
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Моделирование сложных систем
УДК 531.717
, , д-р техн. наук, проф.
Саратовский государственный технический университет
имени , Самарский национальный исследовательский университет имени академика
МОДЕЛИРОВАНИЕ КОНТРОЛЯ ПЛОСКОСТНОСТИ
ПРИ РАЗЛИЧНОМ ЧИСЛЕ ИЗМЕРЕНИЙ
Аннотация. Проведено моделирование погрешности оценки плоскостности в зависимости от числа и расположения контрольных точек на поверхности детали. Установлено, что при уменьшении числа измерений уменьшается расчетное среднее арифметическое значение плоскостности и увеличивается стандартное отклонение. В результате возрастает вероятность измерительной ошибки второго рода. Показано, что на основе предварительного измерения и последующего моделирования возможно рассчитать погрешность оценки плоскостности в партии деталей и принять решение о рациональном числе контрольных точек на поверхности детали.
Ключевые слова: моделирование, измерение, плоскостность, координатно-измерительная машина.
Abstract. Modeling of a flatness estimation error is performed depending on the number and location of control points on the surface of the workpiece. It is established that as the number of measurements decreases, the calculated mean arithmetic value of flatness decreases and the standard deviation increases. As a result, the probability of measurement type II errors increases. It is shown that on the basis of preliminary measurement and subsequent modeling it is possible to calculate the error of flatness estimation in a batch of parts and to make a decision about the rational number of control points on the surface of the workpiece.
Keywords: modeling, measurement, flatness, coordinate measuring machine.
В настоящее время контроль поверхностей деталей различного назначения преимущественно производится с помощью координатно-измерительных машин (КИМ). При этом имеется возможность оценивать как размеры, так и форму и расположение поверхностей. Точность и производительность контроля определяются не только техническими характеристиками КИМ, но и применяемой стратегией выбора числа, расположения точек и последовательности их обхода на измеряемой поверхности. Как правило, задача контроля формулируется следующим образом: измерить с заданной погрешностью и максимальной производительностью [1-3].
Вместе с тем отсутствует общепринятая стратегия выбора числа и расположения контрольных точек на различных типах поверхностей. Имеются лишь общие рекомендации производителей КИМ и программного обеспечения по минимальному числу контрольных точек для элементарных поверхностей (плоскость, цилиндр, сфера и др.). Поэтому данный вопрос отдается на усмотрение оператора КИМ и во многом зависит от его квалификации. В связи с изложенным указанное направление исследований будет актуальным, так как содержит значимый скрытый резерв по повышению производительности контроля на КИМ. Поэтому немногочисленные научные работы [4, 5], посвященные этой проблеме, следует считать ценными для науки и практики измерения.
В настоящей статье представлена методика анализа влияния числа и расположения точек на точность и производительность контроля, построенная на основе компьютерного моделирования. В качестве первоначального объекта исследований выбрана плоскостность, так как плоские поверхности имеются на большом числе деталей машин и механизмов.
Сущность методики заключается в следующем. На основе экспериментальных данных моделируются погрешности на плоской поверхности. Для этого устанавливается закон и параметры распределения погрешностей, а также при необходимости наличие корреляционных связей между отдельными составляющими погрешности. Для партии деталей проводится многократное моделирование погрешностей с применением генератора случайных чисел и последующего преобразования в требуемый закон распределения. Затем по стандартной методике ISO 12781-2:2011 рассчитывается значение плоскостности. Рассматриваются четыре варианта расположения контрольных точек на плоскости. В первом варианте используется равномерная сетка на осям X, Y, во втором – разреженная по оси X, в третьем – разреженная по си Y, в четвертом варианте – равномерно разреженная сетка контрольных точек. Сравнение вариантов проводится по полученному значению плоскостности, а для партии деталей – среднему значению и стандартному отклонению плоскостности. Кроме того при задании допуска на плоскостность могут быть рассчитаны измерительные ошибки первого и второго рода.
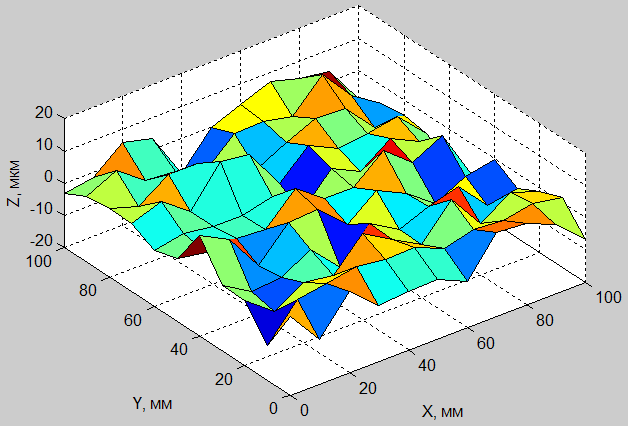
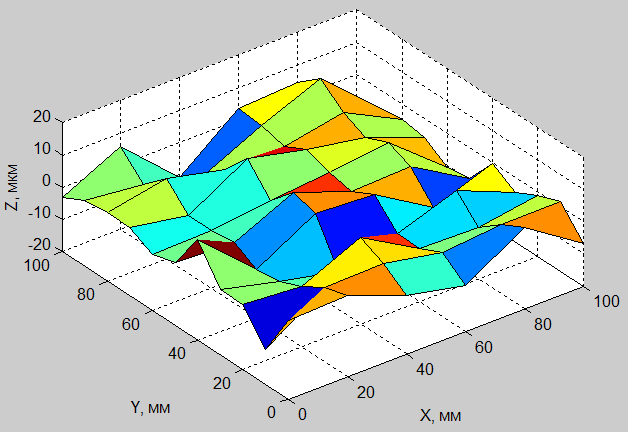
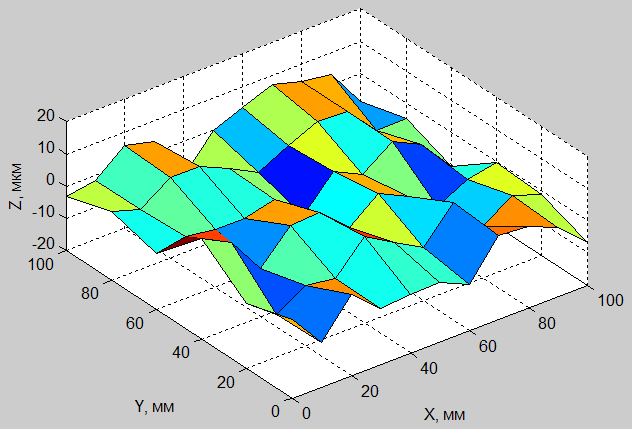
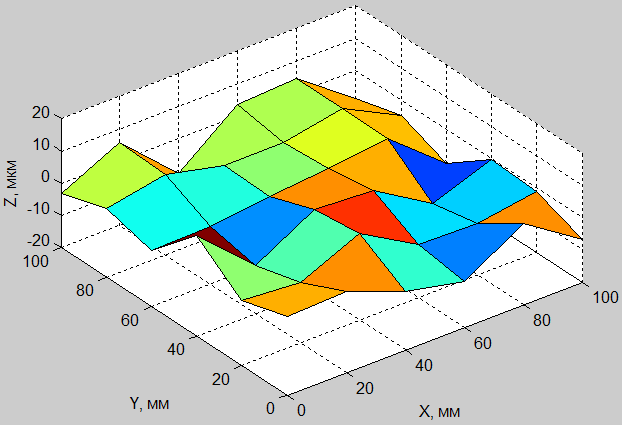
По результатам измерения плоскости размером 100×100 мм построены отклонения для четырех указанных вариантов (рис. 1). В варианте 1 были использованы 121 контрольная точка с равномерным разбиением по осям Х и Y через 10 мм. Остальные варианты были получены путем исключения ряда контрольных точек из варианта 1. В вариантах 2 и 3 использованы 66 контрольных точек при разреженной сетке по оси X и Y соответственно. В варианте 4 использованы 66 контрольных точек с равномерным разбиением по осям Х и Y через 20 мм. Обработка результатов проводилась в программной среде Matlab.
Для одного из вариантов контроля плоскостности построена гистограмма (рис. 2) и выполнена проверка на нормальный закон распределения. Проверка по критерию Колмогорова-Смирнова с уровнем доверительной вероятности 95% не отвергла гипотезу о нормальности закона распределения.
Для одного из вариантов контроля плоскостности построена гистограмма (рис. 2) и выполнена проверка на нормальный закон распределения. Проверка по критерию Колмогорова-Смирнова с уровнем доверительной вероятности 95% не отвергла гипотезу о нормальности закона распределения.
а б
в г
Рис. 1 Контроль плоскостности: а – 121 точка (вариант 1), б – 66 точек (вариант 2),
в – 66 точек (вариант 3), б – 36 точек (вариант 4)
Проведено моделирование контроля плоскостности для партии из 50 деталей. Результаты даны на рис. 3. Использовано обозначение вариантов расположения измеренных точек на поверхности в соответствии с рис. 1.
Анализ результатов (рис. 3) показал, что контроль по 36 точкам (вариант 4) по сравнению с контролем по 121 точке (вариант 1) дает заниженное значение среднего арифметического на 16 % и увеличение стандартного отклонения на 33 %. Выигрыш по производительности составляет 3,4 раза для числа контрольных точек и примерно 4,2 раза с учетом дополнительных перемещений датчика касания. Характерной является только измерительная ошибка второго рода. Если для полученных данных принять, что допуск плоскостности составляет 27 мкм, то по результатам контроля получаем процент брака для варианта 1 равным 28 %, а для варианта 4 – 12 %.
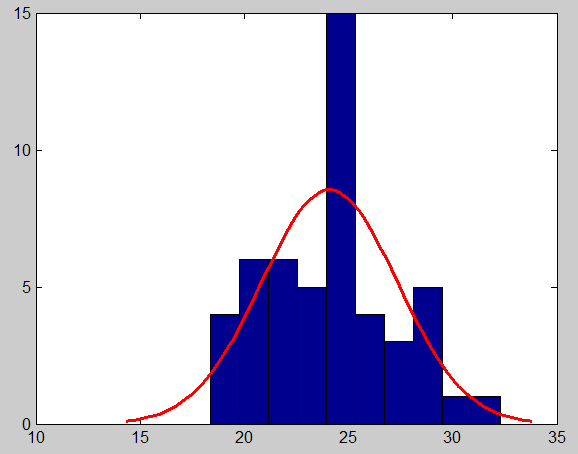
Рис. 2 Гистограмма плоскостности
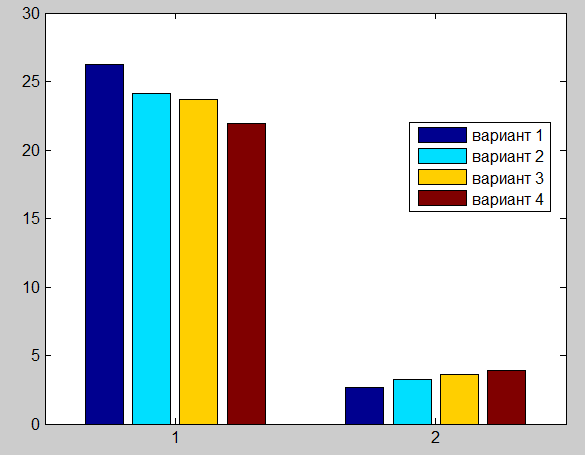
Рис. 3 Гистограмма плоскостности:
1 – среднее арифметическое, 2 – стандартное отклонение
В случае неравномерной сетки по оси X или Y получается соответственно уменьшение среднего арифметического на 8 и 10 % и увеличение стандартного отклонения на 21 и 27 %. Расчетная величина процента брака составляет 18 % для обоих вариантов. Производительность по сравнению с вариантом 1 повышается в 2,5 раза.
Таким образом, проведенные исследования установили, что при измерении и анализе плоскостности число и расположение контрольных точек значимо влияет на величину плоскостности. При уменьшении числа измерений увеличивается вероятность измерительной ошибки второго рода. На основе предварительного измерения и последующего моделирования возможно рассчитать погрешность оценки плоскостности в партии деталей и принять решение о рациональном числе контрольных точек на поверхности детали.
Исследование выполнено за счет гранта Российского научного фонда (проект №16-19-10204).
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. , , Направления повышения производительности и точности контроля сложных поверхностей на координатно-измерительных машинах // Системы проектирования, технологической подготовки производства и управления этапами жизненного цикла промышленного продукта. Москва: ИПУ РАН, 2016. С. 223-225.
2. , , Приоритетные направления метрологического обеспечения координатных методов измерений геометрических параметров деталей // 100 лет Российскому подводному флоту: труды науч.-прак. конф. Северодвинск, 2006. С. 115-119.
3. , , Оптимизация измерений геометрии деталей со сложными поверхностями // Измерительная техника. 2015. № 3. С. 18-23.
4. , Исследование процесса измерения корпусных деталей на координатно-измерительной машине Carl Zeiss Contura G2 // Вестник Пермского национального политехнического университета. Сер. Машиностроение, материаловедение. 2015. № 3. С. 32-40.
5. , , Определение оптимального количества точек при измерении колец подшипников качения на координатно-измерительных машинах // Автомобиле - и тракторостроение в России: приоритеты развития и подготовка кадров: материалы Межд. науч.-техн. конф. М.: МАМИ, 2012. Кн. 7. С. 62-67.
