

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Задание 3:
Сборка, программирование и пуско-наладка производственной линии, состоящей из станции перемещения материалов и станции сортировки
Максимальное количество баллов за Задание 3 (из общего числа) 38/100
Максимальное время 360 мин
Все иллюстрации, чертежи и схемы предоставлены на CD-ROM и USB
- Сценарий
Вы ответственный за доставку автоматизированной производственной линии, приобретённой крупным заказчиком. Станция будет обеспечивать частичную автоматизацию технологических процессов на предприятии заказчика.

- Задание
Выполните сборку механической части, пневматических и электрических подключений согласно схемам и чертежам.
Задание считается завершённым когда:
Станция полностью собрана, пневматические и электрические подключения выполнены верно. Проверка осуществляется при помощи пульта simubox. Программа ПЛК выполняется без ошибок и сбоев. Проверка осуществляется согласно описанию алгоритма работы станции. Система удовлетворяет всем требованиям, описанным в документе «Профессиональная практика».Станция будет отправлена заказчику сразу же, как только Вы завершите работу. Возможности внести изменения позже не будет.
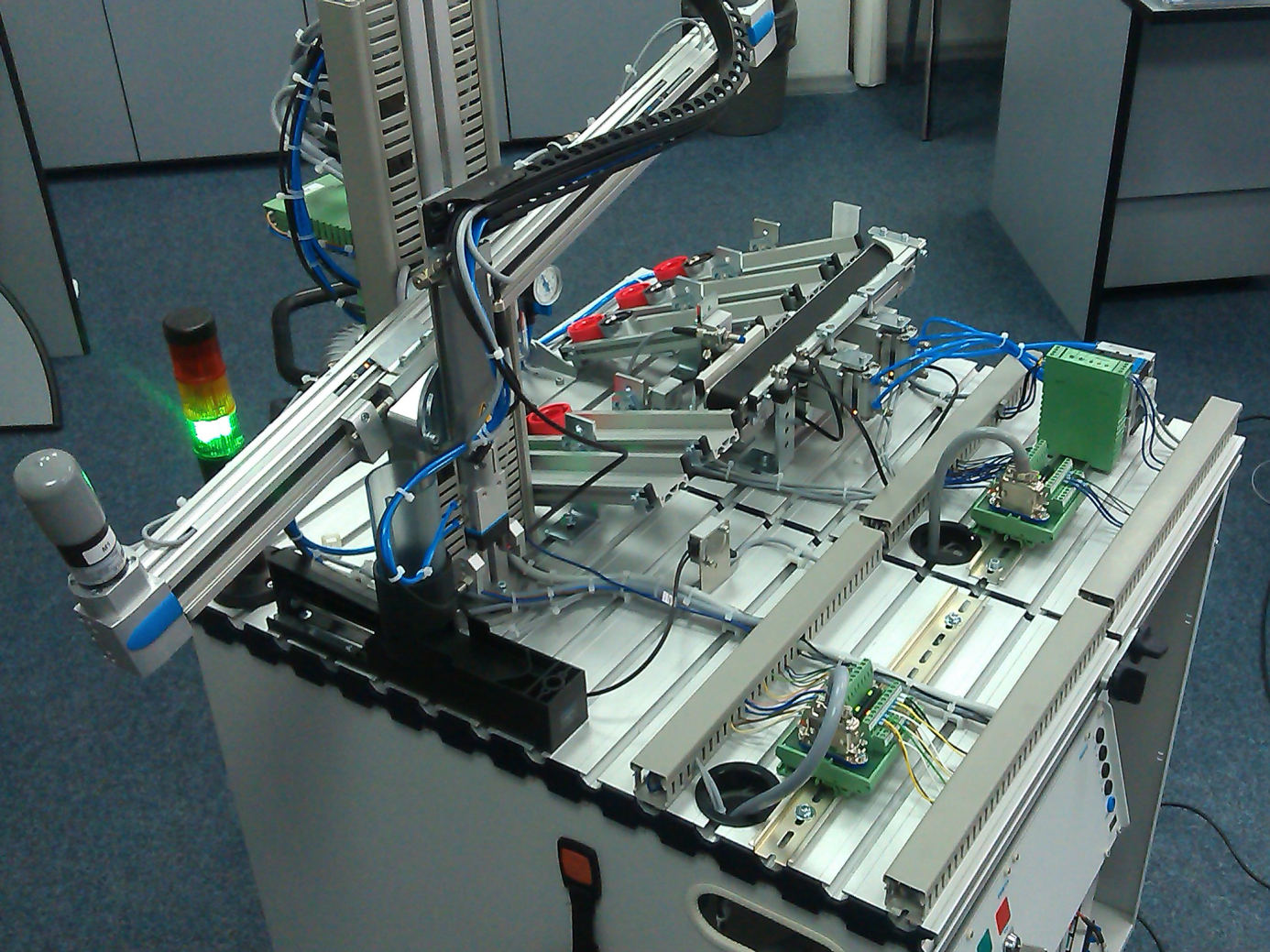
Внешний вид производственной линии:
- Исходное состояние линии:
HS:
- Механизм подачи заготовок из магазина втянут (пневмоцилиндр выдвинут) Модуль захвата в позиции над магазином Захват открыт Захват поднят
SO:
- Конвейер выключен Направляющие скатов 1 и 2 убраны
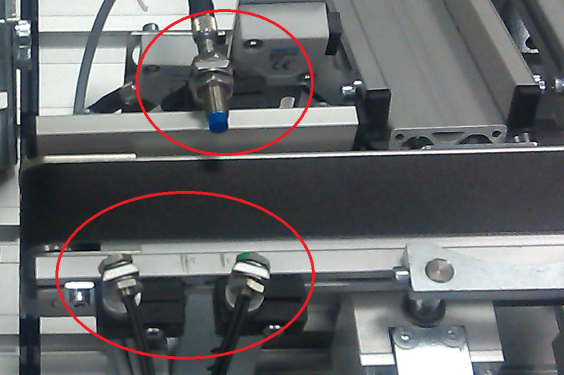
- Станция сортировки:
На станции отсутствует стопорный ПЦ и установлены оптические датчики. Датчик в начале конвейерной ленты – PART_AV наличие заготовки. Второй оптический датчик распознает заготовку в момент, когда она находится напротив индуктивного датчика.
В таблице показан желаемый результат сортировки заготовок:
Скат №1 (HS) | Скат №2 (HS) | Скат №1 (SO) | Скат №2 (SO) | Скат №3 (SO) |
|
|
|
|
|





Конвейер станции сортировки оборудован контроллером ДПТ, позволяющим реализовать реверс двигателя. Схема контроллера:

Внешний вид контроллера ДПТ:

A1 : перемещение вправо / A2 : перемещение влево
1, 2 : электродвигатель
VCC: 24 V / GND: 0V
A3 сброс ошибки; I-OUT перегрузка по току
Оценочный лист Задание 3:
Сборка, программирование и пуско-наладка производственной линии, состоящей из станции перемещения материалов и станции сортировки
Команда: Время:
Проверяющие эксперты (имя, подпись):
Максимальное время: 360 min. / Максимальное количество баллов: 38
Описание | Оценка | ||
Проверка правильности электрических и пневматических подключений при помощи пульта simubox |
| Выполнено | Макс. кол-во баллов |
Подготовка: Подсоедините simubox к клеммнику входов/выходов (SO) (выходы 0 – 7: сигнал 1 или 0); (входы 0 – 7: сигнал 1 или 0) | |||
Клеммник вх./вых. Входные сигналы (IN) | Комментарий Высокий уровень сигнала показывает | ||
DI 0 | Направляющая ската 1(SO) убрана | 0,5 | |
DI 1 | Направляющая ската 1(SO) выдвинута | 0,5 | |
DI 2 | Направляющая ската 2(SO) убрана | 0,5 | |
DI 3 | Направляющая ската 2(SO) выдвинута | 0,5 | |
DI 4 | Наличие заготовки в начале конвейера | 0,5 | |
DI 5 | Обнаружение красной заготовки | 0,5 | |
DI 6 | Обнаружение черной и серебряной заготовки | 0,5 | |
DI 7 | Скат x(SO) заполнен | 0,5 | |
Клеммник вх./вых. Выходные сигналы (OUT) | Комментарий Высокий уровень сигнала устанавливает | ||
DO 0 | DO0 Конвейер движется вправо | 0,5 | |
DO 1 | DO1 Конвейер движется влево | 0,5 | |
DO 2 | DO2 Выдвинуть направляющую ската 1(SO) | 0,5 | |
DO 3 | DO3 Выдвинуть направляющую ската 2(SO) | 0,5 | |
DO 4 - 7 | Не используется | - | - |
Проверка при помощи пульта simubox, сумма баллов | 6 |

Описание / Проверка работоспособности программы управления, загруженной в ПЛК | Оценка | |
| Режимы работы и сигналы Проверка общей работоспособности Основной алгоритм работы
| Выполнено | Макс. кол-во баллов |
Подготовка: Подключите контроллеры к терминалам входов/выходов и панели управления MPS, поверните ключ в режим AUTO, запустите ПЛК, компьютер не должен быть подключен к ПЛК, подайте сжатый воздух в систему. Приводы линии находятся в произвольном положении, в начале конвейера находится заготовка (будет объявлено). Вам будет предоставлено время для подготовки и выполнения данных действий перед проверкой! | ||
| Режимы работы и сигналы | - | - |
Горят лампа Reset, КРАСНАЯ и ЖЕЛТАЯ лампы светофора (1/3 баллов за каждый аспект) | 0,9 | |
Переключить ключ в позицию MAN (HS), гаснет КРАСНАЯ лампа светофора** | 0,1 | |
Нажать кнопку Reset (HS), тогда линия приводится в исходное состояние, включается конвейер, заготовка сбрасывается в скат 3(SO), конвейер выключается (1/4 баллов за каждый аспект) | 1,2 | |
При условии что линия пришла в исходное состояние, лампа Reset гаснет(1/2 баллов за каждый аспект) | 0,2 | |
Переключить ключ в позицию AUTO (HS), зажигается ЗЕЛЕНАЯ лампа светофора**, и лампа Start начинает мигать с частотой 2 Гц (1/2 баллов за каждый аспект) | 0,2 | |
**Во время работы горит только одна лампа светофора** | 0,2 | |
Режимы работы и сигналы, сумма баллов | 2,8 |

| Проверка общей работоспособности | - | - |
Участник выбирает любую заготовку и помещает её в магазин. Линия в исходном состоянии. (участники могут привести её в это состояние вручную) Внимание: Если станции остановятся в процессе обработки заготовки, то процедура оценки заканчивается (не допускается перемещение заготовоки механизмов вручную) | - | - |
При нажатии кнопки Start (HS) гаснет лампа Start, заготовка выдается из магазина, захватывается, перемещается к станции SO, опускается на конвейер (1/5 баллов за каждый аспект) | 2 | |
В момент когда заготовка помещена ленту конвейера | - | - |
Нажать кнопку Stop (HS) – загорятся лампы Q1, Q2 и ЖЕЛТАЯ лампа светофора** (1/3 баллов за каждый аспект) | 0,3 | |
Заготовка транспортируется к датчикам для определения цвета, возвращается к началу конвейера, переносится на скат 1 или 2 (HS), гаснут лампы Q1, Q2 и ЖЕЛТАЯ лампа светофора**, станция возвращается в исходное состояние (1/7 баллов за каждый аспект) | 2,1 | |
При условии что линия вернулась в исходное состояние, лампа Start начинает мигать с частотой 2 Гц | 0,2 | |
**Во время работы горит только одна лампа светофора** | 0,2 | |
Проверка общей работоспособности, сумма баллов | 4,8 |
| Основной алгоритм работы | - | - |
Поместить 5 заготовок в магазин (будет объявлено). Запуск линии из исходного состояния (участники могут привести её в это состояние вручную) Ключ в позиции AUTO (HS). Внимание: Если линия остановится в процессе обработки заготовки, то процедура оценки блока заканчивается (не допускается перемещение заготовок и механизмов вручную) | ||
Горит ЗЕЛЕНАЯ лампа светофора**, лампа Start мигает с частотой 2 Гц. (1/2 баллов за каждый аспект) | 0,2 | |
A: Нажать кнопку Start, тогда гаснет лампа Start | 0,2 | |
Заготовка выдается из магазина, ставится на конвейер (1/10 баллов за каждый аспект) (по 2 аспекта за каждую заготовку) | 3 | |
Если Заготовка серебряная и скат №1(SO) пуст: | - | - |
Зажигается лампа Q1, заготовка помещается в скат №1(SO) (1/2 баллов за каждый аспект) Если не последняя заготовка ==> B:, иначе ==> С: | 0,6 | |
Если Заготовка серебряная и на скате №1(SO) есть заготовка: | - | - |
Зажигаются лампы Q1 и Q2, заготовка помещается в скат №3(SO) (1/3 баллов за каждый аспект) Если не последняя заготовка ==> B:, иначе ==> С: | 0,9 | |
Если Заготовка черная и скат №2(SO) пуст: | - | - |
Зажигается лампа Q2, заготовка помещается в скат №2(SO) ) (1/2 баллов за каждый аспект) Если не последняя заготовка ==> B:, иначе ==> С: | 0,6 | |
Если Заготовка черная и на скате №2(SO) есть заготовка: | - | - |
Зажигаются лампы Q1 и Q2, заготовка помещается в скат №1(HS) ) (1/3 баллов за каждый аспект) Если не последняя заготовка ==> B:, иначе ==> С: | 1,2 | |
Если Заготовка красная: | - | - |
Зажигаются лампы Q1 и Q2, заготовка помещается в скат №2(HS) (1/3 баллов за каждый аспект) Если не последняя заготовка ==> B:, иначе ==> С: | 1,5 | |
B: После каждого цикла линия возвращается в исходное состояние (1/5 баллов за каждую заготовку) | 1 | |
При условии что линия вернулась в исходное состояние, гаснут лампы Q1 и Q2, лампа Start начинает мигать с частотой 1 Гц (комплексное условие) (1/5 баллов за каждую заготовку) | 0,5 | |
Продолжить с метки A: (1/5 баллов за каждую заготовку) | 0,5 | |
Если на конвейер ставится последняя заготовка из магазина | - | - |
С: Нажать кнопку Stop (HS), лампа Start и ЗЕЛЕНАЯ лампа светофора** начинают мигать с частотой 1 Hz, линия заканчивает обработку заготовку по алгоритму и возвращается в исходное состояние (1/4 баллов за каждый аспект) | 1,2 | |
Горит ЗЕЛЕНАЯ лампа светофора**, лампа Start мигает с частотой 2 Гц. (1/2 баллов за каждый аспект) | 0,2 | |
Не был использован дополнительный стопор на конвейер и работа алгоритма дошла до метки С | 1,6 | |
**Во время работы горит только одна лампа светофора** | 0,2 | |
Основной алгоритм работы, сумма баллов | 13,4 |
Проверка работоспособности программы управления, загруженной в ПЛК, сумма баллов | 21 |
На станции сортировки не установлена панель управления
Описание | Оценка | Макс. кол-во баллов | |
Профессиональная практика
| Проверка согласно образцам в документе Professional Practice | ||
Номер ошибки. | Описание ошибки | - | - |
* | 1,4 | ||
* | 1,4 | ||
* | 1,4 | ||
* | 1,4 | ||
* | 1,4 | ||
Профессиональная практика, сумма баллов | 7 |
* За каждую ошибку вычитается 1.4 балла
Описание | Оценка | Макс. кол-во баллов |
Оценка времени выполнения задания (только в случае если команда получила максимальное кол-во баллов за проверку при помощи пульта simubox, проверку программы ПЛК, не менее 4.2 балла за профессиональную практику) | - | - |
Баллы за время = (макс. время – время команды) x 4 /( макс. время – мин. время) | _____ | 4 |
Общее количество баллов за Задание 3:
Описание / баллы за | Оценка | Макс. кол-во баллов |
Проверка при помощи пульта simubox | _____ | 7 |
Проверка программы ПЛК: Режимы работы и сигналы | _____ | 2,8 |
Проверка программы ПЛК: Проверка общей работоспособности | _____ | 4,8 |
Проверка программы ПЛК: Основной алгоритм работы | _____ | 13,4 |
Профессиональная практика | _____ | 6 |
Оценка времени выполнения задания | _____ | 4 |
Общее количество баллов | _____ | 38 |
