

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
МИНИСТЕРСТВО ВЫСШЕГО И СРЕДНЕГО СПЕЦИАЛЬНОГО ОБРАЗОВАНИЯ РФ
Марийский политехнический институт им. .
Кафедра технической кибернетики
Лабораторная работа № 5
По курсу “Технологии ЭВА, оборудование и автоматизация”
ИССЛЕДОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ
ОБМОТОК
Разработал доц.
Йошкар-Ола
1986
ЛАБОРАТОРНАЯ РАБОТА
ИССЛЕДОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ОБМОТОК
Цель работы.
Практически изучить технологию изготовления обмоток.
Произвести анализ влияния различных факторов на точность выходных параметров катушек индуктивности.
Задание по работе. Ознакомиться с классификацией обмоток по технологическому принципу. Ознакомиться с устройством намоточного станка и овладеть навыками работы на нем. Исследовать влияние качества провода на точность выходных параметров катушек индуктивности.
Теоретическая часть. Общие положения.
Намоточные работы занимают значительное место в производстве ЭВА. Под намоткой следует понимать технологический процесс укрепления и укладки провода в обмотку. Большое разнообразие применяемых ЭВА обмоток, а также различные способы их изготовления выдвигают необходимость классификации их по технологическому признаку (Рис.1).

Рис.1. Классификация обмоток по технологическому признаку.
В производстве ЭВА широко применяются изделия различных видов для изготовления:
1. ВЧ контуров и проволочных резисторов различных типов (простая рядовая и прогрессивная обмотка);
2. реостатов, потенциометров и трансформаторов некоторых типов (однослойная тороидальная обмотка);
3. трансформаторов и дросселей НЧ (многослойная простая рядовая обмотка);
4. безиндукционная обмотка для проволочных резисторов (многослойная бифилярная обмотка);
5. отклоняющих систем электроннолучевых трубок (галетная обмотка);
6. узлов с высокими рабочими напряжениями и большими индуктивностями (пирамидальная обмотка);
7. ДВ и СВ контуров приёмных устройств, строчных трансформаторов телевизоров, где нужно сочетать высокую индуктивность с малой собственной ёмкостью и повышенной добротностью (универсальная обмотка);
8. магнитных усилителей, специальных тороидальных трансформаторов и дросселей, некоторых конструкций микрофонов (тороидальная многослойная обмотка);
Обмотка – это конструктивная часть катушки, а намотка или укладка определяет способ укладывания витков. В конструкциях катушек имеются такие определения: виток, шаг и ряд.
Витком называется отрезок проводника, расположенный на 360° по окружности или периметру обмотки. Витки могут укладываться вплотную один к одному или с промежутком. Расстояние между центрами двух соседних витков или смещение конца витка по отношению к его началу называется шагом. Рядом называют витки, уложенные по ширине обмотки. Подробное описание видов обмоток можно найти в обширной литературе на эту тему.
3.2. Обмоточные провода.
Применяемые для обмоток провода можно подразделить на четыре основные группы: провода, покрытые изоляцией в виде плёнок различных эмалей; провода изолированные оплеткой из хлопчатобумажного, шёлкового или синтетического волокна; комбинированные провода с эмалеволокнистой изоляцией; провода со стеклянной изоляцией.
Кроме того, для обмоток широко применяется мягкая проволока без изоляции, часто посеребренная для улучшения поверхностной проводимости в цепях высокой частоты.
Токопроводящая часть провода из электротехнической меди или алюминия – для катушек индуктивности, трансформаторов дросселей или из высокоомных сплавов (константана, манганина, нихрома и т. п.) для обмоток, выполняющих роль резисторов. К основным группам эмалированных медных проводов относятся провода марок ПЭЛ – нормальной прочности; марок ПЭВ – с высокопрочной эмалью “винифлекс”; марок ПЭЛВ с изоляцией на полиамидрезольном лаке, обладающей повышенной бензиностойкостью и твердостью; марок ПЭВТЛ с полиуретановой изоляцией, отличающегося повышенной нагревостойкостью и возможностью пайки без зачистки и без применения флюсов.
Провода со стеклянной изоляцией получают в последнее время всё большее распространение благодаря очень высокой термостойкости (до 400-450 С) и возможности изготовления очень малых диаметров токопроводящей жилы (до 1 мкм). Основные марки эмалеволокнистых проводов: ПЭЛБД, ПЭЛШО, ПЭЛКО – соответственно с хлопчатобумажной, шелковой и капроновой оплётками.
Для высокочастотных катушек индуктивности применяют многожильный провод (литцендрат), в котором содержится от 7 до 28 изолированных между собой жил в общей шелковой оплетке (ЛЭШО) или с двумя слоями шелковой оплётки (ЛЭШД).
Выводы от обмоток, намотанных тонким проводом, для повышения механической прочности выполняют многожильными гибкими проводами, например, МГШВ – гибкий провод с шелковой и виниловой изоляцией и ПМВГ – гибкий провод с виниловой изоляцией. Диаметры большинства применяемых проводов в пределах от 0,03 до 2,44 мм. На предприятия они поступают намотанными на деревянные или пластмассовые катушки.
3.3. Намоточные станки.
Технологический процесс выполнения любого типа обмоток требует наличия определённой кинематической системы, которая должна осуществлять следующие действия:
а) вращения каркаса (или оправки в случае бескаркасной обмотки) для получения витков;
б) равномерное перемещение провода в осевом прямолинейном и прямолинейно-возвратном направлении по всей ширине обмотки для укладки рядов;
в) непрерывную регистрацию числа уложенных витков обмотки с момента начала намотки и до её окончания;
г) натяжение наматываемого провода в пределах упругих деформаций для укладки её на каркасе.
Агрегаты, соответствующие такой кинематической схеме, называются намоточными станками.
По роду привода намоточные станки разделяются на два основных вида: с ручным и механическим приводом.
Станки с ручным приводом имеют широкое применение для изготовления однослойных обмоток с малым количеством витков.
Станки с механическим приводом по их назначению подразделяются на следующие типы: 1) станки для рядовых обмоток; 2) станки для универсальной и перекрёстной обмоток; 3) станки для тороидальных обмоток. Независимо от типа и назначения обмоточный станок с механическим приводом состоит из следующих основных конструктивных элементов: а) станины; б) электропривода; в) механизма для включения станка в работу и плавного увеличения или уменьшения скорости намотки; г) шпинделя, посредством которого производится вращение каркасов для обмотки; д) счётчика оборотов для регистрации числа уложенных витков; е) передаточного механизма для взаимного согласования вращения шпинделя или перемещения поводкового устройства в осевом направлении, что определяет способ укладки провода; ж) поводкового устройства для равномерного перемещения провода по всей ширине обмотки; з) стойки с приспособлением для закрепления шпули с проводом и механизмом для натяжения провода.
Автоматизация намоточных станков повышает производительность труда и современные намоточные станки оснащены элементами и устройствами автоматизации, используемыми в следующих направлениях: введения автоматического переключения раскладываемого устройства, осуществления пуска станка с плавным набором оборотов, поддерживания заданного натяжения провода, останов станка при обрыве провода и повреждении изоляции и т. д.
Полностью автоматизированные станки целесообразны в крупносерийном производстве. В условиях серийного производства прогрессивными являются намоточные станки с цифровым программным управлением.
3.4. Факторы, влияющие на точность выходных параметров катушек.
Качество обмоток определяет ряд факторов: 1) требования к внешнему виду, размерам и форме; 2)требования к качеству монтажных соединений; 3) электросопротивление; 4) число витков; 5) отсутствие короткозамкнутых витков; 6) электрическая прочность изоляции.
При построении технологических процессов изготовления обмоток учитывается влияние различных факторов на точность получения выходных параметров катушек индуктивности. Достижение расчётных значений этих параметров практически неосуществимо, поэтому в рабочих чертежах проставляются допуски на параметры обмоток. Понятие “допуск” связано с тем диапазоном, в пределах которого величина параметра может отклоняться от расчетного значения. Под погрешностью величины параметра понимают отклонение величины параметра изготовленной обмотки от расчётного значения.
Для обоснованного назначения допуска и увязки их с технологией изготовления обмоток необходимо изучить причины появления погрешностей. В настоящей работе рассматриваются причины появления погрешностей и устанавливаются методы их уменьшения.
Технологический процесс наматывания при любых условиях производства должен обеспечивать получение сопротивлений и индуктивности обмоток в пределах допустимых отклонений. Точность изготовления обмоток (сопротивления и индуктивности) зависит, во-первых, от точности параметров наматываемого провода; во-вторых, от режима наматывания – натяжения провода, скорости наматывания; в-третьих, от формы и точности изготовления каркаса.
Рассмотрим влияние этих факторов на точность получения заданного параметра (например, сопротивления обмотки).
Известно, что сопротивление отрезка провода круглого сечения определяется по формуле: R=с·4 L /Пd2 (1),
Где: с – удельное сопротивление провода, (Ом·мм)/м;
L – длина отрезка провода, м;
d – диаметр провода, мм;
Величина сопротивления изготовленной обмотки будет иметь разброс (погрешность параметра), обуславливаемый нестабильностью величин L, с, d.
Чтобы установить зависимость между производственной погрешностью параметра и производственной погрешностью величин управления ( ), воспользуемся правилами дифференциального вычисления.
Полный дифференциал уравнения:
dR=(4L/Пd2)·dс+(4L/Пd2)·dL+(дсL/Пd2)·d(d) (2)
Для относительного изменения сопротивления провода справедливо выражение: ∆R/R=∆с/с+∆L/L+2∆(d)/d (3)
Рассмотрим влияние каждой составляющей суммарной относительной погрешности.
а) Погрешность сопротивления провода от нестабильности удельного сопротивления ∆с/с выразим через дRс. Экспериментально установлено, что действительное значение удельного сопротивления намоточного провода, как правило, отличается от стандартного (для медного провода) ссм=0,01754 Ом·мм2/м. В этом случае погрешность сопротивления обмоток, вызванная несоответствием действительной величины удельного сопротивления провода его стандартному значению ссм будет равна:
дRс=∆с/с=(ссм – св)/ссм·100%
б) Наматывание провода на каркас производится с некоторым натяжением. Для каждого вида обмоточных проводов наматывание следует производить с определенным натяжением. Чрезмерное натяжение повлечет за собой удлинение провода, изменение его сопротивления и повреждения изоляции; недостаточное натяжение вызовет погрешность формы и уменьшит коэффициент заполнения обмоток. В таблице 1 приводятся данные предельно допустимых натяжений медного провода.
Изменение сопротивления провода от натяжения дRн можно найти по формуле: дRн=(Rо-Rн)/Rо ·100%,
Где Rо – первоначальное сопротивление провода при отсутствии растягивающих усилий;
дRн – сопротивление нагруженного провода.
Зависимость изменение сопротивления от натяжения провода иллюстрируется на графике, представленном на рис.2
Таблица 1.
Номинальный диаметр | натяжение | Номинальный диаметр | натяжение |
0.03 | 7.5 | 0.12 | 120 |
0.05 | 21 | 0.13 | 140 |
0.07 | 42 | 0.14 | 165 |
0.09 | 69 | 0.15 | 190 |
0.10 | 85 | 0.16 | 220 |
0.11 | 100 | 0.17 | 245 |
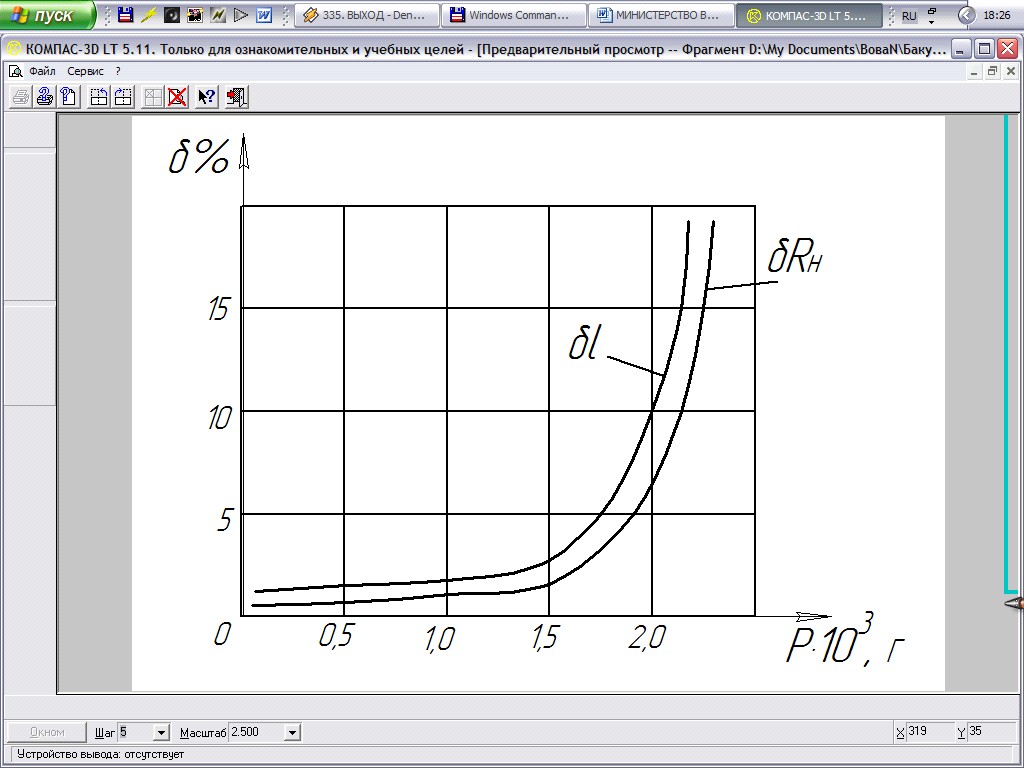
Рис.2 График зависимости относительных значений сопротивления и удлинения провода марки ПЭЛ 1мм от натяжения.
в) Погрешность сопротивления от колебаний допуска на диаметр провода равна:
Следовательно, сопротивление провода изменяется не только от допуска на диаметр, но и от величины диаметра. По ГОСТу установлены различные допуски на диаметр провода (медного), выписка приведена в таблице 2.
Таблица 2.
Выписка из ГОСТа 2112 – 46
Диаметр провода, мм | Допустимое отклонение, мм |
До 0.09 | 0.003 |
0.1 – 0.25 | 0.005 |
0.25 – 0.69 | 0.01 |
На рис.3 приведен график относительного изменения сопротивления провода от номинального значения диаметра и колебания допуска на него.
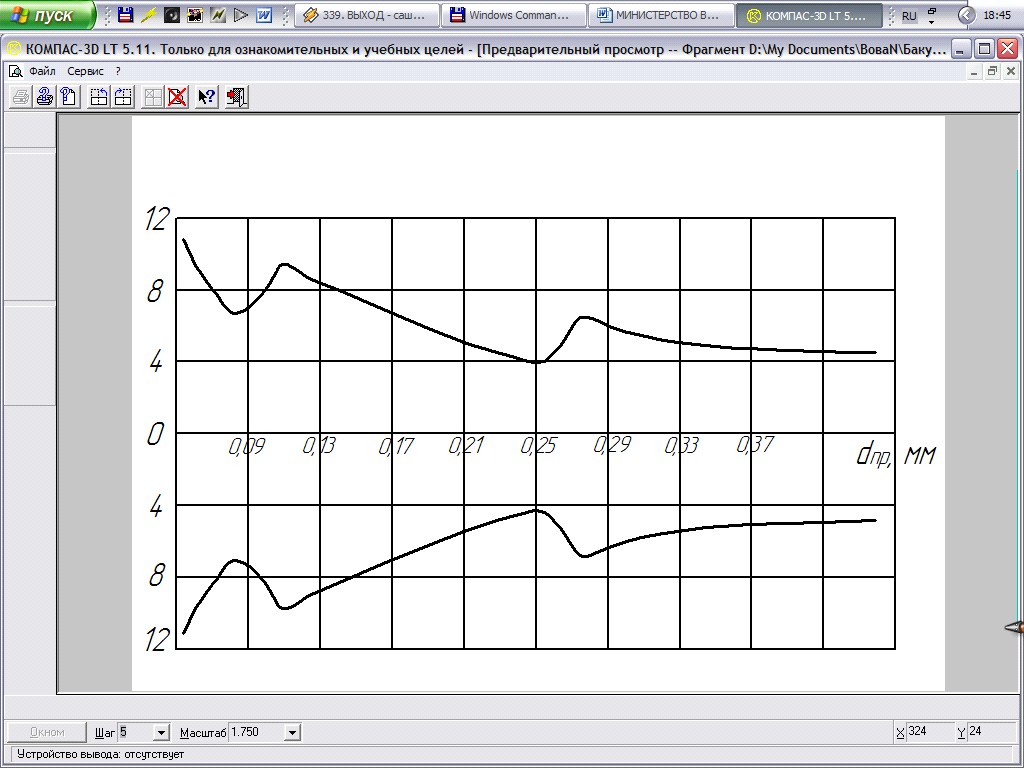
Рис.3 График относительного изменения сопротивления провода от величины допустимых отклонений его диаметра.
Сопротивление провода зависит не только от величины удельного сопротивления, но и от допуска на диаметр, поэтому по приведенным на рисунке предельным значениям нельзя определить сопротивление провода в пределах одной катушки. На рис.4 представлена картина разброса сопротивления отрезка проводов, взятых последовательно с одной катушки.
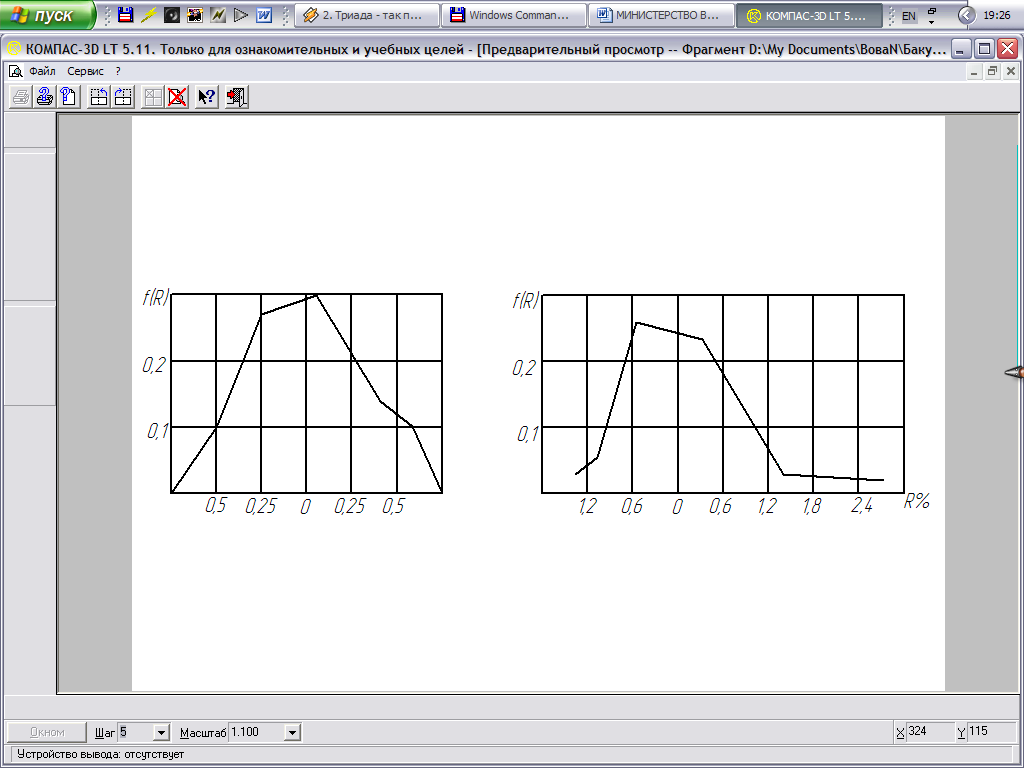
Рис.4 Полигон распределения сопротивления провода марки ПЭЛ – 1
а) 0.1 мм; =0.036; = 0.105 б) -0.15 мм; =0.108; =0.926
Изменение сопротивления провода при наматывании на каркас зависит не только от рассмотренных выше факторов, оно также связано с диаметром каркаса (рис.5) и скоростью наматывания. Погрешность сопротивления провода диаметром от 0.1 до 0.2 принимается в среднем 1 – 2%.
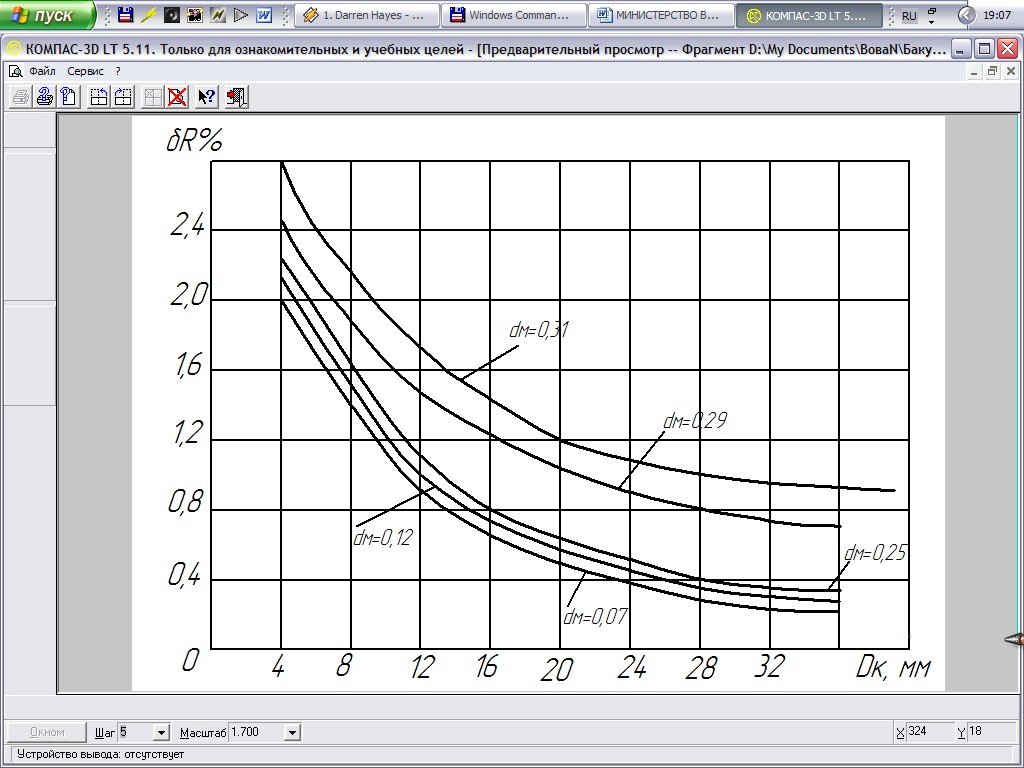
Рис.5 График изменения сопротивления вследствие деформации его при изгибе по диаметру каркаса.
Подобный расчет можно выполнить и для индуктивности. Например, индуктивность отрезка провода длиной l и диаметром d можно определить по формуле:
 (4)
(4)
Где м – магнитная проницаемость воздуха.
Тогда относительное изменение индуктивности при изменении диаметра определяется по формуле:
 (5)
(5)
Погрешности, определяющие точность сопротивления и индуктивности обмотки, подразделяют на систематические и случайные. Систематические погрешности дRн, дRо, дRк необходимо учитывать при определении длины провода или числа витков обмотки. Случайные – есть следствие колебаний с, d провода. Случайные погрешности ведут к “рассеиванию” величины сопротивления.
Обозначим допуск на сопротивление обмотки через ∆R, тогда сумма погрешностей, возникающих в процессе наматывания и случайных погрешностей, должна быть меньше ∆R:

Порядок выполнения работы. Измерить сопротивление одного метра провода. Измерение производится на приспособлении (рис.6).
 ,
,
Где R – расчетное сопротивление одного метра провода;
Rd – измеренное сопротивление провода, взятого со шпули (действительное).
Определить увеличение сопротивления провода при растяжении и построить график изменения относительных значений сопротивления в зависимости от усилия натяжения. Принципиальная схема приспособления показана на рис.7
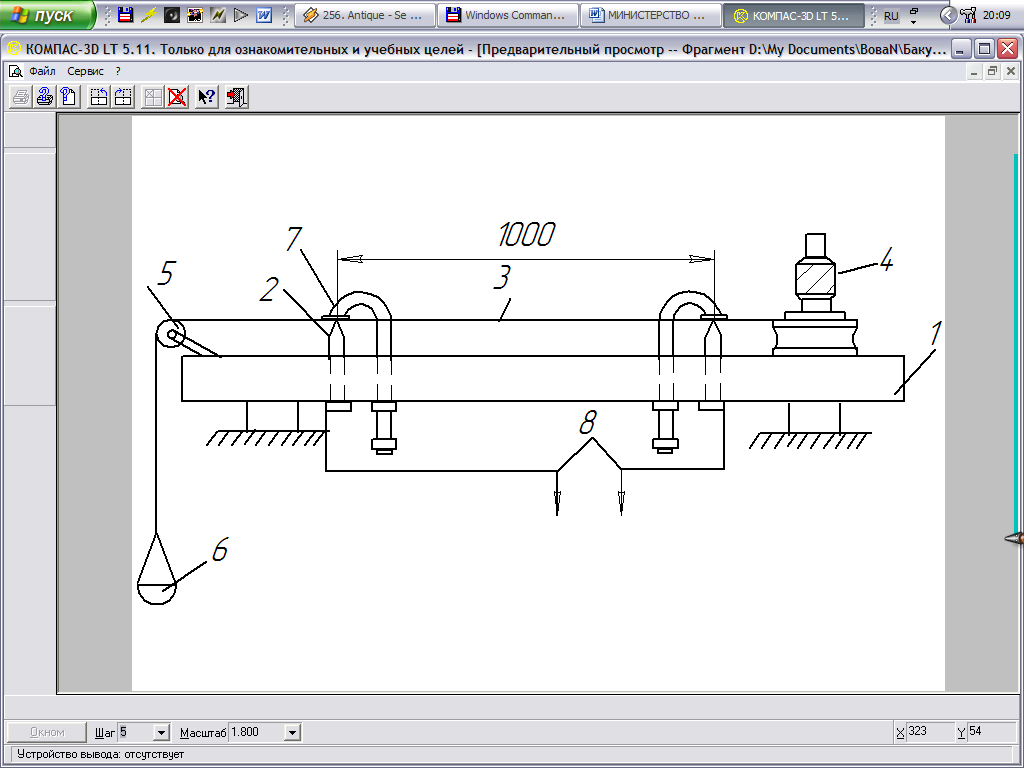
Рис.6 схема приспособления для измерения сопротивления провода. 1. – основание, 2. – ножевой контакт, 3. – испытуемый провод, 4 – гайка, 5 – ролик, 6. – груз, 7. – прижим, 8. – соединительные провода к клеммам моста сопротивления.
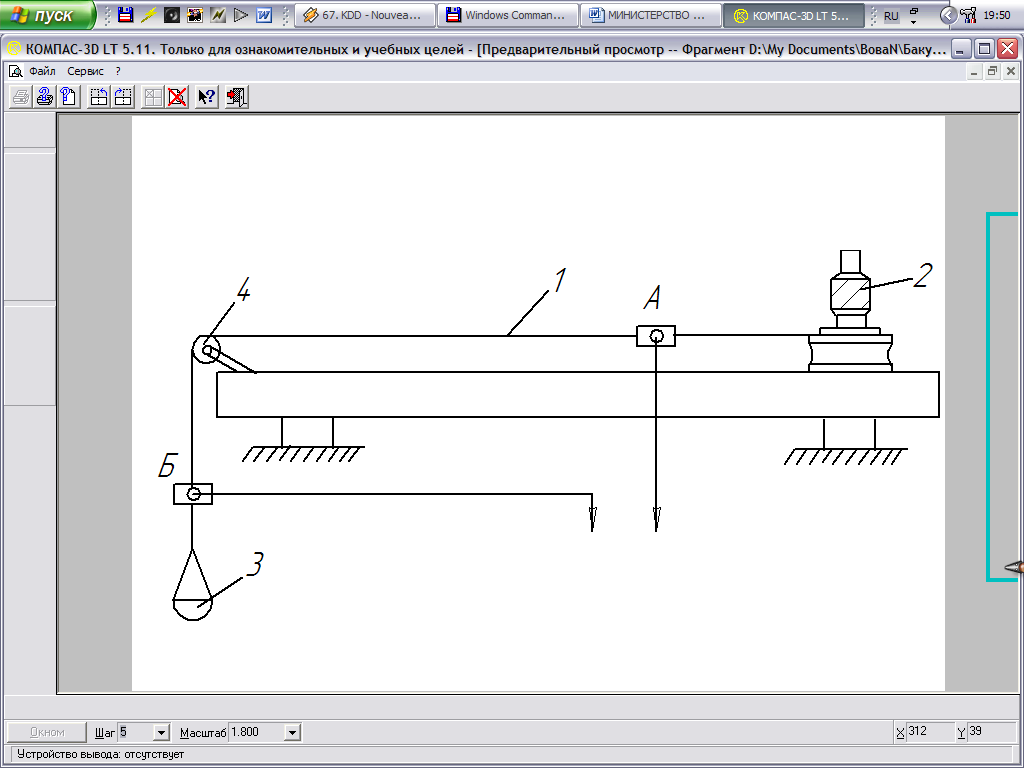
Рис.7. Схема приспособления для измерения сопротивления провода в зависимости от натяжения.
1 – испытуемый провод. 2 – гайка. 3 – груз. 4 – блок. А и Б – контакты.
Примечание: Измерение сопротивления провода при растяжении производить на приспособлении рис.7. Увеличение нагрузки производить осторожно, плавно, чтобы исключить действие ударных нагрузок на образец. Ток по образцу в процессе измерений производить кратковременно, не допуская разогрева провода.
Выбрать допустимое натяжение и по экспериментальному графику определить дRн.
Определить погрешность дRк (рис.5) и дRс (1-2%). Определить количество витков по принятому сопротивлению обмотки с учётом систематических погрешностей (дRн, дRн, дRн и др.). Сопротивление обмотки принять равным 10R, т. е. дRобм=10R, где R – расчетное сопротивление одного метра провода.
Изучить намоточный станок. Рассчитать передаточное отношение сменных шестерен. Настроить станок. Изготовить обмотку на двух каркасах с круглым и прямоугольным сечением по рекомендованному значению Rобм. Измерить сопротивление обмотки и определить полученную точность её изготовления. Наметить пути повышения точности изготовления обмотки.Примечание: длина окружности и периметр сечения каркасов обмоток равны между собой.
Содержание отчета.
В отчете должны быть приведены:
1. Чертеж катушки и её данные.
2. Данные экспериментов, сведенные в таблицу и графики дRн=f(Р)
3. Схема приспособления для определения погрешности дRн. Необходимые расчеты и выводы.
Контрольные вопросы. Дайте классификацию обмоток по технологическому принципу. Дайте определение технологического процесса – намотки. Дайте определение основных конструктивных параметров обмотки. Назовите основные материалы, используемые для токопроводящих частей обмоточных проводов, и их краткую характеристику. Назовите основные группы проводов, применяемых для обмоток. Назовите основные конструктивные элементы намоточного станка. Дайте описание конструкции станка для рядовой намотки. Назовите факторы, определяющие качество обмоток. Подробно расскажите о влиянии параметров испытуемого провода на величину сопротивления обмотки. Подробно расскажите о влиянии натяжения провода на величину сопротивления обмотки.
