

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
3. ГАЛЬВАНИЧЕСКОЕ МЕДНЕНИЕ
К гальваническим осадка меди при производстве ПП предъявляют ряд обязательных требований:
1) равномерность толщины металлизации элементов проводящего рисунка (не менее 25 мкм в отверстиях);
2) мелкокристаллическая структура;
3) высокая адгезия к проводящей поверхности;
4) пластичность (относительное удлинение осажденной меди 4–6 %);
5) низкое удельное электрическое сопротивление (1,8–2,5Ч10‒6 Ом·см).
Чрезвычайно важное значение имеет пластичность осажденного слоя меди, так как в условиях эксплуатации платы подвергаются значительному нагреву и происходит тепловое расширение металла, из которого изготовлена плата, и слоя меди. Коэффициент линейного расширения эпоксидной смолы почти в 5 раз больше коэффициента линейного расширения меди (б1=9,2Ч10–5 мм/мм·°С и б2=1,77Ч10–5 мм/мм °С), поэтому в результате термоударов в слое меди, осажденной на стенках отверстий, возникают значительные напряжения и, если медь недостаточно эластична, происходит ее разрыв, а разрыв меди в переходном отверстии приводит к выходу из строя всего блока.
Учитывая вышеизложенное, необходимо обращать большое внимание на пластичность осажденной меди, которая с учетом ужесточенных эксплуатационных требований к печатным платам, должна составлять по величине относительного удлинения не менее 6 %.
Большое влияние на пластичность меди оказывает накопление в электролите органических примесей. Основные их источники: агрессивное воздействие электролита на фоторезисты, краски и диэлектрические материалы; агрессивное воздействие электролита на футеровку ванн; попадание масла из воздушной магистрали при барботаже; разложившиеся органические добавки.
Поэтому, контролируя величину относительного удлинения меди, косвенно можно судить о накоплении органических примесей и принимать меры по их удалению.
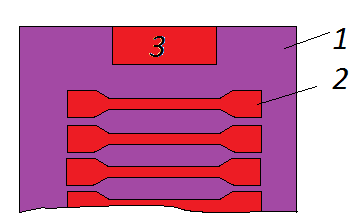
Пластичность медных осадков определяют методом разрыва следующим образом: на пластинку из нержавеющей стали методом фотопечати наносят защитный рисунок так, чтобы последующим гальваническим меднением открытых участков поверхности можно было получить образец разрыва, форма, которого показана на рисунке 1, а.
Пластинку с нанесенным на ее поверхность рисунком следует обезжирить венской известью, промыть водой и активировать в 10%-ном растворе HCl. После тщательной промывки пластинку завешивают в ванну меднения вместе с платами и покрывают слоем меди толщиной 30‒40 мкм по режимам, принятым для плат. Осаждение медных осадков на образцы при рабочих режимах является обязательным условием получения результатов, приемлемых для оценки работоспособности электролита меднения.
а б
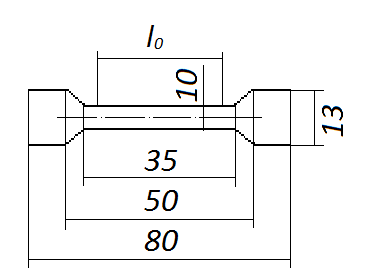
Рисунок 1 – а – пластина для изготовления тест-образцов с целью измерения пластичности гальванопокрытий: 1 – фоторезист; 2 – оголенная металлическая поверхность для осаждения пленки гальванопокрытия; 3 – металлическая поверхность для присоединения к катодной штанге; б – образец для разрыва медного слоя
Пластинку с осажденной медью высушивают сжатым воздухом, скальпелем отделяют медь и выдерживают при 100 °С в термостате в течение 1 ч.
На образец с помощью тонкой иглы без нажима наносятся риски, ограничивающие базу длиной (30±1) мм (рисунок 1, б). Измерение базы до и после испытания на разрыв следует производить с точностью ±0,01 мм на универсальном измерительном микроскопе (УИМ), разрыв образцов – на разрывной машине типа МР-0,5-1 при нагрузке до 100 г. После разрыва обе половинки образца прижимают к стеклу и по средней линии измеряют расстояние от линии разрыва до рисок. Сумма двух измерений составляет величину lк. Относительное удлинение, е, %, рассчитывают по формуле:
 ,
,
Для получения более достоверных результатов выполняют несколько испытаний и величину е определяют как среднеарифметическую. При проведении испытаний следует иметь в виду, что в свежеосажденном слое меди существуют внутренние напряжения и медь имеет малую пластичность, через двое суток в результате рекристаллизации внутренние напряжения исчезают, и устанавливается стабильное значение е.
При выборе электролита прежде всего необходимо учитывать его рассеивающую способность и выравнивающую, которые обеспечивают равнотолщинное распределение металла.
Повышение pH уменьшает среднюю толщину покрытия, сокращает расход металла, обеспечивает точность и высокую плотность монтажа. Кроме того, электролиты должны быть просты в эксплуатации, стабильны в работе и высокопроизводительны.
Лучшим электролитом считался бы такой, в котором толщина металлизации в отверстиях и на поверхности плат, в центре платы, на периферии была бы одинакова.
При металлизации ПП с целью повышения рассеивающей способности электролита применяют рассеивающую способность электролита, покачивание катодных штанг, непрерывная или периодическая фильтрация организмов. Наиболее простой способ РС – применение разбавленных электролитов, однако при этом обычно резко снижается допустимая плотность тока. Лучшее решение – подбор специальных, вводимых в электролит, сочетающих выравнивающее действие с блескообразующим.
К сожалению, органические соединения, используемые в качестве выравнивающих добавок, трудно поддаются контролю, оптимальная концентрация их часто находится в узких пределах и в ряде случаев они либо образующиеся продукты их разложения вызывают хрупкость осадков, а иногда ухудшают их вид.
Для повышения РС и улучшения равномерности металлизации в отверстиях необходимо обеспечить интенсивное прохождение электролита через отверстия покачиванием катодных штанг в горизонтальной плоскости с частотой 30–40 колебаний катодной штанги в минуту, амплитуда колебаний – до 50 мм.
Электрический режим осаждения также влияет на равномерность покрытий. При использовании низких плотностей тока участки в середине плат будут иметь заниженную толщину покрытия. При работе на верхнем пределе плотностей тока на углах и кромках плат толщина покрытия оказывается превышенной, что приводит к утолщению и шероховатости слоя на этих участках. Тем не менее, интенсификация процесса гальванопокрытий для печатных плат весьма существенна, так как сокращается время выдержки плат в электролитах и снижает брак, обусловленный отслаиванием и разрушением фоторезистов.
С точки зрения практики более удобным был бы такой технологический процесс, при котором электролиз проводился бы с простым составом электролита (менее чувствительным кразличного рода загрязнениям и изменению состава), а получение осадков с различными свойствами осуществлялось бы несложными приемами, например изменением электрического режима питания ванн. Такую возможность обеспечивает применение нестационарных токовых режимов, к которым относятся реверсный ток (переменной полярности), периодический ток и импульсный (прерывистый) ток.
На нестационарных токовых режимах за счет увеличения скорости осаждения и одновременного улучшения физико-механических свойств покрытия можно в 2–3 раза интенсифицировать процесс осаждения металлов по сравнению с их осаждением на постоянном токе. Меднение на нестационарных токовых режимах позволяет не только интенсифицировать процесс, но и повысить качество осадков.
Применение периодически изменяющегося тока может оказывать значительное влияние на электродный процесс. В этом случае по сравнению с электролизом на постоянном токе нарушается обычный ход образования и роста кристаллов, происходит периодическое перераспределение центров кристаллизации и растущих граней кристаллов, что приводит к изменению физико-химических свойств осадков.
Таким образом, нестационарный электролиз открывает возможность управления ходом электролизного процесса и качеством осадков путем изменения параметров периодического тока.
Как уже отмечалось выше, при металлизации отверстий МПП по подслою химической меди особое значение приобретает рассеивающая способность электролита. По зарубежным данным, рассеивающая способность электролитов меднения составляет: цианистого – 64 %, пирофосфатного – 62 %, сернокислого – 24 %, борфтористоводородного – 17 %, кремнефтористоводородного – 8 %.
Оптимальными для меднения отверстий в печатных платах являются цианистые и пирофосфатные электролиты. При меднении в этих электролитах может быть получено близкое к 1:1 отношение толщины покрытия в отверстии и на поверхности платы.
Однако, несмотря на высокую РС цианистого и пирофосфатного электролитов, их применение для металлизации ПП весьма ограничено. Цианистые электролиты, как известно, весьма ядовиты, и требуют специальных устройств очистки. Из пирофосфатной ванны надежные сквозные отверстия получать нельзя, так как из-за высокой твердости и внутренних напряжений, обусловленных включением фосфора, в осадке могут возникнуть трещины.
В отечественной технологии для меднения ПП применяются главным образом борфтористоводородные или сернокислые электролиты, значительно реже – кремнефтористоводородный электролит.
Борфтористоводородный электролит:
Cu(BF4)2 230–250 г/л
HBF4 5–10 г/л
H3BO3 15–40 г/л
iк 0,5–1,25 А/дм2
iк (перемешивание) 0,5–1,25 А/дм2
Борфтористоводородный электролит характеризуется большой концентрацией солей меди и большой скоростью осаждения меди. Из этого электролита при высоких плотностях тока можно получать мелкокристаллические осадки, чем из сернокислого. Большая скорость выделения металла из борфтористоводородного электролита обусловлена большой скоростью диффузии борфтористой меди. Однако эти электролиты имеют следующие недостатки: агрессивность исходных химических материалов, сложность приготовления, анализа и корректировки электролитов, сравнительно высокую стоимость, недостаточную рассеивающую способность.
Сернокислый электролит:
CuSO4 200–250 г/л
H2SO4 50–70 г/л
C2H5OH 5–10 мл/л
iк 1–2 А/дм2
В последнее время широкое применение находит сернокислый электролит с блескообразующей добавкой ЛТИ:
CuSO4 220–230 г/л
H2SO4 (с=1,84 г/см3) 50–70 г/л
NaCl 5–10 г/л
ЛТИ 0,03–0,06 мл/л
iк 1–2 А/дм2
tкомн.
Добавка ЛТИ – комплексная. В качестве первичногоблескообразователя используется ароматический дисульфид, а в качестве вторичных смачивающих агентов смачиватель ОС-20 и органические красители – метиловый голубой и нитрозин водорастворимый. Необходимым условием правильной эксплуатации этих электролитов является применение фосфорсодержащих медных анодов, поскольку при этом снижается шламообразование и пленка, образующаяся на анодах, препятствует окислению добавки. Считают, что фосфор входящий в состав анодов, выполняет две основные функции: способствует раскислению медного зерна при прокате, что предупреждает шламообразование, и приводит к включению ионов одновалентной меди в соединение Cu3P, которое образует черную анодную пленку, устраняя тем самым реакцию диспропорционирования ионов меди. Содержание фосфора в анодах АМФ 0,03–0,16%.
Концентрация H2SO4 не может выбираться произвольно, так как растворимость CuSO4 зависит от содержания H2SO4, снижаясь с увеличением содержания кислоты.
Серная кислота в электролите выполняет ряд функций:
1) повышает электропроводность, что позволяет при более низком напряжении поддерживать повышенную плотность тока;
2) уменьшает активную концентрацию ионов осаждаемого металла, способствуя образованию более мелкокристаллических структур;
3) предотвращает гидролиз сернокислой закиси меди, который способствовал бы образованию рыхлого осадка.
Рост рассеивающей способности сульфатного электролита достигается путем изменением концентрации сульфата меди и H2SO4.
Уменьшение концентрации ионов металла в сочетании с увеличением концентрации свободной кислоты вызывает изменение катодной поляризации, при которой зоны, близкие к анодам, имеют склонность к поляризации в последнюю очередь и таким образом на участках, более удаленных от анода, осаждается больше металла. Такое изменение катодной поляризации приводит к существенному выравниванию и плотности тока по всей поверхности катода, включая стенки отверстий.
Сернокислый электролит весьма чувствителен к органическим примесям, что приводит к шероховатости, хрупкости покрытия, появлению трещин в отверстиях ПП при термических воздействиях, а также указывает на частичное растворение в электролитах материалов, используемых для изготовления ПП. Необходимо проводить очистку электролита фильтрацией с использованием активированных угольных волокнистых материалов (АУВМ).
Лабораторная работа №4
ИЗУЧЕНИЕ ПРОЦЕССА ГАЛЬВАНОМЕДНЕНИЯ
Цель работы – ознакомление с процессом меднения и изучение влияния состава электролита и режима электролиза на выход по току меди, потенциалы катода и анода, качество (по внешнему виду).
Методика проведения работы. В данной работе в качестве анодов используются АМФ, катодов – медь. Принципиальная схема установки для проведения электролиза и подготовка перед опытом приведены в прил. I и II.
Методика определения рассеивающей способности в «Практикуме по прикладной электрохимии», стр.5 [8].
В качестве электролизеров используют емкости из оргстекла вместимостью 250 мл. В каждый помещают по два анода из меди и катодную основу. Опыты проводят из электролитов, составы которых приведены в таблице 6.
Табл.6. Составы электролитов меднения
п/п | Состав электролита | Концентрация, г/дм3 | t, °С | Катодная плотность тока, А/дм2 |
1 | CuSO4·5H2O H2SO4 БЭСМ | 200–230 50–60 0,04 | 18–25 | 2,0 |
2 | CuSO4·5H2O H2SO4 БЭСМ ОС-20 | 100–120 160–180 0,04 0,1–0,2 | 18–25 | 2,0 |
3 | CuSO4·5H2O Щавелевокислый аммоний Щавелевая кислота | 35 50 10 | 18–25 | 1,0–2,0 |
Опыт 1. Получите катодные поляризационные кривые выделения меди в электролитах №1 и №2.
Аноды – АМФ, катоды – фольгированный медью стеклотекстолит. Перед снятием поляризационных кривых подготовить катоды согласно методике (Приложение 1). Соберите схему, приведенную в приложении 4 (рис. 4.2), и снимите поляризационную кривую в гальваностатическом режиме в интервале плотностей тока 0,5‒2,5 А/дм2. Шаг изменения плотности тока равен 0,2 А/дм2.
Постройте полученные зависимости в координатах Eк=f(iк) на одном графике. Сделайте выводы о влиянии H2SO4 на процесс гальваномеднения.
Опыт 2. Получите катодные поляризационные кривые выделения меди в электролитах №2 и №3.
Аноды – АМФ, катоды – фольгированный медью стеклотекстолит. Перед снятием поляризационных кривых подготовить катоды согласно методике (Приложение 1). Соберите схему, приведенную в приложении 4 (рис. 4.2), и снимите поляризационную кривую в гальваностатическом режиме в интервале плотностей тока 0,5‒2,5 А/дм2. Шаг изменения плотности тока равен 0,2 А/дм2.
Постройте полученные зависимости в координатах Eк=f(iк) на одном графике. Сделайте выводы о влиянии природы электролита на процесс гальваномеднения.
Опыт 3. Изучите влияние плотности тока, кислотности электролита на скорость меднения, выход по току меди, качество покрытия (электролиты №1, №2).
В цепь электролиза последовательно включите два электролизера с электролитами №1 и №2 (см. таблицу) при 20 °С. Проведите электролиз при катодной плотности тока 1 и 2 А/дм2. Средняя толщина медного покрытия 10 мкм. Аноды – АМФ, катоды – фольгированный медью стеклотекстолит.
По заданию преподавателя можно оценить также влияние перемешивания электролита №2 на качество покрытия и максимальную допустимую плотность тока.
После проведения электролиза рассчитайте выход по току меди и сравните внешний вид образцов медного покрытия. Отметьте характер дефектов.
Опыт 4. Получите катодные поляризационные кривые выделения меди из раствора №2 с различным содержанием CuSO4·5H2O (50, 110, 200 г/л).
Аноды – АМФ, катоды – фольгированный медью стеклотекстолит. Перед снятием поляризационных кривых подготовить катоды согласно методике (Приложение 1). Соберите схему, приведенную в приложении 4 (рис. 4.2), и снимите поляризационную кривую в гальваностатическом режиме в интервале плотностей тока 0,5‒2,5 А/дм2. Шаг изменения плотности тока равен 0,2 А/дм2.
Постройте полученные зависимости в координатах Eк=f(iк) на одном графике. Объясните влияние концентрации соли основного металла на катодный процесс.
Опыт 5. Изучите влияние добавок на катодный процесс выделения меди.
Для этого необходимо снять катодные поляризационные кривые в растворе №2 и в этом же растворе, но без добавок БЭСМ и ОС-20. Аноды – АМФ, катоды – фольгированный медью стеклотекстолит. Перед снятием поляризационных кривых подготовить катоды согласно методике (Приложение 1). Соберите схему, приведенную в приложении 4 (рис. 4.2), и снимите поляризационную кривую в гальваностатическом режиме в интервале плотностей тока 0,5‒2,5 А/дм2. Шаг изменения плотности тока равен 0,2 А/дм2.
Постройте полученные зависимости в координатах Eк=f(iк) на одном графике. Сделайте выводы.
Опыт 6. Сравните пластичность осадков гальваномеди, полученных из электролитов №1, №2, №3.
На электроды из нержавеющей стали шириной 10 мм нанести слои меди толщиной 30–40 мкм. Предварительно электроды обезжирить венской известью или содой, промыть водой, активировать в 10%-ом растворе HCl, промыть водой и вторично активировать в 10%-ном растворе HBF4. Затем электроды завешивают в ячейке и осаждают медь с использованием анодов АМФ.
Время электролиза рассчитать по формуле:
![]()
д – толщина покрытия, мкм;
с – плотность металла, г/см3;
qMe – электрохимический эквивалент осаждаемого металла, г/А·ч;
ik – катодная плотность тока, А/м2.
Электроды с осажденной медью высушить при t = 80–100°С в сушильном шкафу в течении 30 мин и снять медь с помощью скальпеля.
Испытание пластичности образцов проводится методом изгиба.
Надо согнуть образец пополам и прижать сверхулинейкой.
Если образец выдерживает 2–5 изгибов, то покрытие имеет хорошую пластичность.
Для каждого электролита испытать по 2 образца и взять среднее арифметическое значение.
Опыт 7. Исследование распределения тока и металла в угловой ячейке (ячейке Хулла)
Угловая ячейка может быть сконструирована с цельным катодом или разборным катодным блоком. С помощью такой ячейки соответственно можно осуществить ускоренный контроль влияния плотности тока на качество покрытия или определить первичное распределение тока в зависимости от расстояния от ближнего к аноду края катода до измеряемого участка на катоде. В таком электролизере целесообразно определять также кроющую способность электролитов.
Во избежание повышения температуры электролита из-за большой объемной плотности тока продолжительность электролиза должна быть ограниченной (от 4 до 15 минут).
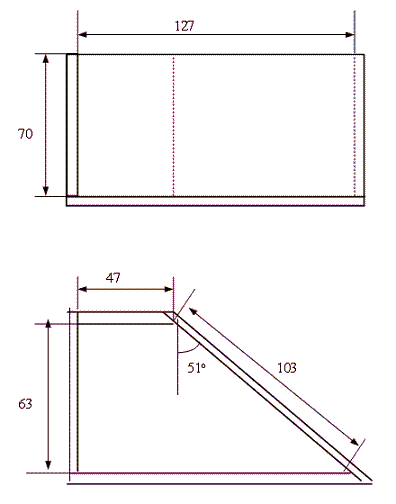
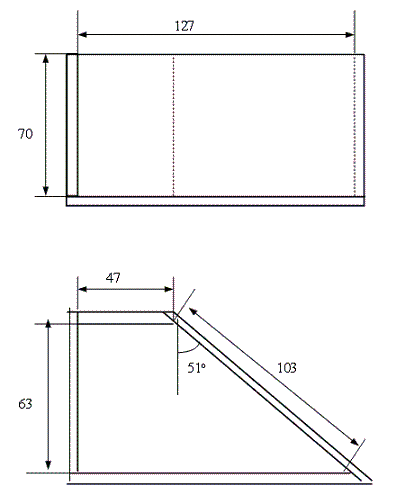
Рисунок 1 – Корпус угловой ячейки с разборным катодом
Методика проведения эксперимента: по стандартной методике подготавливают разборные катоды из меди или стали (сталь нельзя использовать в кислом сульфатном электролите вследствие контактного вытеснения меди на стали) толщиной 0,5−1 мм. Объем электролита в ячейке − 250 см3, так как для соответствия табличным значениям плотности тока важно, чтобы покрываемая площадь катода составляла 0,5.
Распределение тока и металла определяют с помощью разборного катода. Разборный катод состоит из специального измерительного блока и 5 секций – пластин. Подготовленные катоды помещают в измерительный блок. Необходимо чтобы катоды плотно прилегали к поверхности блока. Собирают ячейку по электрической схеме (рисунок 2). В ячейку погружают предварительно протравленный и промытый анод, заливают подогретый при необходимости до нужной температуры анод. Выставляют среднюю плотность тока 0,5 А/дм2. Опыт проводят 15 минут.
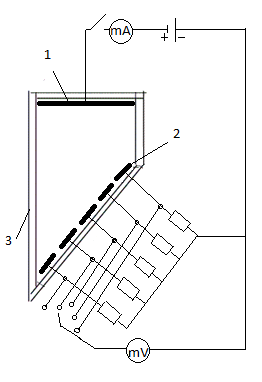
Рисунок 2 – Схема установки для определения распределения тока и металла:
1 – анод, 2 – секция катода, 3 – ячейка
Распределение тока определяют в конце опыта по падению напряжения на калиброванных сопротивлениях rk=0,07 Ом, включенных последовательно в цепь каждой катодной секции. Численное значение этих сопротивлений невелико и не оказывает существенного влияния на характер распределения тока. Распределение металла определяют по изменению массы катодных секций за время электролиза.
Таблица для записи результатов
Параметры системы | Эле-ктро- лит № | Номер секции катода | ||||
1 | 2 | 3 | 4 | 5 | ∆Uср, В | РС, % |
Падение напряжения на калиброванных сопротивлениях ∆Un, мВ | 1 | − | ||||
2 | − | |||||
Вторичное распределение, bn=(in/iср)2 | 1 | |||||
2 | ||||||
Первичное распределение, bn=(in/iср)1 | 2,000 | 1,165 | 0,800 | 0,620 | 0,320 | |
Составы электролитов: | ||||||
Электролит № 1 | ||||||
Электролит № 2 |
По окончании электролиза выключают ток, извлекают катодные секции из измерительного блока, промывают, сушат и взвешивают. Результаты опыта сводят в таблицу.
В результате опыта строят графическую зависимость первичного и вторичного распределения (ось ординат) от расстояния от ближнего к аноду края катода до измеряемого участка на катоде (ось абсцисс).
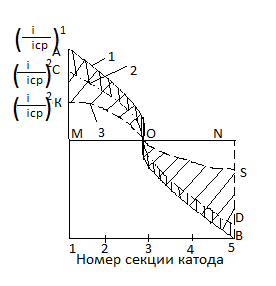
Рисунок 3 – Распределение тока в зависимости от расстояния от ближнего к аноду края катода до измеряемого участка на катоде: 1 – первичное распределение (приведено в таблице), 2 – электролит № 1, 3 – электролит № 2, MN – идеальное распределение
Рассеивающая способность рассчитывается исходя из соотношения площадей, которые образуют кривые первичного, вторичного и идеально равномерного распределения тока:
Для электролита №1:

 =
=![]()
![]() =
=![]()
![]()
Для электролита №2:
=![]()
![]() =
=![]()
![]()
По итогам работы делается обоснованный вывод.
