

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Полтавскаягосударственнаяаграрная академия | УДК 621.9ВЛИЯНИЕ МЕТОДА УПРОЧНЕНИЯ НА НАПРЯЖЕННОЕ СОСТОЯНИЕ ОБРАБАТЫВАЕМОЙ ПОВЕРХНОСТИ Розглянуті питання напружень та зусиль, що утворюються під час вібраційного зміцнення дисків сошників. Considered questions of origin of tensions and efforts at the oscillation work-hardening of disks of soshnikov. |
Обработку элементарного участка рабочей поверхности диска сошника можно рассматривать как его осадку высотой h и шириной b по окружности (рис. 1).
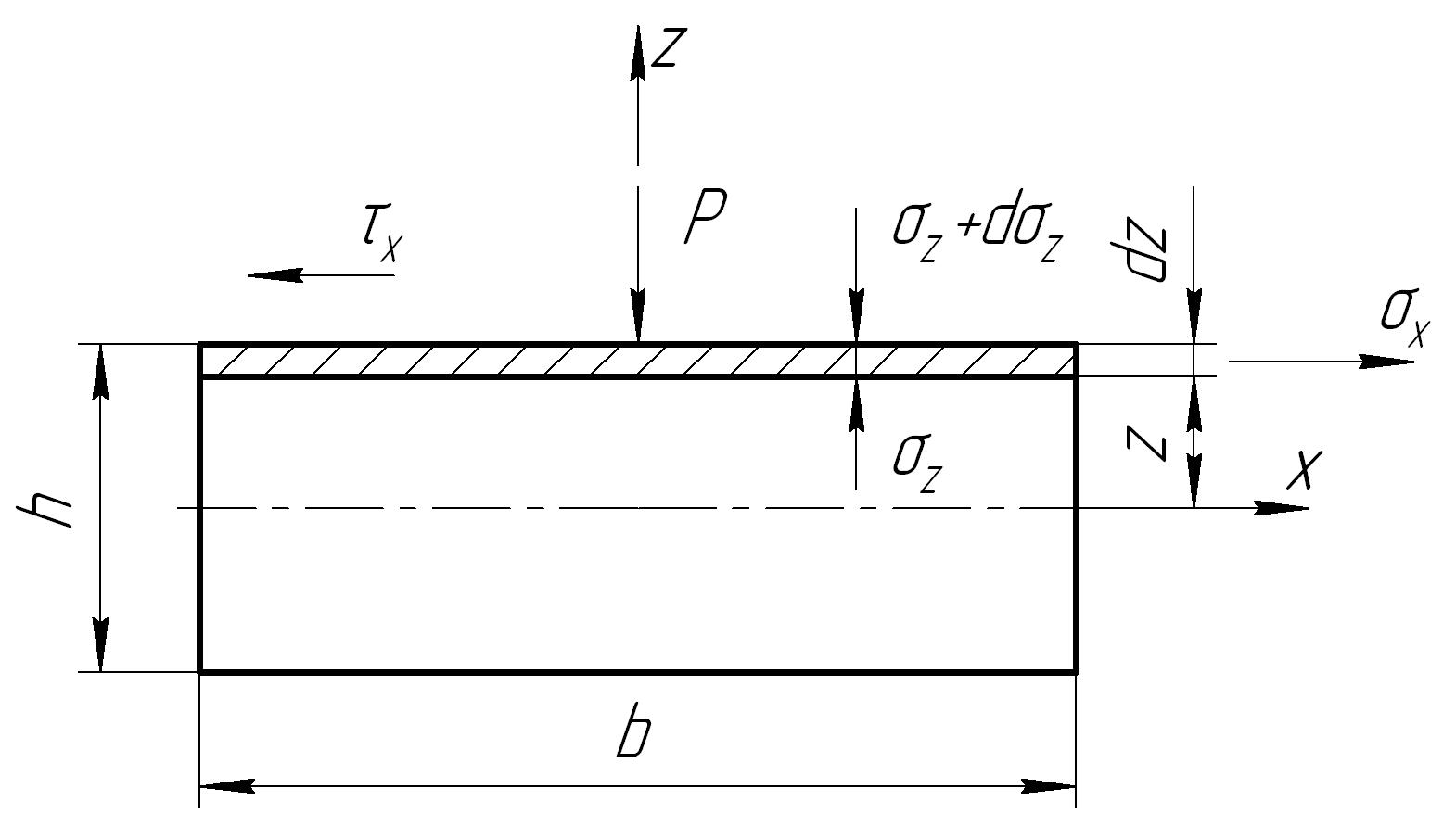
Рис. 1. Схема действующих напряжений при обработке
На выделенный в деформируемом теле бесконечно малый объем действуют нормальные напряжения уz, уx и касательное фxz. Касательное напряжение фxz изменяется по ширине и высоте и на поверхности контакта будет равно фк, вызванному трением обрабатываемой поверхности об обрабатывающий инструмент, и может быть определено на основании закона Кулона-Адмонтона:
![]() . (1)
. (1)
Для плоского деформированного состояния уравнение пластичности в этом случае имеет вид:
 , (2)
, (2)
где фmax – максимальное касательное напряжение, равное:
![]() . (3)
. (3)
При равенстве фк = фmax, уравнение (2) имеет вид:
 (4)
(4)
В этом случае уравнение пластичности можно записать:
![]() . (5)
. (5)
Решая совместно выражения (1) и (5), получаем:
![]() . (6)
. (6)
После интегрирования находим:
![]() . (7)
. (7)
Постоянная интегрирования С находится из граничного условия, что x = b, а уz = - уs:
![]() . (8)
. (8)
Поскольку в данном случае уs является положительным, то сжимающее напряжение в любой точке контакта уz будет отрицательным, т. е.:
![]() . (9)
. (9)
Полное давление на единицу длины обрабатываемого участка диска сошника равно может быть определено суммированием нормальных напряжений по всей поверхности контакта:
 .(10)
.(10)
После разделения полного усилия на площадь контакта получаем удельное давление:
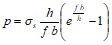 . (11)
. (11)
На основании полученных теоретических зависимостей можно сделать вывод, что величины нормального напряжения, полного и удельного давления зависят от обрабатываемого материала, степени деформации, определяемых величиной предела текучести уs и параметром ![]() напряженного состояния. При увеличении данного параметра повышается удельное давление.
напряженного состояния. При увеличении данного параметра повышается удельное давление.
Значения удельного давления в зависимости от обрабатываемого материала и вида обработки представлены в таблице 1.
Таблица 1
Значение удельного давления
Обрабатываемый материал | Удельное давление, МН/м2 | |
Вибрационное деформирование, А>0,5 мм | Обычное деформирование | |
Сталь 65 | 3,17 | 7,95 |
Сталь Л-53 | 2,72 | 6,82 |
Сталь 45 | 2,26 | 5,65 |
Проведенными исследованиями установлено, что при вибрационном упрочнении по сравнению с обычной обработкой поверхности требуется в 2,51 раза меньше усилие для получения одинакового значения деформации.
При обработке образца с деформирующим усилием Р происходит уменьшение его высоты на величину dh. В этом случае элементарная работа деформирования составит:
![]() . (12)
. (12)
Тогда абсолютное значение полной работы деформирования при уменьшении первоначальной высоты h0 до полученной h можно записать:
 . (13)
. (13)
Деформирующее усилие будет равно:
![]() , (14)
, (14)
где р – удельное усилие деформирования; F – переменная площадь контакта.
Следовательно:
 . (15)
. (15)
Данное выражение представляет собой наиболее общее выражение работы деформирования в процессе обработки материала давлением.
Выразив площадь контакта F через объем V осаживаемого образца, можно записать:
 . (16)
. (16)
Учитывая теорему о среднем значении [1], можно записать:
 , (17)
, (17)
где ![]() – среднее значение удельного усилия в промежутке h0 – h.
– среднее значение удельного усилия в промежутке h0 – h.
Интегрируя выражение (17), получим:
![]() . (18)
. (18)
Поскольку обрабатываемый образец имеет прямоугольное сечение, то можно записать:
![]() , (19)
, (19)
где уs – предел текучести материала образца; м – коэффициент Пуассона.
Полученная зависимость, выражающая удельное усилие деформирования, позволяет определить требуемую деформирующую силу, что дает возможность решать вопросы выбора технологического оборудования.
Литература
Теория подобия и моделирования процессов обработки давлением / . – М.: Металлургия, 1970. – 295 с.
