Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Тема: 6ч Цель: Развивающая Обучающая Воспитательная Оснащение Вводный инструктаж: Текущий инструктаж Заключительный инструктаж | Обработка деталей «Ступенчатый вал». -формированием опыта студентов производить логические операции (сравнения) -делать обобщение, выводы; -применять имеющие знания на практике; -профессиональный интерес у студентов; -аккуратность; -ответственность; -собранность. -идейно-мировоззренческую; -экономическую; -нравственную; -творческое начало; -осознанной потребности в труде. технологическое оборудование, заготовки для вала соответствующего диаметра, резцы проходные, подрезные, отрезные, приспособление, технологическая оснастка, технологическая документация, штангенциркуль ШЦ-1 План: 1.Разработать тенологический процесс изготовления валика с уступами. 2.Заточить резцы. 3.Настроить станок на заданые режимы резания. 4. Изготовить деталь. 5. Привести рабочие место в порядок. Проверить посещаемость. Сообщение задач урока. Проведение фронтального опроса. Вопросы для фронтального опроса: 1) операционная карта – это..?( продолжить ответ). 2) Определите шероховатость поверхности по чертежу? 3) Определите технологию обработки валика? Выдача индивидуальных тестовых заданий. 1. Контроль диаметров валов выполняется с помощью: А) предельных скоб, микрометра, штангенциркуля; В) предельных шаблонов, линейных скоб; С) приборов индикаторного типа; D) проходного комплексного шлицевого кольца; Е) предельных проходных и непроходных резьбовых колец. 2. Карта технологического процесса содержит: А) описание технологического процесса изготовления и контроля детали по всем операциям; В) содержит все данные, необходимые для выполнения работ на данной операции; С) содержит эскизы, схемы, таблицы, необходимые для выполнения технологического процесса, операции перехода; D) содержит описание процесса обработки детали по всем операциям; Е) содержит описание специфических приемов работы или методики контроля технологического процесса. 3.В результате неправильной установки режущего или неправильного использования измерительного инструмента создаются: А) систематические постоянные погрешности; В) систематические погрешности возникающие закономерно; С) случайные погрешности; D) грубые погрешности; Е) погрешности формы обрабатываемой поверхности. 4. Между главной режущей кромкой и направлением продольной подачи находится: А) угол при вершине резца в плане; В) угол наклона главной режущей кромки резца; С) вспомогательный угол резца в плане; D) вспомогательный задний угол резца; Е) главный угол резца в плане. 5. Какому материалу соответствует обозначение У13: А) углеродистой качественной инструментальной стали;В) минералокерамического твердого сплава;С) углеродистой инструментальной стали;D) быстрорежущей инструментальной стали;Е) углеродистой инструментальной легированной стали. 6. Какой угол находится между передней и главной задней поверхностями: А) угол заострения резца; В) главный задний угол резца; С) передний угол резца; D) вспомогательный задний угол резца; Е) угол резания резца. 7. Пересечение передней поверхности и вспомогательной задней поверхности, это: А) вспомогательная режущая кромка резца; В) главная режущая кромка резца;С) вершина резца; D) режущая часть резца; Е) стержень резца. 8. Какой угол обозначается буквой л: А) вспомогательный угол резца в плане;В) главный угол резца в плане;С) угол заострения резца;D) угол наклона главной режущей кромки резца;Е) вспомогательный задний угол резца. 9. Какими инструментами выполняется контроль биения поверхности валов относительно оси: А) предельными скобами, микрометрами, штангенциркулями; В) предельными шаблонами, линейными скобами; С) приборами индикаторного типа; D) проходными комплексными шлицевыми кольцами; Е) предельными проходными и непроходными резьбовыми кольцами. 10. Контроль, каких параметров осуществляют предельными скобами, микрометрами, штангенциркулями: А) контроль диаметров валов; В) контроль длин участков валов; С) контроль биения поверхности валов относительно оси; D) контроль шлицевых участков валов; Е) контроль резьб на валах. 11. При какой обработке образуются обрабатываемая поверхность, обработанная поверхность и поверхность резания : А) при дефектоскопии деталей; В) при дефектации деталей; С) при проверке пространственной точности; D) при проверке геометрической точности; Е) при обработке резанием.. 12. Как называется часть резца, которая осуществляет резание: А) вспомогательная режущая кромка резца; В) главная режущая кромка резца;С) вершина резца; D) режущая часть резца; Е) стержень резца 13. Какой угол обозначается буквой ц: А) вспомогательный угол резца в плане;В) главный угол резца в плане;С) угол заострения резца;D) угол наклона главной режущей кромки резца;Е) вспомогательный задний угол резца. 14. Какой параметр режима резания определяется по формуле В) крутящий момент при фрезеровании; С) скорость резания, допускаемая режущими свойствами сверла;D) скорость резания при сверлении, точении, фрезеровании;Е) скорость резания, допускаемая режущими свойствами резцов. 15. Сплав ХВГ имеет следующий химический состав: А) 6% Ко, 15% Тi С, 79% WС; В) 8% Ко, 92% WС; С) 6% Ко, 14% (Тi С+ТаС), 80% WС; D) 18% W, 72% инструментальная сталь; Е) 1% С, 1%Сr, 1% W, 1% Мn, 96% Fе. 2) Показать готовые образцы, рассказать, куда они предназначаются, их значения для производства. 3) Разобрать рабочие чертежи, обратив внимания на точность изготовления детали, шероховатость, технические требования и т. д.
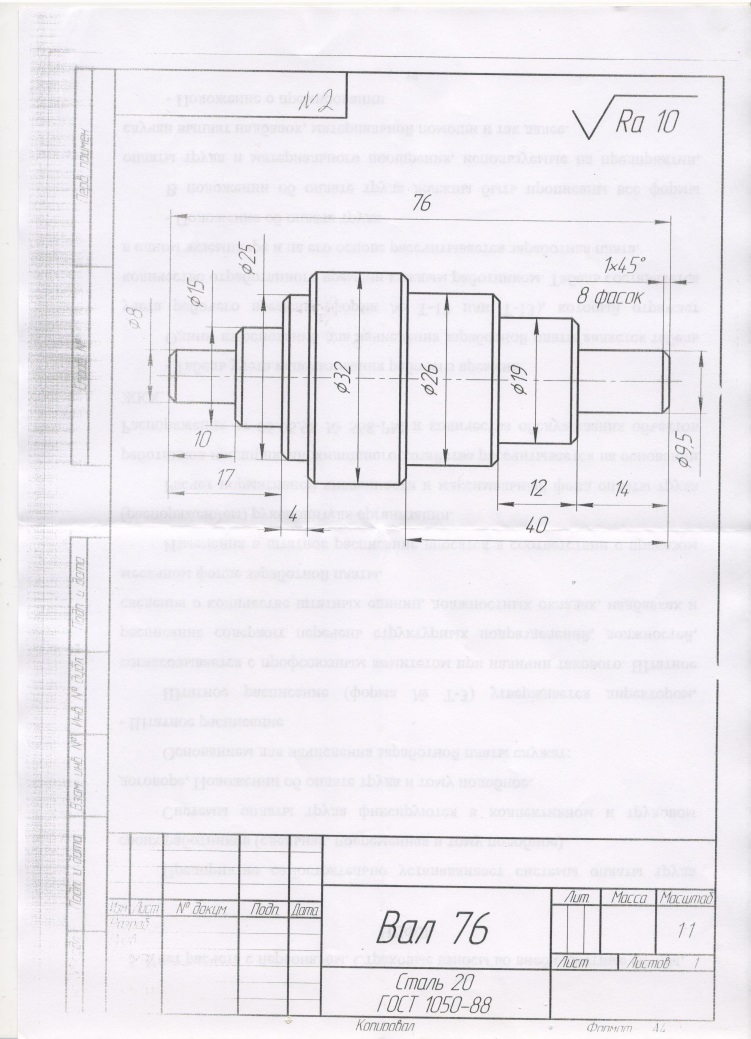
4)Определить технологию обработки 005 обточить торец заготовки; 010 обточка ф32мм L 36мм; 015 обточка ф25мм L 21мм 020 обточка ф15мм L 17мм 025 обточка ф8 мм L 10мм 030 острые кромки притупить Переустановить заготовку базируемся на ф32 030 подрезка торцевой поверхности в размер L76 035обточка ф26мм L 40мм 040 обточка ф19мм L 26мм 045 обточка ф 9,5мм L 14мм 050 острые кромки притупить 5) Предупредить возможные случаи брака и меры по его предупреждению.
6) Показать приемы и способы обработки детали. 7) Сообщить учащимся необходимые сведения по технике безопасности. а) соблюдать порядок и чистоту на рабочем месте. б) использовать защитные очки, защитные экраны в) проверить станок на холостом ходу. г) надежно закреплять режущий инструмент и обрабатываемою заготовку. д) не оставлять станок без присмотра. е) не удалять стружку руками. ж) перед заменой резца или измериния загодовки необходимо остановить станок. 8) Проверить пригодность заготовки по данным чертежа; Припуск на обработку не должен превышать 10-15мм. 9) Настроить станок на необходимые режимы работы. При обточки поверхности n=650об/мин S=0,74мм/мин. Самостоятельная работа. Студентам выдаются заготовки для выполненя работы в соответствие с чертежом. Настраиваются на свои рабочие места, утановливают режущий инструмен, режимы резания на обработку цилиндрической поверхности. Выполняют работу самостоятельно.
Целевые обходы рабочих мест студентов: 1.проверить содержание рабочих мест, их организацию. 2.обратить внимание на правильность выполнения приемов работ. 3. проверить соблюдение техники безопасности при выполнении работ. 4. проверить правильность соблюдения технологической последовательности изготовления детали. Обратить внимание на соответствие режимов обработки. Подведение итогов урока. 1.Указать на допущение ошибки и разобрать причины, их вызвавших. 2. Сообщить прокомментировать оценку студентам за работу. 3Студенты сдают готовые детали. 4.Убирают станок. 5.Моют руки. |