
ОГЛАВЛЕНИЕ
1.Введение
2.Выбор материала и режима сварки
3.Изготовление составляющих частей
4.Сборочные работы
5.Сварочные работы
6.Контроль качества
ВВЕДЕНИЕ(Денис)
Топливный бак служит для хранения запаса бензина на автомобиле. Емкость бака рассчитана примерно на суточную работу (пробег 400—500 км). На грузовых автомобилях, используемых для дальних рейсов, ставят два бака с общей повышенной емкостью. Бак крепят к раме с помощью кронштейнов и стяжных стальных лент с прокладками.
Бак овального или прямоугольного сечения штампуют из листовой (обычно освинцованной) стали или листового алюминия и затем сваривают отдельные его части. Внутри бака имеется несколько перегородок, устраняющих сильные колебания топлива. Топливо в бак заливают через горловину. Внутри патрубка горловины у грузовых автомобилей обычно устанавливают сетчатый съемный фильтр; иногда для удобства заливки топлива в горловине устанавливают выдвижной патрубок. Горловину на прокладке плотно закрывают крышкой. Для выхода воздуха из бака при заправке рядом с патрубком горловины в случае значительной его длины иногда впаивают в бак и верхнюю часть патрубка воздушную трубку.
МАТЕРИАЛ ДЛЯ БАКА(михус)
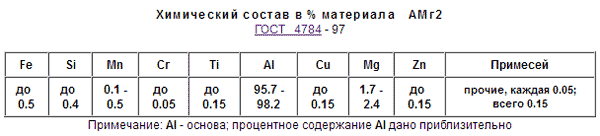
Алюминиевый лист АМГ2 ГОСТ 4784-74 является плоским прокатом из алюминия. В названии марки сплава «А» означает, что плакировка нормальная, а «МГ» говорит о том, что в сплаве присутствует магний. Свойства алюминиевого листа АМГ2М зависят пропорций базовых легирующих добавок. От количества магния способность к деформации. Алюминиевый лист АМГ2 обладает высокой коррозийной стойкостью, способностью к сварке, термической обработки и пластичностью. Деформация данного листа осуществляется холодной и горячей обработкой. Толщина производимых листов АМГ2 составляет от 0,5мм до 10,5мм. Листы АМГ2 производятся в рулонах либо листах, имеющих прямоугольную форму.
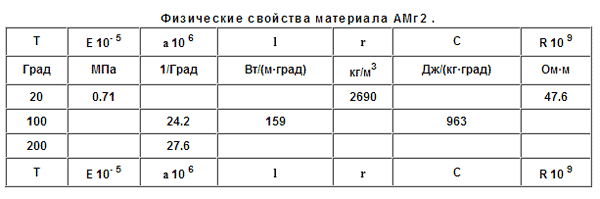
Физические свойства материала АМг2, которые были получены при температуре — T. E — это модуль упругости. a — коэффициент линейного расширения, l — коэф. теплопроводности, r — плотность, C — удельная теплоёмкость, R — удельное электросопротивление.
ИЗГОТОВЛЕНИЕ СОСТАВЛЯЮЩИХ ЧАСТЕЙ(рыж)
Изготовление бака начинается с выбора материала. В качестве заготовок выбираются листы холоднокатаного сплава алюминия АМГ2 ГОСТ 4784-74.Для изготовления половин бака применяется технология холодной штамповки. Линия штамповки автоматизирована, с одной стороны идёт подача листа металла из рулона и одновременная его правка. Правка производится путем использования пластического изгиба. Для правки листового проката выбираем листоправильные многовалковые машины. Правленый лист идёт дальше по линии и попадает в штамп, где лист формуется при помощи штампа и гидравлического пресса. После отформовки нижняя половина попадает на отрезную линию, где происходит отрезка отштампованной детали от другой такой-же. Путь нижней половины на этом прекращается и дальше он попадает в цех сборки. В верхней половине есть отверстие под шланги подачи топлива в двигатель, так же есть отверстие под заливную горловину. Верхняя половина после отформовки едет по своей линии дальше и попадает на этап пробивки отверстий. Пробивка отверстий осуществляется при помощи специальных гидравлических станков и матрицы. После пробивки и отрезки верхний лист так же попадает в цех сборки. При штамповке, для упрощения дальнейшей сборки и сварки формируются базовые поверхности и, которые, в дальнейшем, будут использованы в позиционировании половин бака относительно друг друга. Это позволяет нам упростить процесс сборки и сварки, увеличить производительность и так же понизить процент выбраковки.
СБОРОЧНО-СВАРОЧНАЯ КОНСТРУКЦИЯ
(Даня)Сборка под сварку - это размещение элементов конструкции (узла) в порядке, указанном в технологической карте, и предварительное скрепление их между собой с помощью приспособлений и положения прихваток, что обеспечивает требуемое взаимное положение деталей. От качества выполнения этой операции больше всего зависит качество сварной конструкции и трудоемкость сборочно-свариваемых работ.
Тип приспособления определяется серийностью производства, сложностью конструкции свариваемого узла, видом сварки и применяемым оборудованием.
Входящие в сварной узел детали, как правило, различны по конструкции, каждая имеет свои установочные базы и зажимы. Поэтому сборочно-сварочные приспособления представляют собой как бы несколько разных по конструкции одноместных приспособлений, собранных в одном корпусе по заданным размерам взаимного положения деталей сварного узла.
Сварочные приспособления должны допускать свободное перемещение отдельных элементов конструкции вследствие нагрева и последующего остывания зоны сварки, а при необходимости уменьшить или по возможности исключить деформации, возникающие в сварном изделии и в самом приспособлении вследствие температурных воздействий. При сварке крупногабаритных конструкций, обладающих малой жесткостью (рамные, решетчатые, листовые), приспособления должны обеспечивать фиксацию отдельных свариваемых кромок, а не всего изделия в целом. При проектировании приспособления необходимо предусмотреть доступ к местам сварки и прихватки, быстрый отвод теплоты от мест интенсивного нагрева, сборку узла с минимального числа установок, свободный доступ для проверки размеров изделия и свободный съем собранного или сваренного изделия.
Автоматизированная сварочно-сборочная линия способствует быстрому и качественному производству различных видов деталей исключающих непосредственное участие человека в этом процессе. Линия работает по заданной программе и при необходимости определённые процессы могут быть отредактированы специалистом.
(Гусь) Топливные баки (лист 180, рис. 1) автомобилей собирают из двух штампованных половин, сваривая их герметичным швом в составе автоматической линии. На схеме этой линии (рис. 4) отдельные позиции обозначены римскими цифрами. В соответствии с этими обозначениями на рис. 5 ... 8 (листы 180 ... 184) показаны последовательные положения механизмов при выполнении конкретных операций на каждой из позиций.
Первые два участка линии включают параллельно расположенные позиции I... VII. На них осуществляется приварка деталей соответственно к верхней и нижней частям бака. На позициях I каждой линии оператор укладывает соответственно верхнюю или нижнюю половину бака выпуклостью вверх в гнездо конвейера, совершающего возвратно-поступательное движение. После хода вперед на всех позициях изделия поднимаются подъемными столами, как показано на рис. 5 (позиции I, П), а конвейер возвращается в исходное положение. На позиции Ш (рис. 4,5) рука робота подает фланец под электрод рельефной конденсаторной машины и осуществляется его приварка к половине бака. Конструктивное оформление этого соединения и расположение электродов показано на рис. 3,6. На следующей позиции происходит установка и приварка бобышки (рис. 3, а). Для этого на позиции IV (рис. 4,5) половина бака приподнимается над конвейером с одновременным поворотом на 45°, затем рука робота подает бобышку, и после приварки половина бака опускается на конвейер в прежнем положении. Позиция V предназначена для кантовки половины бака на 180°. Подъемный стол подает ее в кантователь и опускается, а после поворота поднимается снова, принимает перевернутую деталь и опускает ее на конвейер. На позициях VI и VII (рис. 4, б) внутрь половины бака механической рукой устанавливаются два ребра жесткости и перемычка для крепления заливного стакана (рис. 2) бака. В захваты механических рук детали подает оператор, приварка их по отбортовке осуществляется точечной сваркой. На параллельной линии аналогичные позиции предназначены для приварки бобышки и вварки ребер жесткости в нижнюю половину бака.
В конце параллельных участков линии осуществляется сборка бака. На позиции VIII подъемный стол подает верхнюю половину бака в кантователь, закрепленный на верхнем конвейере поперечного направления, происходит ее поворот на 180° относительно горизонтальной оси и перенос на позицию IX, где она принимается поворотным столом. При повторном ходе подъемного стола верхняя половина бака в проектном положении снова захватывается верхним конвейером и передается на позицию X. На эту же позицию нижним конвейером продольного направления подается нижняя половина бака. Ходом подъемного стола нижняя половина снимается с нижнего конвейера, прижимается снизу к верхней половине, и их сборка фиксируется постановкой прихваточных точек по отбортовке многоэлектродной контактной машиной. Из этого положения верхним конвейером собранный бак переносится на позицию
XI, принимается подъемным столом и укладывается на шаговый штанговый конвейер, подпружиненные упоры которого подают бак к первой шовной машине на позиции
XII, выполняющей продольные швы. Затем после разворота бака на 90° вокруг вертикальной оси на позициях XIII и XIV осуществляется сварка поперечных швов, при этом перекрытие продольных и поперечных швов обеспечивает герметичность по всему периметру соединения. Повторный поворот бака вокруг вертикальной оси на 90° на позиции XV возвращает бак в исходное положение, и первый конвейер подает его на стол (позиция XVI), наклоняющийся на 45° таким образом, чтобы отверстие половины бака оказалось вверху. В этом положении бак по направляющим сдвигается на позицию XVII, где оператор вставляет заливной стакан в отверстие горловины, и ходом пуансона осуществляется его запрессовка. Затем на позиции XVIII бак
кантуется на угол 90° с тем, чтобы ось горловины заняла горизонтальное положение, и передается на позицию XIX, где вовнутрь горловины вдвигается нижний ролик шовной машины и при вращении бака вокруг оси заливного стакана выполняется сварка отбортовки горловины со стаканом. После завершения всех операций на позиции XX бак проверяется на герметичность и передается на участок окраски.
