

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Учреждение образования
«БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ
ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ»
Кафедра материаловедения и технологии металлов
Токарная обработка
материалов
Методические указания к лабораторному практикуму по курсу «Учебные мастерские»
для студентов специальности
Минск 2013
УДК 621.941(075.8)
ББК 34.632я73
Т51
Рассмотрены и рекомендованы к изданию редакционно-издательским советом университета
Составители:
,
Рецензент
кандидат технических наук, доцент, заведующий кафедрой деталей машин и подъемно-транспортных устройств,
По тематическому плану изданий учебно-методической литературы университета на 2013 г. Поз. 27.
Предназначены для студентов специальности 1-36 05 01
«Машины и оборудование лесного комплекса».
© УО «Белорусский государственный технологический университет», 2013
Лабораторная работа № 5
ЧЕРНОВОЕ ТОЧЕНИЕ
Цель работы – научиться обтачивать с механической подачей резца наружные цилиндрические поверхности заготовок, закрепленных в трехкулачковом самоцентрирующемся патроне; ознакомиться с основными дефектами чернового снятия стружки.
1. Снятие стружки с заготовки, закрепленной в кулачках
Подготовить и наладить станок для обработки наружной цилиндрической поверхности. Для вытачивания ступенчатого вала установить вершину головки резца на расстоянии от торцовой поверхности заготовки, равном сумме длин первой и второй ступеней. Если это расстояние небольшое (до 150 мм), то вместо линейки можно использовать стержень глубиномера 3 штангенциркуля 1 (рис. 5.1).
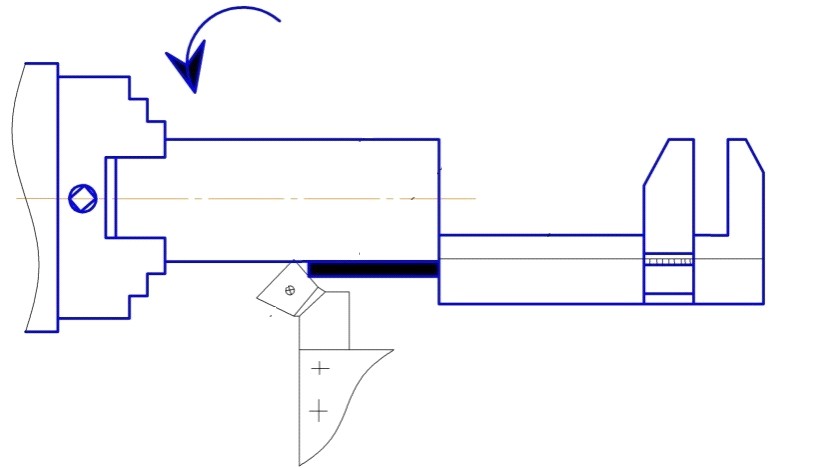
Рис. 5.1. Использование стержня глубиномера штангенциркуля
Установить стержень глубиномера на требуемый размер, взять штангенциркуль в правую руку и упереть его концом штанги в торец заготовки так, чтобы стержень и сама штанга расположились параллельно оси заготовки. Переместить резец 2 до совпадения его вершины с концом стержня глубиномера.
Включить станок, выточить круговую риску на поверхности заготовки. Резец 2 (рис. 5.2) перемещать в поперечном направлении до тех пор, пока его вершина немного врежется в поверхность заготовки 1, образуя круговую риску 3.
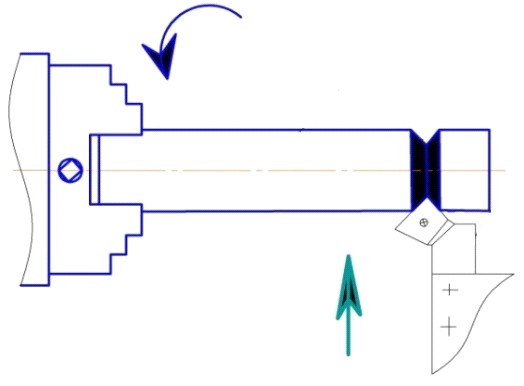
Рис. 5.2. Врезание резца в поверхность заготовки
Обточить цилиндрическую поверхность до риски. Резец 2 (рис. 5.3) подать на требуемую глубину резания по лимбу. Включить механизм суппорта на прямую, продольную подачу и обточить заготовку, наблюдая за образованием гладкой и ровной обработанной поверхности. При подходе резца к риске на расстояние 1–2 мм выключить механизм подачи суппорта, довести резец до риски вручную, после чего отвести его от обработанной поверхности. Обточить цилиндрическую ступень за один или несколько рабочих ходов в зависимости от величины припуска на обработку. Выключить станок.

Рис. 5.3. Обтачивание заготовки
Измерить диаметр и длину обработанной поверхности. Диаметр измеряют штангенциркулем, длину ступени – линейкой или стержнем глубиномера. Возвратить резец в исходное положение.
Все измерения детали в станке производить только после полной остановки вращения шпинделя.
Установить вершину головки резца 2 от торца заготовки 1 на расстоянии, равном длине первой ступени, и выточить круговую риску 3 (рис. 5.4). Обточить цилиндрическую поверхность первой ступени (рис. 5.5).
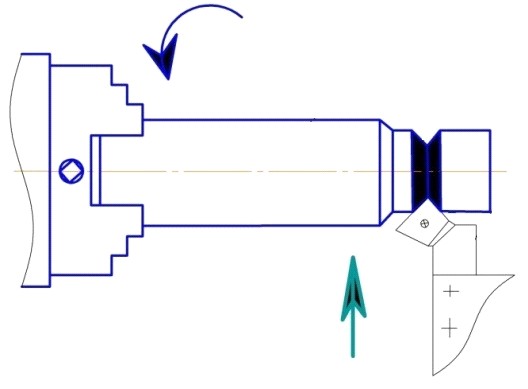
Рис. 5.4 Вытачивание круговой риски на заготовке

Рис. 5.5. Обтачивание цилиндрической поверхности первой ступени
Выключить станок и электродвигатель. Открепить и снять заготовку и резец. Для удобства снятия заготовки и резца переместить суппорт влево на середину направляющих станины.
Если перепад диаметров ступеней небольшой (до 5–8 мм), обтачивание заготовки производят, начиная с первой ступени.
2. Обтачивание наружных цилиндрических поверхностей с поджатием заготовки задним центром
Установить и закрепить заготовку в патроне и поджать ее задним центром. Этот способ применяют в тех случаях, когда вылет заготовки из кулачков патрона превышает в 3–4 раза ее диаметр. Зацентрованную заготовку 1 (рис. 5.6, а) зажать одним концом в патроне, другим концом установить в задний центр и предварительно обточить у заднего центра на длину 20–30 мм. Переставить заготовку обточным концом в патрон, другим на задний центр (рис. 5.6, б).
Для предотвращения осевого перемещения заготовки при снятии стружки большого поперечного сечения применять передний центр 2, специальный упор или использовать уступы расточенных кулачков (рис. 5.6, в).

Рис. 5.6. Обтачивание наружных цилиндрических поверхностей с поджатием заготовки задним центром
Возможные дефекты обработанных наружныхцилиндрических поверхностей
3.1. Часть поверхности заготовки не обработана. Причины: занижен припуск на механическую обработку; заготовка, закрепленная в патроне, имеет большое биение; центровые отверстия заготовки зацентрированы неконцентрично, т. е. не имеют общего геометрического центра.
3.2. Не выдержан размер диаметра в пределах допуска. Причины: неправильно установлен резец на требуемую глубину резания; не исправен измерительный инструмент; резец для обработки установлен выше уровня оси центров.
3.3. Конусность обработанной поверхности. Причины: поперечное смещение задней бабки при обработке в центрах; люфт в поперечных салазках суппорта; смещение (отжим) резца в резцедержателе.
3.4. Овальность обработанной поверхности. Причины: биение шпинделя из-за износа его шеек или выработки подшипников, биение переднего центра вследствие загрязнения конического отверстия шпинделя.
3.5. Бочкообразность обработанной поверхности. Причины: прогиб заготовки вследствие отжимающего усилия резца; износ направляющих станины в средней части, в результате чего резец опускается ниже уровня оси центров.
3.6. Шероховатость обработанной поверхности не соответствует шероховатости, заданной чертежом. Причины: некачественная заточка резца, затупление резца; большой вылет резца из резцедержателя; неправильно выбран режим резания (число оборотов шпинделя и подача).
