмомолотка КМП-24 и шарико-стержневого ударника (рисунок 1). Пневмомолоток является источником ударных импульсов, а конструкция ударника позволяет осуществлять передачу импульсов через систему тел свободно плавающим стержням 1 и удерживать их в рабочем и нерабочем состоянии в корпусе ударника 2. Для равномерной передачи ударной энергии на все стержни (следовательно, и на всю обрабатываемую поверхность) используется промежуточный слой шариков 3. Ударный импульс передается на шарики через боек 4. Слой шариков выполняет функцию квазижидкости и позволяет пластически обрабатывать негладкие поверхности (например, сварных швов) и зоны резких переходов без пропусков.
Скорость обработки с применением ШСУ составляет 6…8 м/ч. Сила прижатия рабочего инструмента к упрочняемой поверхности колеблется в пределах 80…120 Н.
Проверка сравнительной эффективности таких способов упрочнения, как оплавление дугой места перехода шва к основному металлу в среде аргона и поверхностная пластическая обработка с помощью ШСУ, проводилась на образцах (рисунок 2а), имитирующих соединение пояса со стенкой подкрановых балок рудно-грейферного крана. Ширина образца 100 мм была выбрана из соображений получения в нем продольных остаточных напряжений примерно равных остаточным напряжениям, образующимся в зонах сварных швов балок. Поверхность поясов и стенок балок, и, соответственно, образцов не подвергались послепрокатной обработке. Образцы изготавливались из горячекатаной стали 09Г2С.
Усталостные испытания выполнялись на установке с кривошипно-шатунным механизмом при симметричном цикле нагружения. Изгиб при постоянной деформации производился в плоскости, перпендикулярной вертикальной стенке образца. Испытания проводились на базе N=3·106 циклов при частоте нагружения 13 Гц. Результаты испытаний представлены на рисунке 2б.
Усталостная прочность таврового соединения в исходном состоянии после сварки изменялась от 200 МПа при 50·103 циклов до 70 МПа при 3·106 циклов (рисунок 2б, кривая 1).
Аргонодуговая обработка места перехода шва к основному металлу (рисунок 2б, кривая 2) повысила предел выносливости с 70 до 100 МПа (в 1,4 раза), долговечность при этом выросла в 2,5…3 раза (при одинаковых уровнях напряжений – 140 и 200 МПа). Повышение предела усталости и долговечности достигается, главным образом, за счет увеличения радиуса перехода от шва к основному металлу, что приводит к снижению концентрации напряжений.
Поверхностное пластическое деформирование с применением ШСУ повысило предел выносливости до 140 МПа, т. е. в 2 раза (рисунок 2б, кривая 3). Долговечность таврового соединения возросла в 8…10 раз.
Разрушение образцов в исходном состоянии после сварки происходило в месте перехода от шва к основному металлу (стенке) (рисунок 3а), что совпадает с литературными сведениями.
После аргонодуговой обработки трещина образовывалась в месте перехода оплавленного металла шва к стенке (рисунок 3б). Усталостная прочность и долговечность возросли в основном за счет увеличения радиуса перехода от шва к основному металлу, хотя наблюдался некоторый рост микротвердости в зоне термического влияния (ЗТВ) с 188…195 до 210…214 HV.
После обработки с применением ШСУ образцы разрушались, как правило, за пределами обработанной зоны (рисунок 3в), т. е. по основному металлу.
Повышение усталостной прочности сварных элементов достигалось за счет наведения сжимающих напряжений в поверхностных слоях, в которых происходило дробление зерен и изменение их ориентации, причем твердость зерен практически не изменялась.
Полученные на образцах результаты увеличения предела выносливости в 2 раза, а усталостной долговечности в 8…10 раз и возможность проведения данного вида обработки в любом пространственном положении в производственных условиях, позволяют рекомендовать разработанную технологию и устройство для обработки ответственных сварных конструкций и деталей машин металлургическим, машиностроительным и судостроительным предприятиям.
Промышленное опробование технологии ШСУ выполнено на опытной партии из 6 шт. подкрановых балок (рисунок 4а) одного из металлургических комбинатов Донецкого региона (Украина). Известно, что образование усталостных трещин в сварных соединениях балок сопряжено с риском перехода их в хрупкое разрушение, поэтому эксплуатация таких конструкций требует постоянного надзора и, соответственно, финансовых затрат. Опытная партия упрочненных по разработанной технологии балок эксплуатируются без появления трещин усталости уже более 10 лет.
Ответственными сварными конструкциями, подверженными циклическому нагружению и появлению усталостных повреждений, являются также балансиры мостового крана. Опытным путем было выявлено, что в результате воздействия переменных нагрузок срок службы балансира обычно не превышает 3-х месяцев до возникновения трещины по сварному шву или ЗТВ на расстоянии 5…10 мм от линии сплавления в зоне приварки втулки к корпусу балансира (рисунок 4б).
В промышленных условиях с применением ШСУ были обработаны два балансира колодцевых кранов прокатного цеха того же металлургического комбината. Долговечность балансиров после упрочняющей обработки достигла 15-кратного увеличения (промышленная эксплуатация балансиров продолжается и после достижения этого результата), что подтвердило высокую технико-экономическую эффективность предлагаемой упрочняющей обработки с использованием ШСУ.
Выпуск ШСУ в настоящее время освоен одним из машиностроительных предприятий Украины.
Технологический процесс поверхностного пластического упрочнения изделий в общем случае включает следующие операции:
1) подготовка изделия к упрочнению: механическая зачистка обрабатываемой поверхности от сварочных капель, остатков шлаковой корки и других посторонних загрязнений;
2) проведение ударно-стержневого упрочнения наиболее опасных зон обрабатываемого изделия;
3) внешний осмотр обработанной зоны и выборочный контроль качества поверхности упрочнения (замеры твердости, металлографические исследования образцов – свидетелей).
6. Иллюстрации:
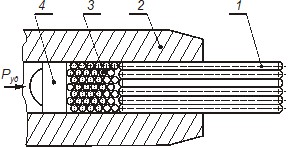
Рисунок 1 – Схема шарико-стержневого ударника
|
|
а | б |
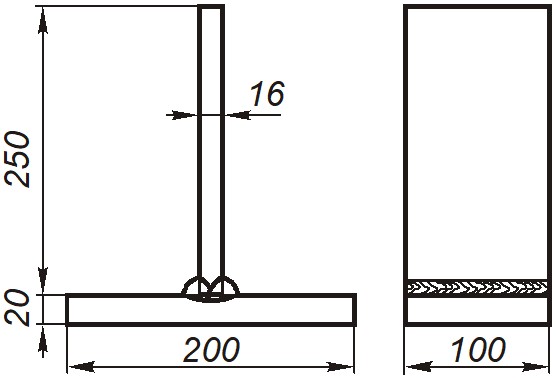
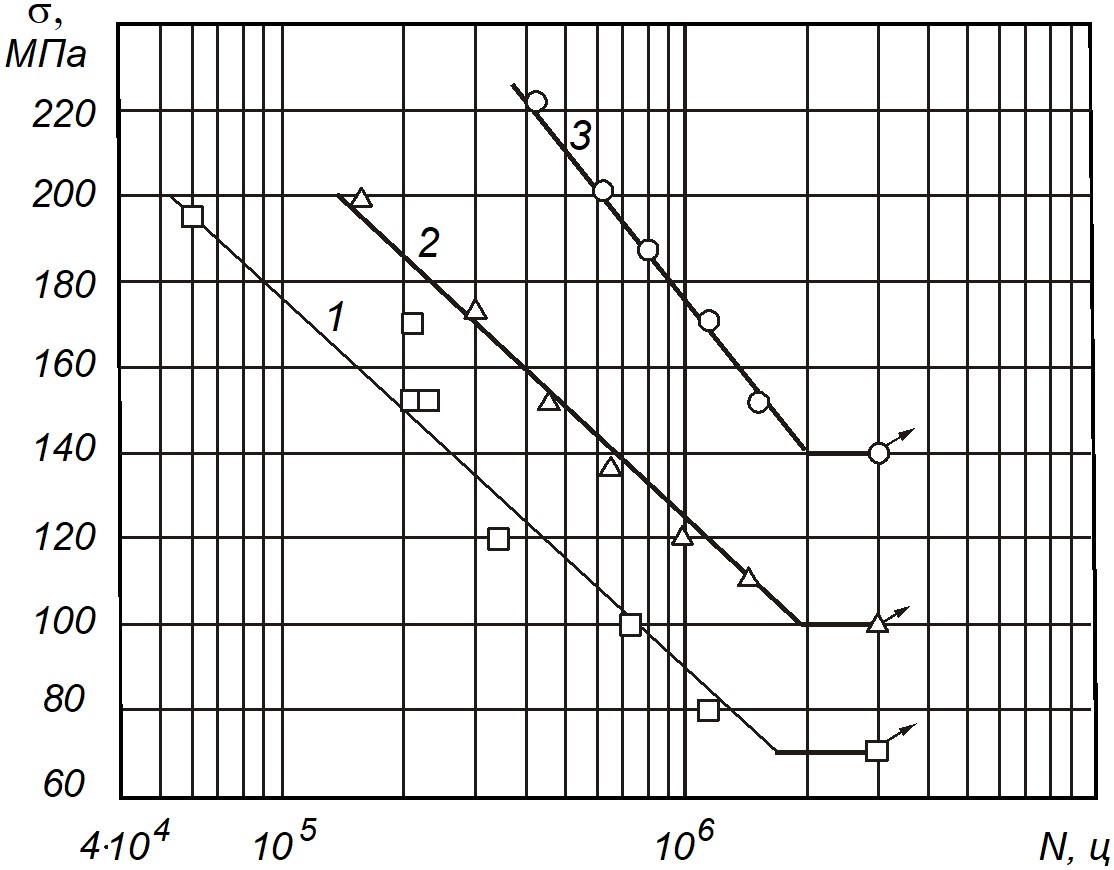
Рисунок 2 – Образец для усталостных испытаний (а) и результаты испытаний (б):
1 – в исходном состоянии (после сварки);
2 – аргонодуговая обработка зоны перехода шва к основному металлу;
3 – упрочнение с помощью ШСУ той же зоны
|
|
а | |
| |
б | в |
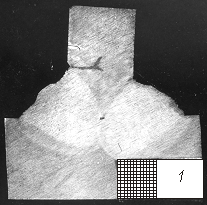

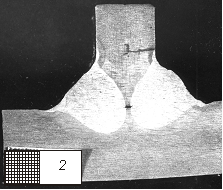
Рисунок 3 – Макрошлифы поперечных сечений образцов, подверженных усталостному нагружению:
а и б – зарождение усталостных трещин в исходных образцах (необработанных)
и обработанных переплавкой переходной зоны дугой в аргоне;
в – разрушение образца по основному металлу после упрочнения переходной зоны с помощью ШСУ
|
|
а | б |
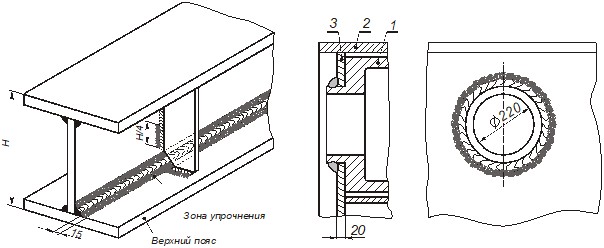
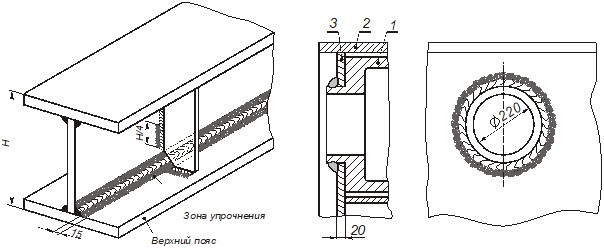
Рисунок 4 – Зоны упрочнения сварных соединений (затемнены) подкрановых балок (а)
и балансира мостового крана (б):
1 – втулка; 2 – верхний пояс; 3 – стенка
7. Сопоставление с аналогами и преимущества: Как показали проведенные исследования эксплуатационных свойств элементов конструкций (усталостной прочности, долговечности, трещиностойкости), технология поверхностного пластического упрочнения шарико-стержневым ударником имеет ряд преимуществ по сравнению с известными методами:
– возможность получения на неровной, шероховатой поверхности изделия пластически упрочненного слоя глубиной до 3 мм при однократной или многократной обработке, что значительно превосходит такие способы, как обкатка роликами, лазерное и электронно-лучевое упрочнение, химико-термическая обработка и др.;
– возможность получения в упрочненном слое остаточных напряжений сжатия высокой интенсивности: на поверхности – двухкомпонентного, а в глубине слоя – трехкомпонентного напряженного состояния, что соответствует уровню, достигаемому при ультразвуковом упрочнении, и значительно превосходит такие способы, как дробеструйный наклеп, виброобкатывание, обкатка шариками и др.;
– позволяет достичь высоких физико-механических показателей упрочненного слоя за счет значительного увеличения числа дислокаций в металле (повышение твердости и износостойкости упрочненных материалов). Степень повышения этих показателей зависит от химического состава металла и технологии обработки;
– возможность реализации процесса при относительно небольшом значении статического давления на обрабатываемую деталь (усилие прижатия инструмента к изделию составляет десятки Ньютон, а при обкатке роликами этот параметр в десятки раз больше). Такая особенность упрочнения с использованием шарико-стержневого ударника позволяет упрочнять тонкостенные детали;
– возможность регулирования в широких пределах трещиностойкости упрочненных деталей при различных технологических вариантах упрочнения, а также при использовании совместно с предварительной наплавкой обрабатываемой поверхности;
– возможность локального упрочнения наиболее опасных участков рабочей поверхности изделий;
– высокие экономические показатели благодаря низкой стоимости, простоте и доступности оборудования и энергоносителя, высокой производительности процесса.
8. Потребители: Предприятия чёрной металлургии, машиностроения, судостроения и др.
9. География предполагаемого рынка: Украина, страны СНГ, Китай, Бразилия, Германия, Франция, Англия, Япония и др.
10. Правовая охрана: Технология и устройство для упрочнения сварных конструкций и деталей машин, работающих при циклических нагрузках, охраняются в режиме "ноу-хау".
11. Предлагаемые условия реализации: Договор на поставку шарико-стержневого упрочнителя с передачей (на лицензионной основе) технологии поверхностной пластической обработки зон повышенного риска образования усталостных трещин. Стоимость договорная.
12. Срок действия предложения: Не ограничен.
13. Контакты:
Телефон: +38 0 (629) 44-64-98
Факс: +38 0 (629) 34-52-94
Эл. почта: *****@***edu
