
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
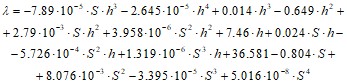
Двухфакторная зависимость л от подачи S и глубины измерения шероховатости h для стали 30ХГСА в состоянии поставки (20):
 (20)
(20)
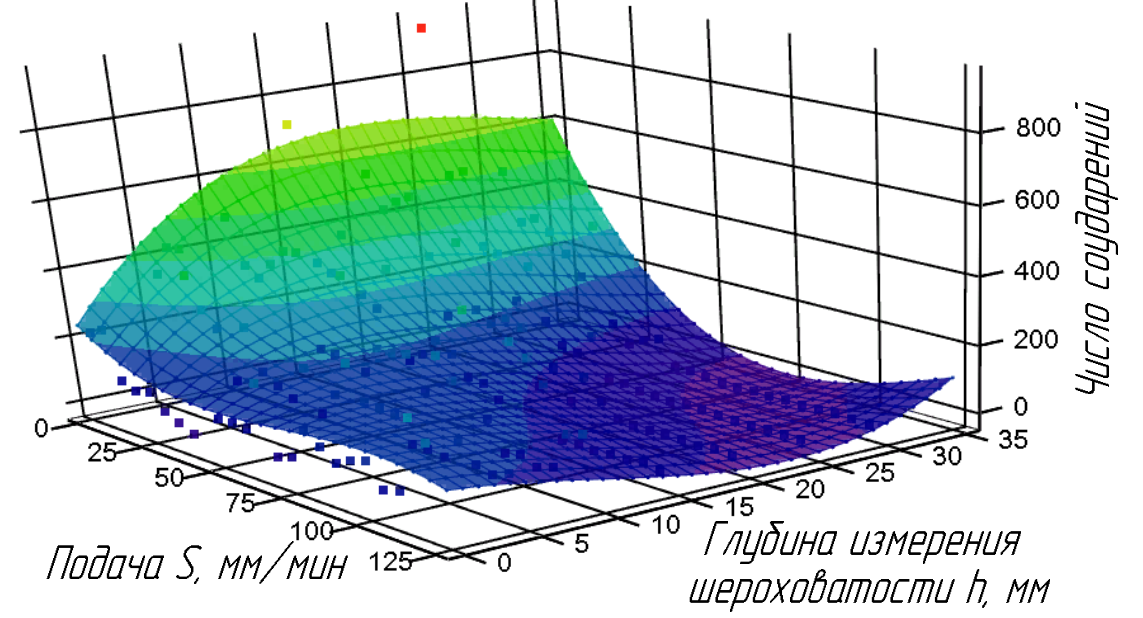
Рис. 9 Формирование л при изменении подачи и изменении глубины измерения шероховатости для материала 30ХГСА твердостью 20HRC
Двухфакторная зависимость л от расхода абразива Q и глубины измерения шероховатости h для стали 30ХГСА в состоянии поставки (21):
 (21)
(21)
Двухфакторная зависимость л от подачи S и глубины измерения шероховатости h для стали 30ХГСА в закаленном состоянии (20):
 (22)
(22)
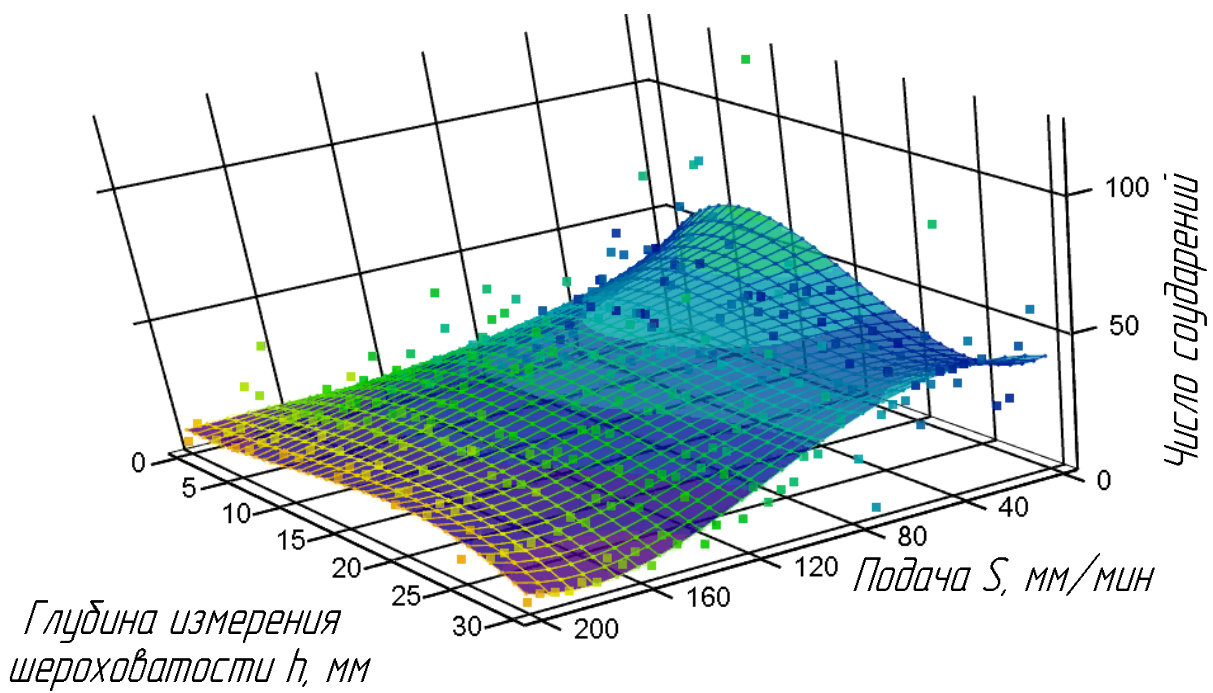
Рис. 10 Формирование л при изменении подачи и изменении глубины измерения шероховатости для материалаД16Т
Двухфакторная зависимость л от подачи S и глубины измерения шероховатости h для алюминиевого сплава Д16Т (23):
 (23)
(23)
Полученные зависимости позволяют количественно оценить характер взаимодействия абразивных частиц при воздействии на различный материал заготовки при изменении режимов обработки и подтверждают вышеупомянутые положения о характере формирования шероховатости поверхности реза.
Приведены расчетные данные по определению шероховатости поверхности реза согласно теоретической модели (рис. 11-12).
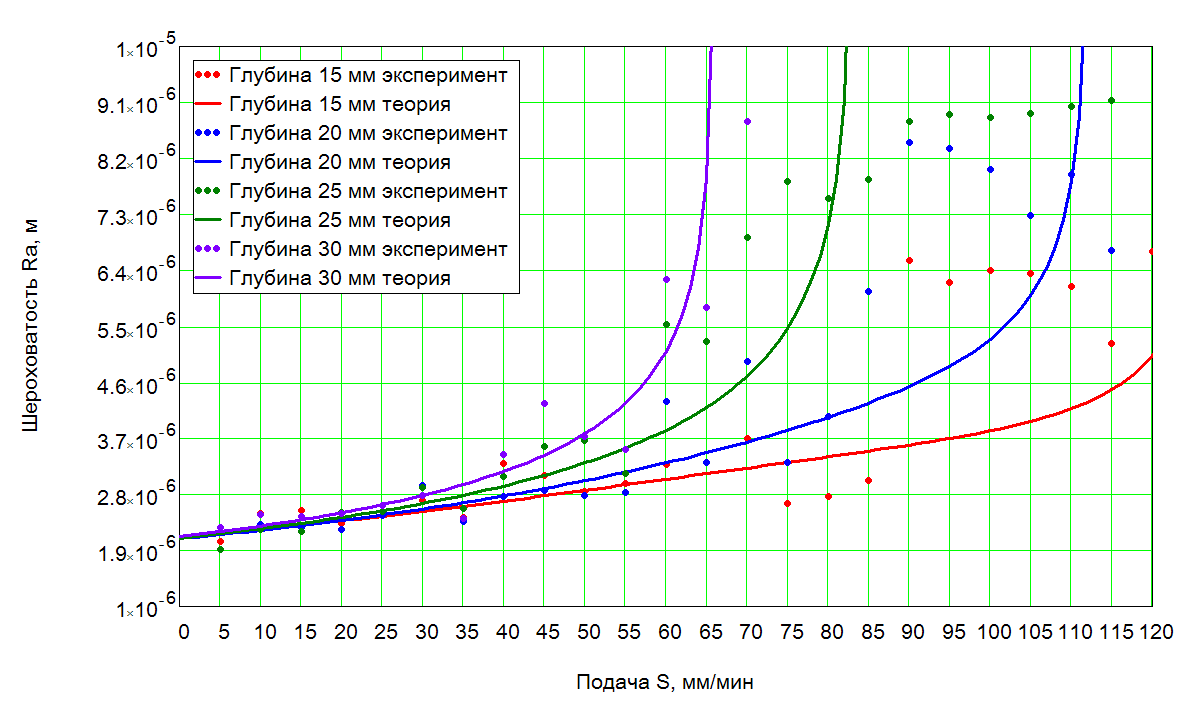
Рис. 11 Шероховатость поверхности реза материала сталь 30ХГСА

Рис. 12 Шероховатость поверхности реза материала закаленная сталь 30ХГСА при изменении подачи сопла.
Полученные теоретические зависимости адекватно описывают процесс формирования шероховатости поверхности. Появляется возможность определить шероховатость поверхности реза на различной глубине, определить при каких режимах резания отсутствует зона волнистого реза, а при ее появлении определить ее ширину. На графиках (рис.11-12) точками изображены экспериментальные значения, а линии теоретические зависимости. Разница в расхождении теоретических и экспериментальных зависимостей не превышает 15%.
В пятой главе содержатся сведения о практическом применении результатов исследований.
На основании результатов теоретических и экспериментальны исследований разработана методика проектирования и оптимизации технологических процессов гидроабразивной резки, при учете заданной шероховатости поверхности реза и получении минимальной себестоимости реза (рис. 13). Расчет производится по математическим зависимостям, представленным ранее.
Задавая начальные параметры обработки (Pдин, R, сч, h, L, S, Q) рассчитываем число полезных соударений л. Затем рассчитываем значение шероховатости Ra по формуле (13). Затем производим отсеивание вариантов техпроцессов, при которых не выполняется условие Ra≤Raзад. Далее производим расчет себестоимости реза, и выбираем ту комбинацию параметров обработки, при которых себестоимость реза будет минимальной. Расчет себестоимости реза производим по формуле:
![]() (1)
(1)
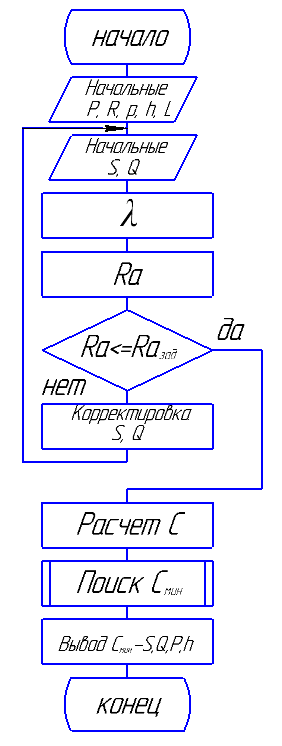
Рис. 13. Блок-схема алгоритма оптимизации процесса гидроабразивной резки
Приведен пример оптимизации технологического процесса гидроабразивной резки детали «Скоба», результатом которого являются следующие данные:
Таблица 1. Сравнение режимов гидроабразивной резки детали «Скоба» до и после оптимизации процесса:
Исходные данные | Результаты расчета | |
Обработка до оптимизации согласно серийной технологии | Материал – сталь 30ХГСА, уs - 490 МПА, Требуемая шероховатость Rа – 6,3 мкм; Диаметр частиц D – 0,08 мм; Давление струи Р – 405,3 МПа; Расход абразива Q=395 г/мин, длина реза L= 1717мм, глубина измерения h = 30мм | Шероховатость: Ra – 2,6 мкм; Подача S – 25 мм/мин, Время реза Треза – 0,907ч Стоимость реза Среза - 2126руб |
Обработка по режимам, предложенным после оптимизации ТП | Материал – сталь 30ХГСА, уs - 490 МПА, Требуемая шероховатость Rа – 6,3 мкм; Диаметр частиц D – 0,08 мм; Давление струи Р – 405,3 МПа; Расход абразива Q=395 г/мин, длина реза L= 1717мм, глубина измерения h = 30мм | Шероховатость: Ra – 6,126 мкм; Подача S – 63 мм/мин, Время реза Треза – 0,36ч Стоимость реза Среза – 843,51руб |
После проведения оптимизации параметров гидроабразивной резки можно сделать следующий вывод: получено значительное снижение трудоемкости изготавливаемой детали Треза, а именно в 2,5раза. Себестоимость обработки детали «Скоба» составляет Среза =843,51руб, что позволяет экономить предприятию 1286руб при изготовлении каждой детали.
Применение методики оптимизации технологических процессов гидроабразивной резки прошло промышленные испытания в ц.35 Механического завода РВПК ПАО «Роствертол», что подтверждается наличием акта промышленных испытаний.
Основные выводы и рекомендации.
Произведено повышение эффективности процесса гидроабразивной резки за счет оптимизации режимов обработки на основе разработки адекватной теоретической модели формирования шероховатости реза. Разработанные технологические рекомендации позволили улучшить шероховатость обработанной поверхности, уменьшить высоту зоны волнистого реза. Результаты исследований позволили получить зависимость изменения шероховатости реза от режимов резания, толщины и вида материала, отличающиеся возможностью определения величины зоны гладкого и волнистого реза. На основе данных экспериментов получены уравнения, описывающие формирование числа полезных соударений в единицу времени л, которые используются для расчета теоретических значений шероховатости. При сравнении результатов теоретических и экспериментальных исследований шероховатости обработанной поверхности разница между теоретическими и экспериментальными значениями не превышает 15%. Разработано методическое обеспечение оптимизации технологических параметров процесса резки с учетом достижения заданной шероховатости и обеспечения минимальной себестоимости реза, отличающееся учетом основных технологических параметров (Pдин, S, h, Q и т д) и изменения величины шероховатости поверхности по глубине сечения реза. Разработан алгоритм расчета оптимальных параметров технологических процессов гидроабразивной резки листовых материалов с целью увеличения производительности обработки. Разработанная методика оптимизация технологических процессов гидроабразивной резки позволила минимизировать затраты в 2,5 раза при достижении требуемой шероховатости поверхности реза, что подтверждено результатами промышленных испытаний.ОСНОВНЫЕ ПОЛОЖЕНИЯ ДИССЕРТАЦИИ ОПУБЛИКОВАНЫ В СЛЕДУЮЩИХ РАБОТАХ
Публикации в журналах из перечня ВАК РФ
Публикации в других изданиях:
Возможности уменьшения брака при гидроабразивной резке фасонных деталей / // Юбилейная конференция студентов и молодых ученых, посвященная 85-летию ДГТУ: сб. докл. науч.-техн. конф. (Ростов-на Дону, 12-13 мая 2015 г.). – Ростов н/Д: ДГТУ, 2015. – с.68-77. Совершенствование технологии гидроабразивной резки толстолистовых авиационных материалов/ // VI Всероссийская науч.-техн. конф. молодых специалистов, посвященная 90-й годовщине образования : сб. мат. – Уфа, УМПО, 2015. – с. 62-63. Возможности повышения эффективности гидроабразивной резки толстолистовых авиационных материалов / // Аэрокосмическая техника, высокие технологии и инновации – 2015: сб. тр. XVI Всеросс. науч.-техн. конф. 17-18 ноября. – Пермь, 2015. – С. 60-63. Возможности уменьшения брака при гидроабразивной резке фасонных деталей / , // Высокие технологии в машиностроении– 2016: сб. тр. Всеросс. науч.-техн. конф. 25-28 октября. – Самара, 2016. – С. 30-32 Повышение эффективности гидроабразивной резки толстолистовых авиационных материалов / // Молодежь и будущее авиации и космонавтики– 2016: сб. тр. XVIII Всеросс. молодеж. конкурса науч.-техн. работ и проектов 14-18 ноября. – Москва МАИ, 2016. – С. 352-353. Исследование качества поверхности реза деталей из авиационных материалов при гидроабразивной резке / , , // Современные тенденции в технологиях металлообработки и конструкциях металлообрабатывающих машин и комплектующих изделий: сб. тр. Всеросс. науч.-техн. конф. 23-24 марта. – Уфа УГАТУ, 2017. – С. 77-83 Исследование качества поверхности реза при гидроабразивной резке / , , // Технологии, инновации, предпринимательство: сб. тр. Междунар. науч.-практ. конф. НОО «Профессиональная наука» 31 мая. – Санкт-Петербург, 2017. – С. 58-68 Формирование профиля шероховатости поверхности реза при гидроабразивной резке / , , А. И. Гордиенко // Приоритетные направления развития науки, технологий, техники: сб. тр. Междунар. науч.-практ. форума НОО «Профессиональная наука» 31 мая. – Новосибирск 10 июня, 2017. – С. 120-130 Исследование качества поверхности реза при гидроабразивной резке авиационных материалов / , // Будущее авиации и космонавтики за молодой Россией– 2017: сб. тр. Всеросс. молодеж. форума 19 июля. – Рыбинск РГАТУ, 2017. – С. 98-10.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
