

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УПРАВЛЕНИЯ ОБРАЗОВАНИЯ И НАУКИ ЛИПЕЦКОЙ ОБЛАСТИ
ГОСУДАРСТВЕННОЕ ОБЛАСТНОЕ БЮДЖЕТНОЕ
ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧЕРЕЖДЕНИЕ
«ЛИПЕЦКИЙ ПОЛИТЕХНИЧЕСКИЙ ТЕХНИКУМ»
«ГОБПОУ ЛПТ»
Методическая разработка урока производственного обучения
«Ремонт рессорного подвешивания»
Мастер п/о
Липецк 2016
Пояснительная записка
Урок производственного обучения «Ремонт рессорного подвешивания» входит в общетехнический цикл профессии «Машинист локомотива» темы программы
« Техническое обслуживание и ремонт локомотива».
Методическая разработка урока производственного обучения является составной частью учебного процесса подготовки квалифицированных рабочих.
Главными и основными целям изучения данной темы являются:
1.Формирование у студентов практических умений при ремонте рессорного подвешивания;
2. Ознакомление студентов с неисправностями рессорного подвешивания;
3. Воспитание у студентов, чувства ответственного отношения к труду и профессиональной этике;
4. Продолжение формирования активной жизненной позиции, осознание потребности в труде, бережное отношение к инструменту и оборудованию;
5. Внимательное соблюдение правил охраны труда;
6. Развитие у студентов памяти, умения сравнивать, анализировать, способности логически мыслить, умение контролировать свои действия, умение решать проблемные ситуации;
7.Систематическое развитие учебно-производственной самостоятельности, навыков и привычек самоконтроля.
В результате изучения данной темы студент должен:
Иметь представление:
- О квалификационных требованиях к рабочим, овладевающим данной профессией.
Знать:
- Охрану труда перед началом работы, вовремя работы и по окончании работы;
- Назначение, устройство и принцип действия рессорного подвешивания;
- Технологический процесс ремонта тепловозов в объеме выполняемых
им работ;
- Инструкции по охране труда, эксплуатации испытательных стендов, измерительных приборов, приспособлений, используемых им при техническом обслуживании и ремонте тепловозов;
- Структуру ремонтного цикла; Основные положения и правила ремонта; Возможные неисправности и ремонт рессорного подвешивания;
- Неисправности и способы их устранения.
Уметь;
- Соблюдать правила внутреннего трудового распорядка, установленный режим труда и отдыха, и трудовую дисциплину;
-Выполнять работу по ремонту рессорного подвешивания;
-Выявлять неисправности рессорного подвешивания.
Урок «Ремонт рессорного подвешивания» рассчитан на 6 часов.
Для закрепления текущего инструктажа проводятся тренировочные упражнения в локомотивном цехе УЖДТ с целью выявления неисправностей при ремонте рессорного подвешивания и способы их устранения с наставниками и мастерами участков, а также соблюдение правил охраны труда перед началом работы, во время работы и по окончанию работы.
План
урока производственного обучения
Тема программы: УП. 01 ПМ. 01 «Техническое обслуживание и ремонт локомотива»
Тема урока: Ремонт рессорного подвешивания.
Цели урока:
Образовательная: ознакомить студентов с неисправностями рессорного подвешивания, научить их выявлять дефекты и производить ремонт.
Воспитательная: воспитать у студентов чувство ответственного отношения к труду, профессиональную этику, продолжать формирование активной жизненной позиции, осознанной потребностей в труде, бережное отношение к инструменту и оборудованию, внимательность в соблюдении правил техники безопасности, чувство гордости за свою профессию.
Развивающая: развивать у студентов память, умение сравнивать, анализировать, способность логически мыслить, умение контролировать свои действия, умение решать проблемные ситуации.
Методическая: формирование практических умений и навыков при ремонте рессорного подвешивания.
Тип урока: урок-инструктирование, урок-упражнение.
Вид урока: урок по изучению нового материала.
Методы изучений: наглядные, практические, словесные.
Материально-техническое оснащение: плакаты, раздаточный материал, детали рессорного подвешивания с дефектами, слесарный инструмент.
Методы проведения урока:
Репродуктивный метод Метод демонстрации Метод показа трудовых приемовМесто проведения: ПАО «НЛМК», УЖДТ Локомотивное депо
Организация и ход урока:
1. Организационная часть:
1.1 проверка посещаемости студентов
1.2 проверка внешнего вида студентов
1.3 организация внимания и готовности студентов к уроку
2. Вводный инструктаж:
2.1 сообщение темы и целей урока
2.2 мотивация к изучению темы
2.3 актуализация опорных знаний
3. Объяснение нового материала:
3.1 охрана труда при выполнении ремонтных работ
3.2 неисправности рессорного подвешивания
3.3 способы устранения дефектов
3.4 ремонт рессорного подвешивания
3.5 техническое обслуживание рессорного подвешивания
4. Закрепление материала вводного инструктажа:
4.1 охрана труда при выполнении ремонтных работ
4.2 перечислить неисправности и дефекты рессорного подвешивания
4.3 как проверяют рессорное подвешивание во время приемки тепловоза?
4.4 из чего состоит комплект пружин?
4.5 чем проверяют размеры балансира по окончании ремонта?
5. Текущий инструктаж:
5.1 самостоятельная работа студентов, т. е. отработка практических упражнений и навыков на рабочих местах
5.2 обход рабочих мест студентов с целью проверки организации рабочих мест и правильности выполнения работ, соблюдении правил охраны труда, а также контроля качества выполнения заданий
5.3 прием и проверка работ
6. Заключительный инструктаж:
6.1 сообщение о достижении целей урока
6.2 анализ и самоанализ выполнения производственных работ каждого студента
6.3 разбор наиболее характерных ошибок в работе и причины их вызвавшие
6.4 сообщение оценок за урок
6.5 задание на дом: «Технология ремонта тепловозов»
Мастер производственного обучения
Рессорное подвешивание тепловоза предназначено для уменьшения динамического воздействия колес на рельсы при движении по неровностям пути и обеспечения плавности хода тепловоза, передачи массы кузова и тележек на колесные пары. Рессорное подвешивание позволяет правильно распределить нагрузки от массы тепловоза между колесными парами, а также обеспечивает частичную передачу горизонтальных сил со стороны колес на раму тележки.
Нагрузка от массы кузова и тележки передается колесным парам через буксы, установленные на концы оси. Упругими элементами, посредством которых нагрузка передается на колесные пары, могут служить листовые рессоры, цилиндрические витые пружины, резиновые амортизаторы.
По способу передачи нагрузки на колесные пары рессорное подвешивание называется индивидуальным или сбалансированным. Если упругие элементы размещены только между буксами и рамой тележек, такое подвешивание называют одноступенчатым. Если же, помимо буксовой ступени, упругие элементы имеются между рамами кузова и тележек, подвешивание называется двухступенчатым.
Основными параметрами рессорного подвешивания являются жесткость и определяемый ею статический прогиб. Чем меньше жесткость и выше статический прогиб, тем меньше частота собственных вертикальных колебаний надрессорного строения. Для обеспечения удовлетворительных ходовых качеств тепловоза статический прогиб должен быть примерно численно равен по значению конструкционной скорости, а частота свободных колебаний надрессорного строения (исходя из обеспечения нормальных условий для локомотивной бригады) — 1,8—2,2 Гц.
Для оценки эффективности рессорного подвешивания локомотива достаточно сказать, что оно снижает ускорение и частоту колебаний подрессоренных масс по сравнению с неподрессоренными в 10—15 раз.
Рессорное подвешивание тепловоза ТЭМ2 включает рессорные и концевые узлы, соединенные балансирами. Нагрузка от рамы тележки на буксу через концевой узел передается посредством пружины 7 (рисунок 1), резинового амортизатора 8, расположенного между тарелкой 16 и подкладкой 19, подвески 18, соединенной валиком 17 с балансирами 1. Подвеска 18 изготовлялась раньше в виде стержня, соединенного с головкой резьбой.
Из-за появления трещин в резьбовом соединении сборный вариант подвески заменен цельнокованым. Через рессорный узел нагрузка передается посредством резиновых амортизаторов 8, пружин 7 и рессоры 10, включенной последовательно пружинам с помощью двуплечего кронштейна 6 и валика 5.
Пружины и резиновые амортизаторы фиксируются в раме тележек с помощью фиксаторов 9, выполненных заодно целое с тарелками 11 пружин. Рессора 10 опирается на валики 15 П-образных подвесок 2 через специальные опорные втулки 14, выступ которых входит в эллиптические отверстия в первом коренном листе рессоры. Подвески соединены валиками 13 с балансирами. Балансиры, нагруженные по обоим концам, передают нагрузку на буксу своей средней частью, наплавленной твердосплавным электродом марки Ж4 или 50 ХФА. Толщина наплавленного слоя должна быть 2,5—3,5 мм. Опираются балансиры на закаленные упоры, запрессованные в корпус буксы.
Шарнирные соединения состоят из валиков (сталь 5), вставляемых свободно от руки в закаленные втулки, запрессованные в отверстия подвесок, балансиров и опор рессор. Валик 5 полый, в него ввернут клапан 12, через который подводится масло к трущимся поверхностям по осевым и радиальным каналам.
Остальные валики имеют ступенчатую форму. Их средняя часть выполнена с меньшим диаметром, внутренний же диаметр всех втулок одинаков. Поэтому втулки, опирающиеся на среднюю часть валиков, имеют возможность при взаимных перемещениях перекатываться по ним, как на призмах. В этом случае трение скольжения заменяется трением качения и шарнирные соединения изнашиваются меньше.
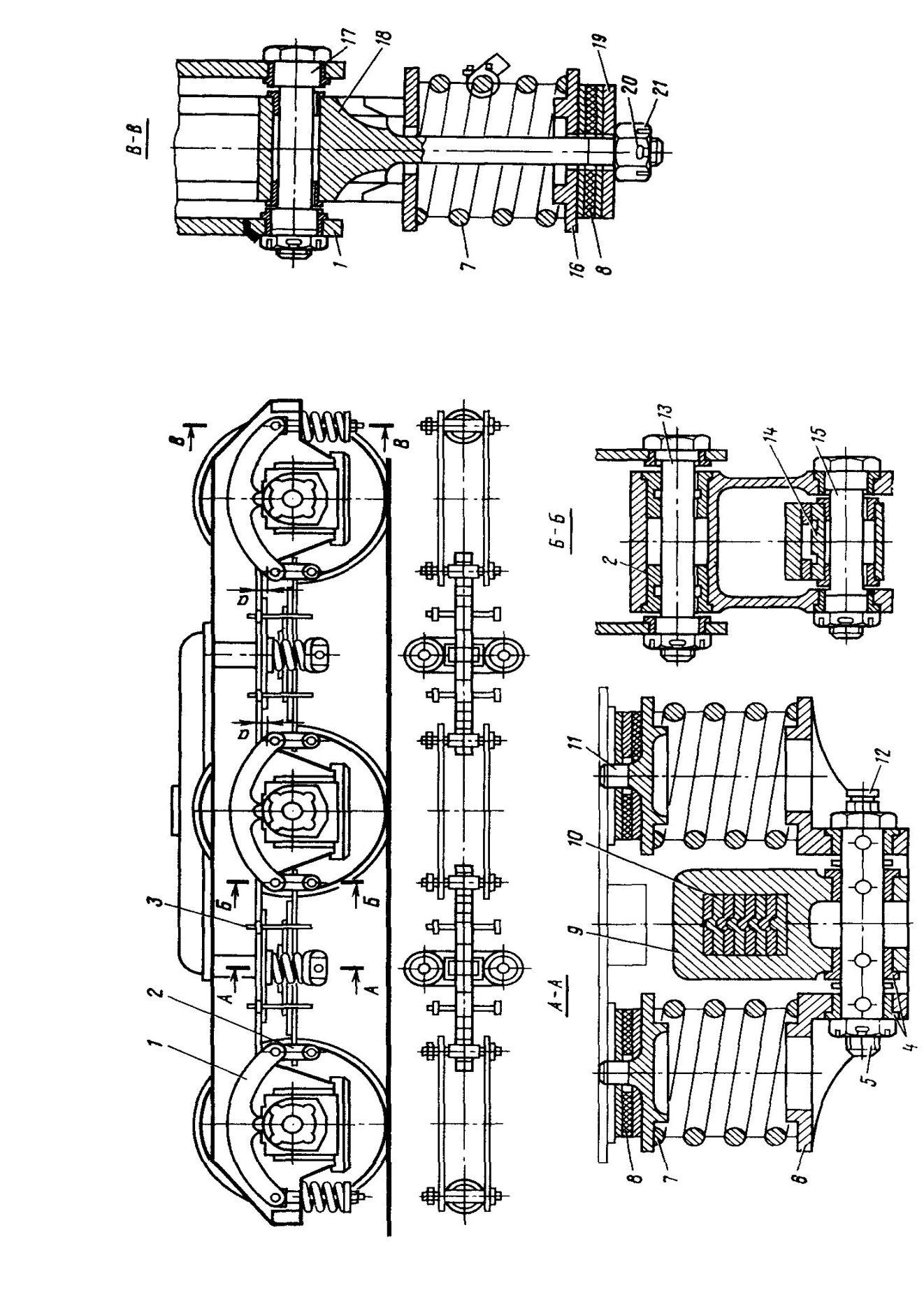
Рисунок 1 - Рессорное подвешивание тележки:
1 - балансир; 2, 18 – подвески; 3 – скоба предохранительная; 4 — втулка;
5, 13, 15, 17 — валики; 6 — кронштейн; 7 — пружина; 8 — амортизатор;
9 — хомут; 10 – рессора; 11- тарелка; 12 — клапан смазки; 14 — опора рессоры;
16 — тарелка; 19 — прокладка; 20 — шплинт; 21 — гайка
Прямое назначение балансиров - выравнивать нагрузку между колесными парами при наезде на неровности - выполняется лишь при малых скоростях. При значительных скоростях динамические нагрузки, имеющие малый период действия, не успевают перераспределяться между колесами вследствие значительной инерции балансиров и рессор, замедляющих их угловые перемещения. Этому способствует значительное трение в листах рессоры и шарнирных соединениях.
Технология ремонта рессорного подвешивания
В рессорном подвешивании челюстных тележек наблюдаются следующие неисправности и дефекты: трещины и изломы в рессорных листах, хомуте и его проушинах; ослабление и сдвиг хомута; выработка втулок под валики; износ и трещины в валиках, балансирах, подвесках; трещины, излом и потеря упругости в спиральных пружинах; расслоение и дефекты резиновых шайб.
В эксплуатации при осмотре рессорного подвешивания во время приемки тепловоза и при техническом обслуживании проверяют, нет ли трещин в подвесках, балансирах и хомутах, перекоса балансиров и задевания их о раму тележки, износа рессорных подвесок, лопнувших или сдвинутых листов рессор, ослабления втулок в подвесках и балансирах, имеются ли предохранительные скобы. Все шарниры рессорного подвешивания должны быть хорошо смазаны.
При техническом обслуживании ТО-2 и ТО-3, а также при текущих ремонтах ТР-1 и ТР-2 осматривают снаружи детали рессорного подвешивания. При обнаружении трещин в балансирах, подвесках и пружинах их заменяют. Подлежат замене также листовые рессоры, имеющие трещины, ослабление и сдвиг хомута. Смазывают все шарниры соединений рессор и балансиров. При текущем ремонте ТР-3 рессорное подвешивание разбирают, очищают и осматривают для определения и устранения износа и дефектов в его деталях. Замену листовых рессор и пружин в челюстных тележках, а также смену пружинных комплектов, стянутых технологическими болтами, проще делать на скатоопускной канаве.
Втулки балансиров, подвесок, стоек и опор рессор заменяют при износе по диаметру более 0,5 мм. Валики рессорного подвешивания подвергают магнитной дефектоскопии, при обнаружении трещин их заменяют.
Выработку валиков устраняют проточкой на станке и шлифовкой с одновременной заменой втулок, при этом разрешается уменьшать диаметр валика до 4 мм. В депо выработку валиков восстанавливают отжигом и наплавкой электродами У-340пб с последующей механической обработкой. Вновь изготовленные или отремонтированные валики и втулки подвергают цементации и закалке токами высокой частоты до твердости: валики НКС 45—52, втулки НКС 52 на глубину закаленного слоя не менее 1 мм. Для повышения износостойкости валики после ремонта разрешается хромировать толщиной хрома 0,05—0,1 мм.
Разработанные отверстия под втулки, а также изношенные боковые поверхности балансиров глубиной более 1,5 мм восстанавливают наплавкой с последующей обработкой. Выработку отверстий балансиров устраняют расточкой с увеличением диаметра против чертежного размера до 2 мм и установкой новой втулки увеличенного диаметра с натягом 0,09—0,15 мм. Отверстия под втулки для парных балансиров одной буксы обрабатывают совместно с одной установки.
Коробление балансира более 1,5 мм, обнаруженное щупом при проверке по плите, устраняют холодной правкой.
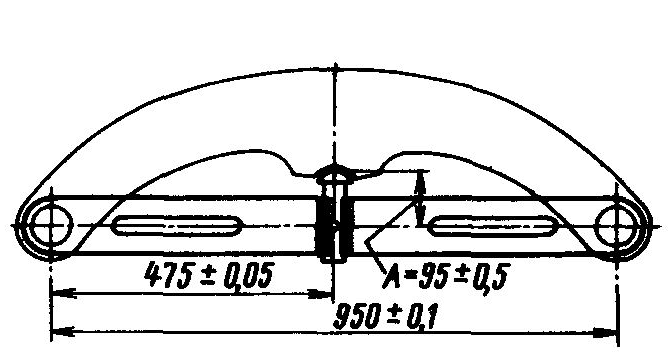
Рисунок 2 - Шаблон для контроля балансира
Поверхность опорной выемки балансира для ликвидации износа наплавляют электродами, обеспечивающими твердость в пределах НКС 30—45 и обрабатывают на станке с выдержкой по чертежу глубины и радиуса опорной выемки. По окончании ремонта размеры балансира проверяют специальным шаблоном (рисунок 2). На балансирах одной буксы после ремонта ставят клеймо спаренности. Износ опорных поверхностей рессорной подвески, гнезда
пружины и рессорной опоры глубиной более 2 мм, а также рессорной подвески по толщине до 3 мм восстанавливают наплавкой.
Местный износ рессорной подвески глубиной до 1,5 мм при текущем ремонте разрешается оставлять без исправления. Концевые подвески спиральных пружин (составные и цельнокованые) после разборки подвергают магнитной дефектоскопии. При обнаружении трещин подвески заменяют. Упругие шайбы с расслоением резины заменяют.
Рессоры, признанные после наружного осмотра и обмера годными, подвергают испытаниям под нагрузкой на остаточную деформацию (осадку) под пробной статической нагрузкой в 136-103 Н (остаточная деформация не допускается) и на прогиб под рабочей статической нагрузкой в 82-103 Н (прогиб рессоры должен быть 80 мм). Различают две группы жесткости: первая — при стреле от 8 до 12 мм, вторая — при стреле от 12 до 16 мм.
Отремонтированные или вновь изготовленные рессоры для защиты от коррозии окрашивают битумным лаком или черной эмалью. Пружины, восстановленные, а также признанные наружным осмотром и обмером годными, подвергают испытаниям на осадку трехкратным нагружением статической нагрузкой и на прогиб под рабочей нагрузкой.
При ремонте рессорного подвешивания запрещается:
сваривать рессорные стойки и подвески, балансиры, рессорные листы, а также хомуты в собранной рессоре;
очищать рессоры обжигом пламенем горелки;
регулировать положение рессорного подвешивания изменением длины плеч балансиров;
устанавливать термически необработанные валики и втулки.
Сборка и регулировка рессорного подвешивания
Рессорное подвешивание челюстных тележек после ремонта собирают и регулируют при их сборке. Для установки на раму тележки подбирают рессоры одной группы жесткости, парные балансиры в соответствии с их маркировкой и спиральные пружины в пределах допустимой разницы по высоте. Рессорное подвешивание тепловоза ТЭМ2 собирают после установки и монтажа рычажной передачи тормоза. Вначале закрепляют валиком опоры пружин в проушинах хомута рессоры и собирают опору рессор в рессорных подвесках. При сборке балансиры устанавливают так, чтобы борта их втулок были обращены в сторону рессорных подвесок, а валики — смазочными ниппелями наружу.
Качество сборки рессорного подвешивания проверяют после сборки тележек и подкатки их под тепловоз на прямом горизонтальном участке пути и предварительной обкаткой тепловоза на деповских путях.
Правильно отремонтированное и собранное рессорное подвешивание тепловоза должно удовлетворять следующим условиям: листовые рессоры и балансиры должны располагаться горизонтально; разность расстояний от верха рессорной подвески до нижней плоскости рамы тележки для обоих концов одной рессоры у полностью экипированных и неэкипированных тепловозов не должна быть более 30 мм; зазор между верхней частью буксы и рамой тележки у полностью экипированного тепловоза в пределах (40±5) мм. Регулировку рессорного подвешивания, если оно не удовлетворяет указанным требованиям, производят прокладками толщиной до 5 мм, которые ставят между коренным листом и опорой листовой рессоры, а также постановкой сменных опор на балансиры с различной высотой головок от 20 до 30 мм.
Заключение
Изучив тему «Ремонт рессорного подвешивания» студенты изучили и усвоили:
- назначение рессорного подвешивания;
- научились выявлять неисправности рессорного подвешивания;
- производить ремонт;
- охрану труда при ремонте.
Список используемой литературы
, , «Устройство и ремонт тепловозов; Москва издательский центр Академия», 2010. «Технология ремонта тепловозов».