

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Ультразвуковой, динамический и комбинированный твердомеры предназначены для неразрушающего контроля твёрдости изделий в цеховых, лабораторных и полевых условиях. Твердомеры достоверно измеряют твердость металлов и сплавов по шкалам твердости:
- основным: Роквелла (HRC), Бринелля (HB), Виккерса (HV) и Шора (HSD); дополнительным: Роквелла (HRB), Супер-Роквелла (HRN и HRT), Лейба (HL) и другим.
Позволяют измерять твердость металлов существенно отличающихся по свойствам от стали (алюминиевых, медных сплавов и т. д.) и определять предел прочности на растяжение изделий из углеродистых сталей перлитного класса.
Твердомеры зарегистрированы в государственных реестрах утвержденных типов средств измерений России, Украины, Белоруссии и Казахстана, а также в отраслевых реестрах ОАО "РЖД" и Госкорпорации "Росатом".
Центр "МЕТ" имеет лицензию на производство твердомеров.
КЛЮЧЕВЫЕ КАЧЕСТВА
Точность измерений обеспечивается передачей значений твёрдости от Государственных Эталонов Твердости РФ непосредственно портативному твердомеру, минуя промежуточные звенья государственной поверочной схемы.
Прямое измерение по основным шкалам твёрдости (Роквелла, Бринелля, Виккерса и Шора) достигается за счет калибровки только с помощью эталонных мер твердости без использования переводных таблиц, которые "зашиты" в программы других твердомеров, увеличивающих погрешность измерения.
Возможность самостоятельно откалибровать твердомер (в течение нескольких минут), что позволяет восстановить точность показаний твердомера при возможном износе механических частей датчика (пружина, боёк) в процессе интенсивной эксплуатации.
Удобство передачи и обработки данных на компьютере достигается за счет подключения твердомера к современному высокоскоростному порту USB и использования эксклюзивного програмного обеспечения.
Высокая степень защиты алюминиевого, герметичного, пыле-влагозащищенного, термостойкого корпуса электронного блока.
3 года гарантийного обслуживания и последующая техническая поддержка.
ПРЕИМУЩЕСТВА ПЕРЕД СТАЦИОНАРНЫМИ ТВЕРДОМЕРАМИ
Работа с поверхностным слоем металла: cтационарные твердомеры под действием больших нагрузок "продавливают" поверхностный слой, подвергнутый наплавлению, напылению, механической, термической и другим видам поверхностной обработки металла.
Крупногабаритные изделия и труднодоступные места в изделиях: для стационарных твердомеров подобный контроль твердости недоступен из-за технических и конструкционных ограничений.
Измерения на месте производства и эксплуатации изделий: портативность позволяет измерять твёрдость изделия непосредственно на месте производства и эксплуатации изделий в цеховых, лабораторных и полевых условиях.
8 шкал твердости: экспресс-анализ твёрдости изделия по 8-ми различным шкалам твёрдости (в отличии от 1-3 шкал в стационарных твердомерах).
Высокая производительность: время одного измерения портативным твердомером в 5-10 раз меньше времени измерения стационарным.
ВОПРОС 3. Вычертите упрощенный вариант диаграммы состояния сплавов железо – цементит» и укажите структурные составляющие во всех областях диаграммы. Для сплава, содержащего 0,6% углерода, постройте кривую охлаждения и опишите превращения, происходящие при охлаждении. Схематично покажите и опишите структуру данного сплава.
ОТВЕТ:
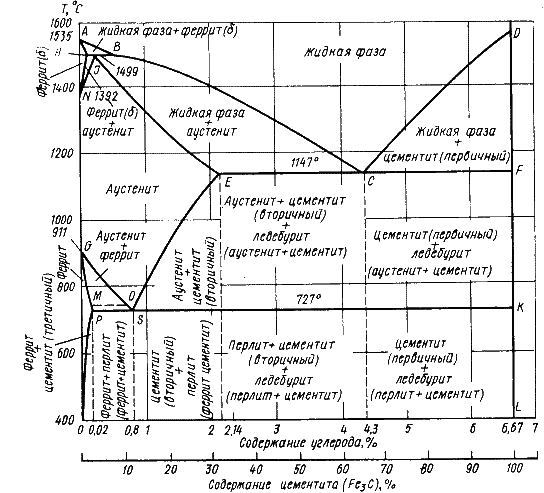
Структурные составляющие областей указаны на самой диаграмме: аустенит, аустенит + феррит характерны для доэвтектоидных сталей, отмечены жидкая фаза, двухфазное состояние вещества и твердая фаза. После точки с процентным содержанием углерода 2,14% сплав носит название чугун, который представлен структурами аустенит + цементит, при понижении температуры выделяется структура перлит.
1. Равновесное состояние железоуглеродистых сплавов в зависимости от содержания углерода и температуры описывает диаграмма состояния железо - углерод. На диаграмме состояния железоуглеродистых сплавов на оси ординат отложена температура, на оси абсцисс - содержание в сплавах углерода до 6,67%, то есть до такого количества, при котором образуется цементит Fе3С. По диаграмме состояния системы железо - углерод судят о структуре медленно охлажденных сплавов, а также о возможности изменения их микроструктуры в результате термической обработки, определяющей эксплуатационные свойства. На диаграмме состояния Fe - Fе3С приняты международные обозначения. Сплошными линиями показана диаграмма состояния железо - цементит (метастабильная, так как возможен распад цементита), а пунктирными - диаграмма состояния железо - графит {стабильная).
Рассматриваемую диаграмму правильнее считать не железоуглеродистой (Fe - С), а железоцементитной (Fe - Fе3С), так как свободного углерода в сплавах не содержится. Но так как содержание углерода пропорционально содержанию цементита, то практически удобнее все изменения структуры сплавов связывать с различным содержанием углерода.
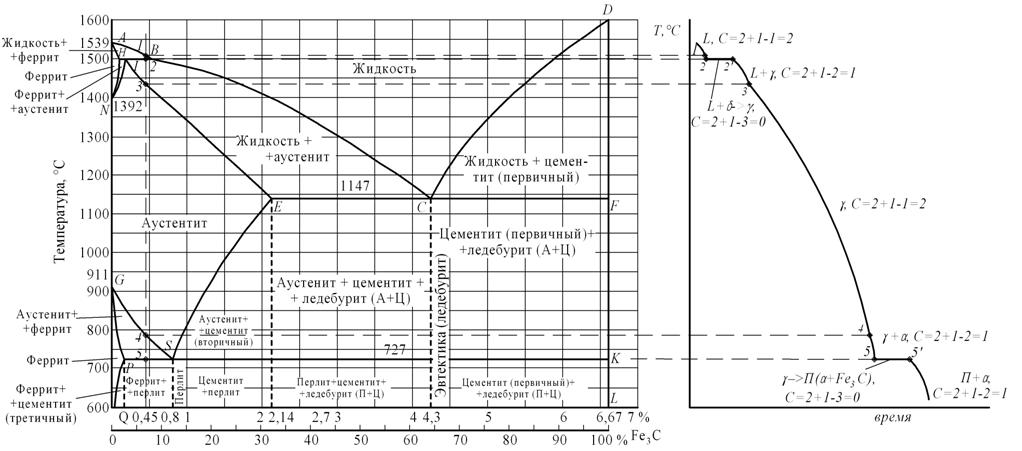
Вопрос: Построение кривой охлаждения:
Через точку, соответствующую 0,6 % углерода проводим перпендикуляр( к оси абсцисс)- красный цвет, точки пересечения перпендикуляра линий графика указывают на температуры при которых происходит фазовые переходы сплавов:
- При температуре 1480 0 Сиз жидкой фазы выделяются кристаллы аустенита, сплав состоит из жидкой фазы и кристаллов аустенита. При температуре 14000 С исчезает жидкая фаза появляются кристаллические зерна аустенит При температуре 7500 С появляются образования аустенит + феррит
3. При комнатной температуре этот сплав называется ДОЭВТЕКТОИДНЫЕ СТАЛЬ он состоит из равновесной структуры феррит + перлит( феррит + цементит )
4. Кривая охлаждения для сплава, содержащего 0,6 % углерода имеет вид точки А и В соответствуют температурам перехода из одного фазового состояния в другое.
участок 1-2 понижение температуры жидкого сплава, до 1480 градусов,
участок 2-2 понижение температуры двухфазной области до 1400 градусов,
участок 2-3 понижение твердого аустенита с выделением феррита до
температуры 750 градусов
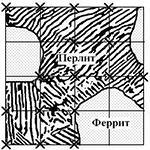
Под структурой понимают строение, форму, размеры и характер расположения соответствующих фаз. Фазы являются структурными составляющими, имеющими однородное (гомогенное) кристаллическое строение и агрегатное состояние, отделенные от других составных частей поверхностями (границами) раздела. Структура крупнозернистой доэвтектоидной стали имеет вид: весь углерод содержится в перлите – на чертеже представлены областями темного цвета, феррит представлен светлым фоном.
.Структура содержит твердые растворы: аустенит, феррит.

ВОПРОС 4: Для изделий, выполненных из стали 15, требуется получить поверхность с высокой твердостью и износостойкостью. Выберите метод химико-термической обработки, опишите его технологию и структуру металла после окончательной термической обработки.
ОТВЕТ: С целью повышения твердости поверхностного слоя и повышения износостойкости можно провести цементацию, азотирование или борирование.
Цементация - это насыщение поверхностного слоя стали углеродом, может быть в твердой среде и газообразной.
Сталь 15 при цементации получит повышенную твердость поверхностного слоя и износостойкость, при этом сердцевина останется вязкой и пластичной. Такая обработка проводится при 560-580 0 С, т. е. при температуре, которая немного ниже минимальной температуры существования g-фазы в системе Fe - N. Цементация в разных средах.
Ё Цементация в твердом карбюризаторе.
Ё Цементация в твердом карбюризаторе с нагревом током высокой частоты
(далее т. в. ч.).
Ё Цементация в пастах.
Ё Цементация в пастах с нагревом т. в. ч.
Ё Газовая цементация.
Ё Высокотемпературная газовая цементация стали в печах.
Ё Цементация с нагревом т. в. ч.
Ё Ионная цементация.
Ё Газовая цементация кислородно-ацетиленовым пламенем.
Ё Цементация в жидкой среде.
Ё Цементация в расплавленном чугуне.
Как видно из приведенного списка видов цементации, их существует довольно
много. Остановимся подробнее на газовой цементации, так как она используется
довольно часто.
Азотированием (азотизацией или нитрированием) стали называется процесс
поверхностного насыщения стали азотом.
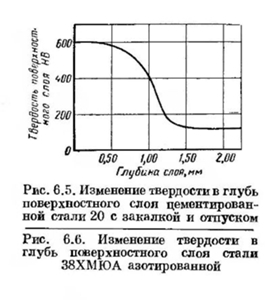
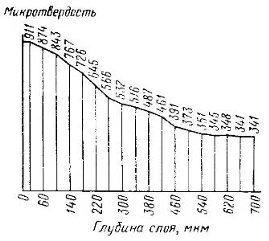
Цементация — процесс науглероживания поверхностного слоя стальных деталей, нагретых до температуры свыше 900—940° С, что определяет наибольшую скорость протекания процесса. В зависимости от состояния науглероживающей среды (карбюризатора) различают цементацию в твердом карбюризаторе, цементацию в жидкой среде и газовую цементацию стали. В качестве твердой науглероживающей среды используют древесно-угольные карбюризаторы, в качестве жидкой среды — расплавленные соли (75— 80% Na2C03, 10—15% .NaCl и 8—12% SiC) и газовой среды — газы, содержащие метан СН4, окись углерода СО, углеводородные газы С6Н6, С3Н8, С4Н10 и др. Глубина цементации зависит от температуры и продолжительности процесса. Цементацию в твердом карбюризаторе выполняют при 900—940° С со средней скоростью 0,08—0,1 мм/ч. Недостаток цементации в твердом карбюризаторе заключается в длительности процесса. Цементация в жидком карбюризаторе выполняется при температуре 840— 860° С и средней скорости диффузии углерода 0,2—0,4 мм/ч. Преимуществами процесса цементации в жидком карбюризаторе являются: равномерность нагрева, более низкая температура, способствующая уменьшению деформаций детали, а также более мелкое зерно цементированного слоя. Газовая цементация выполняется при температуре, близкой к 1000° С со скоростью 0,8—1,2'мм/ч, что позволяет в некоторых случаях при использовании индукционного нагрева ТВЧ сократить продолжительность операции до 1 ч. Собственно цементация не решает вопроса упрочнения детали. Для достижения указанного эффекта необходима последующая термическая обработка — закалка и отпуск. Закалка непосредственно после цементации сокращает продолжительность и удешевляет процесс упрочнения, а также уменьшает термическую деформацию детали. Детали после цементации и последующей закалки имеют повышенную твердость (HRC 58—62) и прочность поверхностного слоя. На рис. 6.5 показана зависимость изменения твердости в глубь поверхностного цементированного слоя после закалки и отпуска. Цементация повышает усталостную прочность деталей, благодаря увеличению твердости, прочности цементированного слоя и образованию в нем внутренних напряжений сжатия, которые снижают влияние концентраторов напряжений. Цементации подвергаются многие детали бурового и нефтегазопромысло-вого оборудования — турбобура, втулочно-роликовых цепей, буровых долот и др. Азотирование (предложено русским ученым ) — один из процессов химико-термической обработки, при котором поверхностные слои стальных и чугунных деталей насыщаются азотом. Азотирование повышает твердость и износостойкость, усталостную прочность и увеличивает сопротивление коррозии. Процесс осуществляется при нагреве деталей в аммиаке. Обычно азотированию подвергают стали, легированные хромом, молибденом и вольфрамом, так как соединения этих элементов с азотом (нитриды) обладают весьма высокой твердостью и износостойкостью. Нитриды блокируют цислокации, имеющиеся в металле, и повышают его прочность. Как правило, сначала выполняется закалка, а затем азотирование в муфельных печах при температуре 480—650° С в течение 2—3 сут. Детали двигателей внутреннего сгорания (гильзы блока), глубинных нефтяных насосов (стальные втулки), подвергнутые азотированию, имеют резко увеличенный ресурс. |
|
Структура металла после окончательной термической обработки.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
