
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
2.Конструирование заготовок-отливок из металлов и сплавов.
Задание: определить припуски и предельные отклонения размеров отливки заданной детали.
Исходные данные детали:
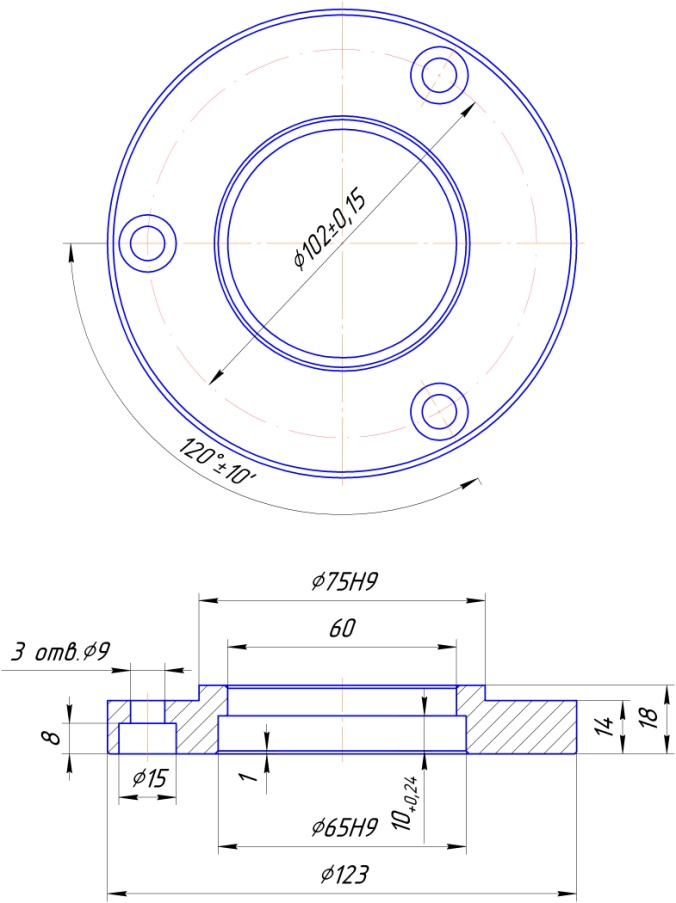
Фланец прижимной (рис. 3.1)
Материал – СЧ20 ГОСТ 1412-85
Масса детали – 0,89 кг
Годовая программа – 10000 шт.
Тип производства – среднесерийный.
|
Рис.3.1. Фланец прижимной. |
Решение.
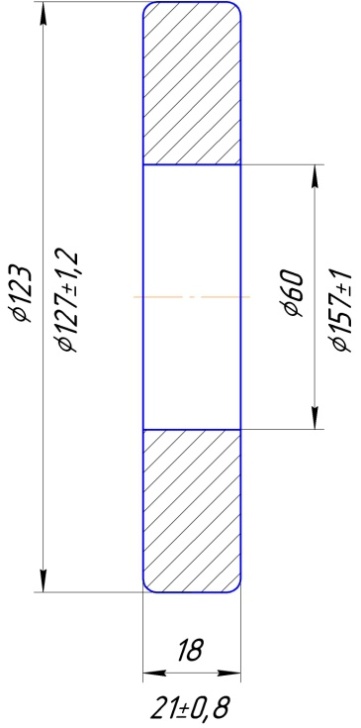
Исходя из конструктивного исполнения детали среднесерийного типа производства, принимаем метод получения отливки – литьем в песчаные формы. Считаем, что толщина в заготовке по размеру 18 должна быть без уступа по размеру 14. Расточка отверстия Ш65Н9 должна выполняться от диаметра 60 мм, т. е. должно проливаться одно центральное отверстие без выточки. В этом случае эскиз фланца дл расчета припусков будет такой, как показан на рис. 3.2.
Назначение припусков и допусков заготовки, получаемые литьем. Проводят по Гост 26645-85 «Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку».
Необходимо установить, исходя из принятого способа литья, классы точности размеров и масс, степень коробления и ряд припусков на механическую обработку.
Класс точности размеров – по ГОСТ 26445-85 (табл.1) для деталей из чугуна с наибольшим габаритным размером до 630 мм (в нашем случае диаметр 123 мм). При литье в песчаные формы класс точности может быть в предела 7-13т. Меньшее значение соответствует простым отливкам. Поэтому принимаем 7 класс точности размеров отливки. Класс точности масс – для условий серийного механизированного производства назначаем 7 класс точности масс (по табл.1). Класс точности масс рекомендуется принимать соответствующим классу точности размеров отливки. |
Рис 3.2. Конструктивное исполнение отливки для расчета припусков (нижние размеры с учетом припуска). |
Степень коробления отливки определяется по соотношению наименьшего габаритного размера отливки к наибольшему, т. е.
![]()
![]()
В нашем случае:
![]()
![]()
По табл.5 для ![]()
![]() находим, что степень коробления отливки находится в пределах 2-8 (меньшее значение для отливок из цветных металлов, большее – для отливок из черных металлов). Принимаем степень коробления 5.
находим, что степень коробления отливки находится в пределах 2-8 (меньшее значение для отливок из цветных металлов, большее – для отливок из черных металлов). Принимаем степень коробления 5.
В технических требованиях чертежа отливки или детали должны быть указаны: класс точности размеров, класс точности масс, степень коробления и ряд припусков на механическую обработку.
Таким образом, точность отливки 7-7-5-2 ГОСТ 26645-85.
Допуски линейных размеров назначаем по табл.2, исходя из 7 класса точности размеров, т. е.:
- на диаметр 123 допуск составит 1,2 мм;
- на диаметр 60 допуск составит 1 мм;
- на толщину 18 допуск составит 0,8 мм.
Допускается устанавливать симметричные и несимметричные предельные отклонения размеров, при этом предпочтительно следующее расположение полей допусков:
- несимметричное односторонне «в тело» - для размеров элементов отливки (кроме толщин стенок), расположенных в одной части формы и не подвергаемых механической обработке, при этом для охватывающих элементов (отверстие) поле допуска располагают «в плюс», а для охватываемых (вал) –«в минус»;
- симметричное – для размеров всех остальных элементов отливок, не подвергаемых и подвергаемых механической обработке.
Допуск массы отливки по табл.3 для 7 класса точности массы – верхнее предельное отклонение массы - 6% Припуски на механическую обработку (на сторону) назначаем по табл.4 для 2-го ряда:- на диаметр 123 допуск составит 2 мм;
- на диаметр 60 допуск составит 1,4 мм;
- на толщину 183 допуск составит 1,3 мм.
Окончательные размеры оливки:На диаметр 123 мм
Ш123+(2*2)=Ш127±1,2;
На диаметр 60 мм
Ш60-(1,4*2)=Ш57,2±1, с учетом округления Ш57±1;
На толщину 18
18+(1,3*2)=20,6±0,8.
Масса отливки (расчетная) составит 1,15 кг. Коэффициент использования материала рассчитывается по формуле:Ки. м.=mд/ m0, где mд – масса детали, кг; m0 – масса заготовки, кг.
В нашем случае Ки. м=0,89/1,15=0,77
Рекомендуемый коэффициент использования материала для отливок составляет 0,75-08. Следовательно, припуски на заданную деталь определены верно.
Исходные данные по вариантам заданий приведены в табл.3.1.
Вариант | Размеры конструктивных элементов детали, мм | |||||
D | D1 | d | d1 | H | h | |
1 | 125 | 75 | - | 60 | 20 | - |
2 | 125 | 75 | 65 | 60 | 23 | 18 |
3 | 130 | 80 | - | 65 | 25 | - |
4 | 130 | 80 | 70 | 65 | 28 | 23 |
5 | 135 | 85 | - | 70 | 30 | - |
6 | 135 | 85 | 75 | 70 | 32 | 28 |
7 | 140 | 90 | - | 75 | 35 | - |
8 | 140 | 90 | 80 | 75 | 38 | 34 |
9 | 145 | 95 | - | 80 | 40 | - |
10 | 145 | 95 | 85 | 80 | 42 | 40 |
Литература: , , «Припуски и точность заготовок в машиностроении». Москва, РУДН, 2007г.
