

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Краткий конспект лекций:
Модуль 1. Введение - 1 ч.
Предметом курса «Технологические оборудование производства материалов» является изучение современных материалов и наиболее распространенных прогрессивных технологических процессов изготовления заготовок и деталей машин.
Технологический процесс – процесс последовательного преобразования исходных материалов и полуфабрикатов в готовую продукцию требуемого качества. Он состоит из методов, указывающих что, как и в какой последовательности следует делать, чтобы из исходных материалов и полуфабрикатов получить готовый продукт, какое оборудование и оснастку необходимо использовать. Технологический процесс является частью производственного процесса, который включает в себя все необходимые действия для создания продукта и содержит в себе вспомогательные действия.
Операция – законченная часть технологического процесса, выполняемая на одном рабочем месте.
Машина – устройство, выполняющее механические движения для преобразования энергии, движения, материалов, а также для накопления и переработки информации с целью повышения производительности, замены или облегчения физического и умственного труда человека.
Качество изделия – это совокупность свойств, определяющая его соответствие требованиям потребителя (покупателя) и соответственно его потребительскую стоимость.
Показатели качества в машиностроении:
• функциональные показатели, соответствующие назначению изделия;
• надежность: безотказность, долговечность, ремонтопригодность, сохраняемость;
• технологичность конструкции – соответствие ее требованиям производства,
эксплуатации и ремонта при заданном уровне качества, объеме выпуска и
условиях выполнения работ, обеспечивающее возможность достижения оп-
тимальных затрат в указанных процессах;
• степень стандартизации и унификации;
• эргономические показатели («человек-изделие-среда»): удобство управления
и эксплуатации, гигиенические показатели, безопасность в процессе экс-
плуатации, в т. ч. экологическая – уровень шума и вибраций, вредных вы-
бросов и т. д.;
• эстетические показатели;
• патентно-правовые показатели;
• технико-экономические показатели, отражающие стоимость и экономиче-
скую эффективность применения (расход энергоносителей и др.).
Работоспособность машины в значительной степени зависит от точности изготовления деталей и шероховатости поверхностей, прежде всего контактныхповерхностей сопрягаемых деталей.
Точность изделия определяется степенью соответствия фактических размеров изделия размерам, задаваемым чертежом. Предельные размеры годных деталей задаются верхним и нижним допускаемыми отклонениями, которые указываются около номинальных размеров
Шероховатость − это микроскопические отклонения реальной поверхности от идеальной номинальной поверхности.
Модуль 2. Оборудование и установки для производства исходных компонентов, композиций и полуфабрикатов материалов и покрытий – 4 часов
Лекция 1. Оборудование и установки для производства металлических материалов и их компонентов – 2 часа
Технологические свойства отражают степень соответствия материала требованиям технологического процесса. К ним относятся:
• литейные: жидкотекучесть (показывает способность заполнять тонкостенные формы), усадка (характеризует уменьшение размеров отливки в процессе кристаллизации, что приводит к пористости и образованию усадочных раковин), ликвация (отражает возникновение химической неоднородности при кристаллизации сплава);
• деформируемость (ковкость): соотношение пластичности и сопротивления деформации;
• свариваемость: способность сплавов образовывать неразъемные соединения требуемого качества;
• обрабатываемость резанием, характеризуется возможностью получения качественного поверхностного слоя и сопротивлением резанию (мощностью, силами резания).
Определение технологических свойств проводится при испытаниях, близких к условиям технологического процесса. Например, литейные определяются при заливке жидкого металла в специальные формы. Деформируемость определяется при испытании на осадку при сжатии, выдавливанием через калиброванное отверстие, изгиб на заданный угол и т. д.
Литье – это технологический процесс получения изделия путем заливки расплавленного металла в соответствующую форму с последующей его кристаллизацией.
Литейные свойства сплавов характеризуются температурой плавления, жидкотекучестью, величиной усадки (уменьшением размеров при кристаллизации), склонностью к образованию горячих и холодных трещин, газонасыщаемостью, cклонностью к ликвации (образованию химической неоднородности по сечению отливки при кристаллизации).
Чугуны имеют низкую температуру плавления и малую усадку, высокую жидкотекучесть. Это самые технологичные и потому самые распространенные литейные материалы. Приблизительно 80 % выпускаемых промышленностью отливок изготавливают из чугуна, в основном заливкой металла в земляные формы. Литниковая система для получения отливок из серого чугуна обычно не содержит прибылей, а для получения отливок из ковкого и высокопрочного часто используются прибыли. Изготовление передельного чугуна, являющегося основным сырьем для выплавки стали и получения различных марок литейного чугуна, производится в доменной печи (рис. 1). Основным компонентом, из которого получается чугун, является железная руда, состоящая из оксидов железа разного типа (Feo, Fe2O3, Fe3O4). Получение железа, которое является основой чугуна, происходит в результате реакции восстановления оксидов железа продуктами неполного сгорания кокса (CO, С – атомарный). Расход кокса составляет 2-15 % от веса шихты. Шихта для доменной печи: железные руды, топливо (кокс) и флюс, которым является известняк. Через фурмы подается воздушно-кислородная смесь, подогретая до 450 ... 550 °С. Для ускорения процесса могут подаваться природный газ и кислород. Шлак, получающийся в результате расплавления флюса (CaO), защищает капли восстановленного железа от окисления продуваемым воздухом. Они стекают в горн по кускам шихты, насыщаясь при этом углеродом и вредными примесями. Из горна чугун периодически сливается после вскрытия нижней лётки. После слива чугуна лётка забивается огнеупорным составом и процесс продолжается. Непрерывная выплавка чугуна может продолжаться несколько месяцев, т. к. процесс постоянно поддерживается загрузкой сверху руды, кокса и флюса. Длительность процесса ограничивается необходимостью периодического ремонта огнеупорного покрытия печи (футеровки).
Для получения литейных чугунов различных марок (серого, ковкого, высокопрочного) применяются дуговые и индукционные печи объемом от 1 до 60 тонн. Процесс выплавки чугуна в них происходит периодически, т. е. имеется начало, когда происходит загрузка шихты, и конец, когда печь полностью освобождается от расплавленного чугуна и шлака. В качестве шихты используется передельный чугун, полученный в домнах, и возврат собственного литейного производства (литники, прибыли, брак), чугунный и стальной лом, стружка в брикетах (какой-л. сыпучий материал, спрессованный в форме плитки, кирпичика). В основном используются кислые флюсы ( SiO2).
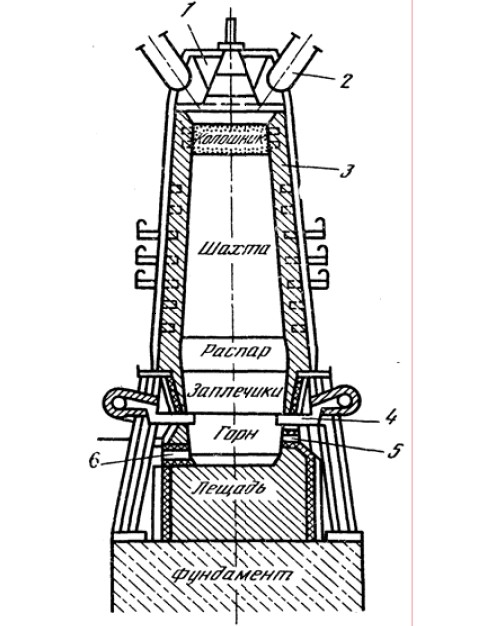
Рис.1. Схема доменной печи шахтного типа:
1 – засыпной аппарат, 2 – газоотвод, 3 – огнеупорный материал, 4 – фурма для подачи воздуха, 5 – летка для скачивания шлака, 6 – летка для слива чугуна
Плавка стали
Плавка стали на машиностроительных заводах производится в электропечах (дуговых или индукционных), в которых можно получать высокую температуру, создавать желаемую атмосферу (окислительную, восстановительную, нейтральную и в редких случаях вакуум). Выплавляют сталь обыкновенного качества, качественную или высококачественную углеродистые стали. При особых требованиях выплавляют низко-, средне - и высоколегированные стали. Качество стали определяется в основном содержанием вредных примесей (серы и фосфора). Уменьшить их содержание возможно только при основных шлаках, т. е. шлаках, обладающих основными свойствами. Напомним, что для этого используются печи с футеровкой, обладающей основными свойствами. Такие печи и плавильные процессы называются основными.
Плавка стали в основной дуговой электропечи
Дуговая плавильная печь (рис. 2): время плавки = 4 …8 час., угар 5…8 % от веса металлической шихты, рабочее напряжение Uраб. = 160 … 600 В., ток I = 1 … 10 кА, ёмкость печей 0,5 ... 400 т.
Процесс плавки разделяется на два существенно различающихся периода: окислительный (расплавление и кипение) и восстановительный (рафинирование).
1. Окислительный период. Главная задача окислительного процесса – довести химический состав до требуемого по содержанию углерода, обеспечить выравнивание температуры и химсостава по объему металла. После загрузки шихты опускаются электроды и включается электрический ток. Расплавление шихты происходит под действием дугового разряда. Дуга горит между электрода-ми, на которые подаётся трёхфазный ток, и металлом. Недостатком электродуговых печей является сильный перегрев металла в зоне горения дуги. Температура в этой зоне почти вдвое превышает температуру плавления металла. Это приводит к сильному окислению металла (угару), причём значительное количество оксидов железа теряется в виде бурого дыма, что приводит к загрязнению атмосферного воздуха.
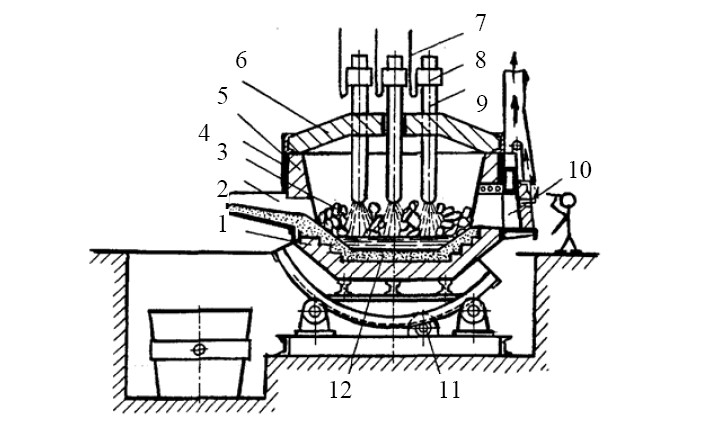
Рис. 2. Схема дуговой плавильной печи:
1 – днище, 2 – сливной носок, 3 – шихта, 4 – кожух стальной, 5 – огнеупорный материал, 6 – свод съемный, 7 – гибкие кабели, 8 – электродержатели, 9 – графитовые электроды, 10 – рабочее окно, 11 – поворотный механизм, 12 – подина
После расплавления и в жидком сплаве происходят процессы окисления, но интенсивность этих процессов много меньше, чем на воздухе.
2. Восстановительный период. Цель: восстановить Fe из FeO. Оксиды железа при затвердевании стали выпадают из раствора и резко ухудшают прочностные и пластические свойства стали. Поэтому восстановление оксидов является очень важной частью процесса. Раскисление производят ферросплавами, которые могут вводиться в жидкий металл и непосредственно взаимодействовать с ним или погружаться на штанге в шлак. Первый способ называется осаждающим, второй – диффузионным.
Индукционная тигельная плавильная печь (рис. 3)
В таких печах можно выплавлять сталь с низким содержанием углерода, т. к. нет науглероживания от графитовых электродов. По сравнению с электродуговыми печами, металл в них в меньшей степени насыщается газами. В основном применяются печи с кислой футеровкой. Нагрев металла производится в результате того, что индуктор печи, представляющий собой водоохлаждаемую катушку, наводит токи индукции в металле шихты или жидком металле. Частота переменного тока в индукторе ϕ = 500 ... 2500 1/с. В индукционных печах отсутствует зона перегрева, поэтому угар металла значительно меньше, чем в электродуговых печах. Кроме того, переменное магнитное поле способствует усиленному перемешиванию жидкого металла, что приводит к быстрому выравниванию химического состава жидкого металла. Высокая температура ванны позволяет легировать тугоплавкими элементами. Однако низкая температура шлака затрудняет раскисление и рафинирование металла через шлак. Шихтой является стальной лом, возврат литейного производства, брикетированная стружка. Для снижения концентрации углерода в жидком металле, посравнению с его концентрацией в шихте, в качестве окислителей используются железная руда, окалина (FeO). Для последующего удаления оксидов железа применяют раскислители. Флюсы используются для получения шлака заданного состава. Шлаки служат для защиты металла от окисления и удаления вредных примесей. Для легирования применяют легирующие добавки
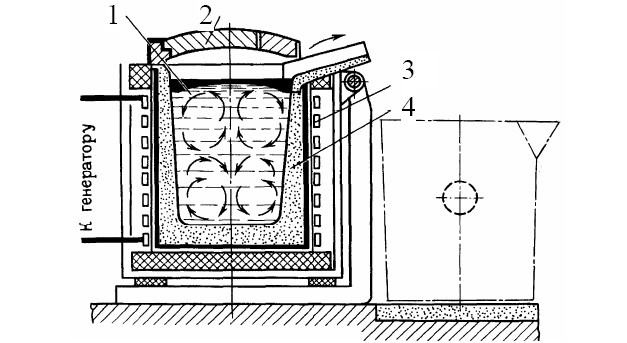
Рис. 3.Схема индукционной тигельной плавильной печи:
1 – металл, 2 – крышка печи, 3 – индуктор, 4 – тигель
В основных печах плавку конструкционной стали ведут на углеродистой шихте: стальной лом 90 %, электродный бой или кокс для науглероживания металла и известь (2–3 %). Основный шлак: CaO 40 … 45 %, SiO2 20 … 25 %, FeO 10 … 15 %. В кислой печи удаление S и P практически невозможно, поэтому нужна чистая по S и P шихта, шлак кислый (55 – 58 % SiO2), условия для раскисления более благоприятные, кремнезем связывает FeO в FeOЧSiO2:
FeO + SiO2 → FeO Ч SiO2. В кислых печах плавку ведут на шихте из легированных отходов без окисления примесей (переплав).
Новые способы производства (переплава) стали
1. Электрошлаковый переплав (рис. 4) производится под слоем высокоосновного токопроводящего флюса (на основе плавикового шпата СаF2), температура ванны до 2000 °С. Емкость печи до 110 т. Хорошо удаляются S (≈ в 2 раза), неметаллические включения, газы. Обеспечивается высокая плотность, однородность и мелкозернистость слитка. Ток переменный (от трансформатора).
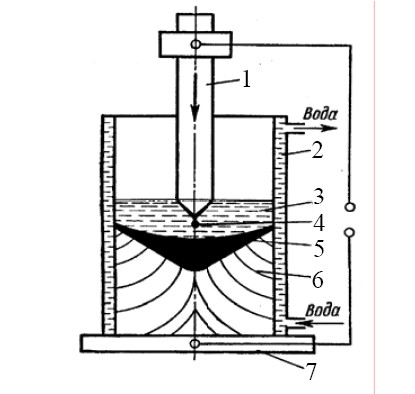
Рис. 4. Схема электрошлакового переплава: 1 – электрод, 2 – кристаллизатор,3 – слой расплавленного шлака,4 – капли электродного металла,5 – металлическая ванна, 6 – слиток металла, 7 – поддон
2. Вакуумно-дуговой переплав (рис.5). Емкость специальных печей до 50 т. Обеспечивается наилучшая дегазация сплава.
Существует также плазменно-дуговая плавка. Плазмотроны – t = 10000 ...30000 °С за счет сжатия дуги инертным газом (низкотемпературная плазма). Газы: азот, водород, аргон, гелий, воздух и их смеси. Дугу зажигают с помощью осциллятора – источника высокочастотного переменного тока высокого напряжения – для зажигания дуги без короткого замыкания. Плазменная струя – независимый источник тепла, что позволяет изменять в широких пределах степень нагрева и глубину проплавления, тепловая мощность ограничена. Плазменная дуга имеет большую тепловую мощность.
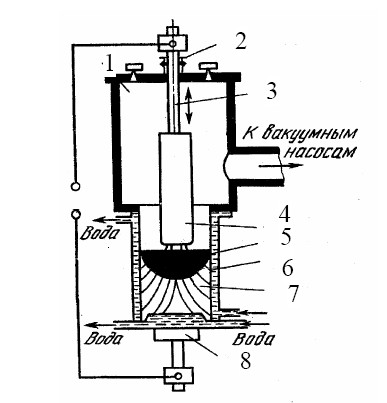
Рис. 5. Схема вакуумной дуговой печи с расходуемым электродом:
1 – вакуумная камера,2 – скользящее вакуумное уплотнение,3 – электродержатель, 4 – электрод,5 – ванна жидкого металла,6 – кристаллизатор,7 – слиток металла, 8 – поддон
3. Электронно-лучевой переплав в вакууме, t = 5000 ... 6000 °С, кинжальность 20:1. Электронная пушка: эмиссия электронов с нагретого катода, формируется пучок электронов, ускорение под действием U = 20... 150 кВ между катодом и анодом, фокусировка магнитными линзами и направление отклоняющей магнитной системой.
4. Лазерный переплав с помощью оптического квантового генератора t < 6000 °С. Диаметр пятна ≈ 0,01 мм. Лазерный луч – вынужденное монохроматическое излучение,
л = 0,1 … 1000 мкм.
Твердотельные лазеры (рабочее тело – рубин, стекло с ниодимом и др.).
Газовые лазеры – рабочее вещество СО2.
Лекция 2. Оборудование и установки для получения исходных компонентов и композиций в производстве полимерных материалов – 2 часа
Оборудование для синтеза полимеров, олигомеров и смол в массе, растворе, суспензии и эмульсии, очистки и концентрирования растворов, сушки растворов, суспензий, паст, порошковых и гранулированных материалов; смешения, таблетирования, гранулирования и дозирования полимеров; смесители для приготовления термопластичных композиций и резиновых смесей; установки для получения термореактивных формовочных масс и пресскомпозиций (пресспорошков, премиксов, литьевых композиций, компаундов, препрегов и т. п.).
Модуль 3. Оборудование, приспособления, оснастка и инструмент для формообразования, обработки, переработки и соединения материалов - 6 часов
Лекция 1. Типовое оборудование и оснастка для обработки металлов давлением (деформационного формообразования) – 2 часа
Рассматривается оборудование прокатного производства, прокатные станы и их основные элементы и узлы, вспомогательные машины (ножницы, пилы, намоточно-свертывающие и правильные машины, рольганги, листоукладчики, линии отделки и т. п.); оборудование прессового производства, горизонтальные и вертикальные гидравлические прессы, вспомогательное оборудование и инструмент; оборудование кузнечно-штамповочного производства, оснастка, приспособления, инструмент; оборудование, оснастка и инструмент для статического, динамического и циклического компактирования материалов и для термокомпрессионного, взрывного, магнито-, электро - и гидроимпульсного формования, экструзии.
Прокатный стан, машина для обработки давлением металла и др. материалов между вращающимися валками, т. е. для осуществления процесса прокатки, в более широком значении — автоматическая система или линия машин (агрегат), выполняющая не только прокатку, но и вспомогательные операции: транспортирование исходной заготовки со склада к нагревательным печам и к валкам стана, передачу прокатываемого материала от одного калибра к другому, кантовку, транспортирование металла после прокатки, резку на части, маркировку или клеймение, правку, упаковку, передачу на склад готовой продукции и др.
Классификация и устройство прокатных станов. Главный признак, определяющий устройство П. с., — его назначение в зависимости от сортамента продукции или выполняемого технологического процесса. По сортаменту продукции П. с. разделяют на заготовочные, в том числе станы для прокатки слябов и блюмов, листовые и полосовые, сортовые, в том числе балочные и проволочные, трубопрокатные и деталепрокатные (бандажи, колёса, оси и т. д.). По технологическому процессу П. с. делят на следующие группы: литейно-прокатные (агрегаты), обжимные (для обжатия слитков), в том числе слябинги и блюминги, реверсивные одноклетевые, тандемы, многоклетевые, непрерывные, холодной прокатки. с., предназначенного для прокатки листов или полос, характеризуется длиной бочки валков, для заготовки или сортового металла — диаметром валков, а трубопрокатного стана — наружным диаметром прокатываемых труб.
с., служащее для деформации металла между вращающимися валками, называют основным, а для выполнения прочих операций — вспомогательным. Основное оборудование состоит из одной или нескольких главных линий, в каждой из которых располагается 3 вида устройств (рис. 1): рабочие клети (одна или несколько) — к ним относятся прокатные валки с подшипниками, станины, установочные механизмы, плитовины, проводки; электродвигатели для вращения валков; передаточные устройства от электродвигателей к прокатным валкам, состоящие большей частью из шестерённой клети, шпинделей и муфт.
Между шестерённой клетью и электродвигателем часто устанавливают ещё редуктор. Если каждый валок имеет свой электродвигатель, передаточные устройства состоят лишь из шпинделей. Наибольшее распространение получили станы с горизонтальными валками: двухвалковые (дуо), трёхвалковые (трио), четырёхвалковые (кварто) и многовалковые (рис. 2). Для обжатия металла по боковым поверхностям используют клети с вертикальными валками, называемые эджерами. Станы, у которых вблизи горизонтальных валков расположены вертикальные, называются универсальными. Они служат для прокатки широких полос и двутавровых балок с широкими полками. В станах винтовой прокатки валки располагаются в рабочей клети косо — под углом подачи. Такие станы применяют для прокатки труб, осей, шаров и т. д.
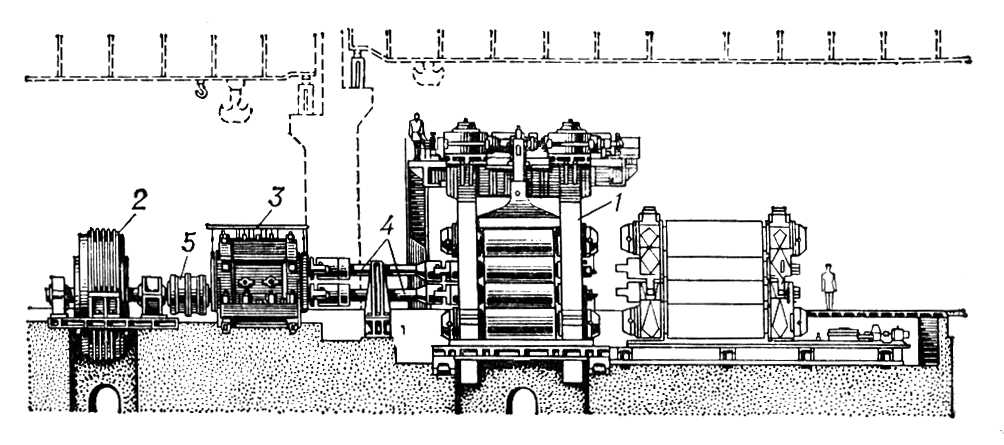
Рис. 1. Главная линия четырехвалкового стана для прокатки листов: 1 — рабочая клеть; 2 — электродвигатель; 3 — шестеренная клеть; 4 — шпиндель; 5 — муфта.
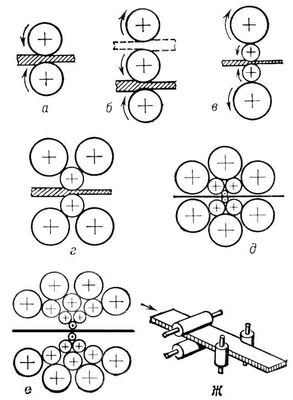
Рис. 2. Схема расположения валков в рабочей клети прокатного стана: а — двухвалкового; б — трехвалкового; в — четырехвалкового; г — шестивалкового; д — двенадцативалкового; е — двадцативалкового; ж — универсального.
Число и расположение рабочих клетей П. с. определяются его назначением, требуемым числом проходов металла между валками для получения данного профиля и заданной производительностью. По этому признаку П. с. подразделяются на 8 типов (рис. 3). К одноклетевым станам относится большинство блюмингов, слябинги, шаропрокатные станы, станы для холодной прокатки листов, ленты и труб. В случае, когда в одной рабочей клети не удаётся расположить необходимое число калибров (см. Калибровка прокатных валков) или когда требуется высокая производительность, применяют станы с несколькими рабочими клетями. Наиболее совершенный многоклетевой стан — непрерывный, в котором металл одновременно прокатывается в нескольких клетях (рис. 4). Непрерывные станы служат для горячей прокатки заготовки, полос, сортового металла, проволоки, труб, а также для холодной прокатки листов, жести, ленты и др. профилей.
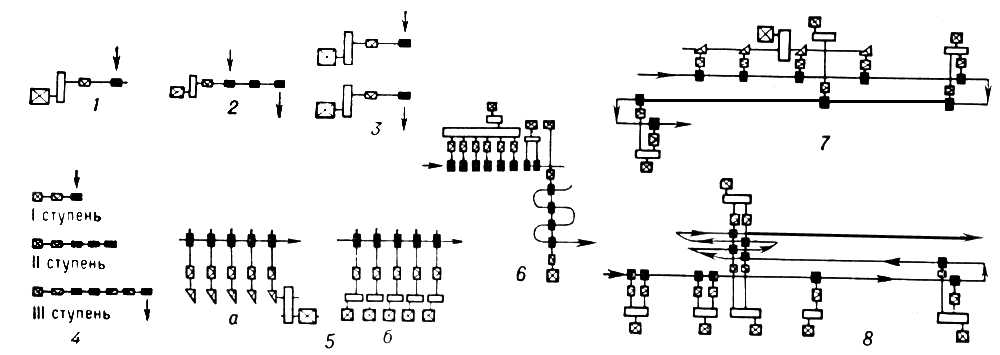
Рис. 3. Схема расположения рабочих клетей прокатного стана: 1 — одноклетевого; 2 — линейного; 3 — сдвоенного; 4 — ступенчатого; 5 — непрерывного (а — с групповым приводом, б — с индивидуальным); 6 — полунепрерывного; 7 — последовательного («кросс-коунтри» ); 8 — шахматного.
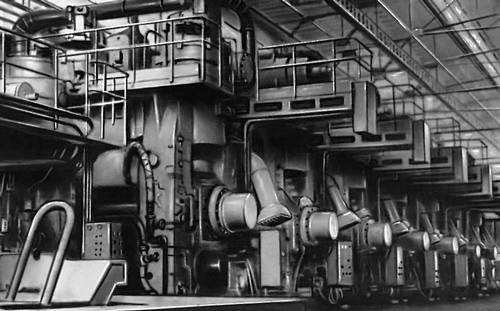
Рис. 4. Непрерывный широкополосовой стан горячей прокатки.
Скорости прокатки весьма различны и зависят главным образом от требуемой производительности П. с., сортамента прокатываемой продукции и технологического процесса. У обжимных, заготовочных, толстолистовых, крупносортных станов скорость прокатки около 2—8 м/сек. Наибольшие скорости характерны для непрерывных станов: при прокатке сортового металла 10—20 м/сек; полосового 25—35 м/сек; проволоки 50—70 м/сек; при холодной прокатке жести 40 м/сек.
Краткая характеристика основных станов для горячей прокатки стали
Тип стана | Сортамент проката | Производительность, тыс. т/год | Общая мощность главных приводов, квт | Масса оборудования, т |
Блюминг одноклетевой дуо 1000—1300 | Блюмы от 200×200 мм до 370×370 мм | До 6 000 | До 13 600 | До 5 500 |
Листовой широкополосовой непрерывный 2000 | Полосы толщиной 1,2—16 мм, шириной до 1850 мм | 6 000 | 120 000 | 40 000 |
Толстолистовой сдвоенный 3600 | Листы и плиты толщннэй 5—200 мм, шириной до 3200 мм | 1 750 | 21000 | 60 000 |
Заготовочный непрерывный 900/700/500 | Заготовки сечением от 80×80 мм до 200×200 мм | 5 550 | 30 400 | 10 500 |
Рельсо-балочный ступенчатый трио 800 | Рельсы, балки от № 24 до № 60, швеллеры от № 20 до №40 и др. | 1 700 | 9 800 | 22 000 |
Крупносортный ступенчатый трио 650 | Круглая сталь диаметром 70—220 мм, б. ллки от № 16 до № 30 и др. | 750 | 8 700 | 6 500 |
Крупносортный полунепрерывный 600 | Круглля сталь диаметром 50—120 мм, балки от № 10 до № 20 и др. | 1 600 | 34 400 | 18 000 |
Среднесортный полунепрерывный 350 | Круглая сталь диаметром 20—75 мм, балки и швеллеры до № 10 и др. | 1000 | 16 000 | 7200 |
Мелкосортный непрерывный 250 | Круглая сталь диаметром 8—30 мм, угловой профиль от 20×20 мм до 40×40 мм и др. | 800 | 16 000 | 6 600 |
Узкополосовой непрерывный 300 | Полоса толщиной 2—8 мм, шириной 120—460 мм | Более 1000 | 15 200 | 2 700 |
Проволочный непрерывный 150 | Катанка диаметром 5,5—12,5 мм | 900 | — | — |
Трубопрокатный автоматический | Бесшовные трубы дилметром 140—426 мм | 50—70 т/ч | 12 000 | 8000—12 000 |
Трубопрокатный непревывный 110 | Бесшовные трубы диаметром 50—110 мм | 50—80 т/ч | 12 000 | 3 500—5 000 |
Заготовочные станы строятся двух типов в зависимости от исходного материала — слитков, отлитых в изложницах, или непрерывно-литых заготовок. В первом случае заготовочный стан одновременно является также обжимным станом. Типичные представители таких станов — слябинг, когда требуется плоская заготовка крупных сечений (слябы), и блюминг с установленным за ним собственно заготовочным непрерывным станом, если требуется прокатывать заготовку для сортовых или трубопрокатных станов. За последней клетью этих станов находятся летучие ножницы для разрезки заготовки на куски требуемой длины или пилы и стеллажи для разрезки, охлаждения и осмотра заготовки. При использовании непрерывно-литой заготовки заготовочный стан устанавливается рядом с машиной для непрерывного литья в целях использования тепла неостывшего металла. Некоторые заготовочные станы выполнены так, чтобы литая заготовка поступала из кристаллизатора в валки непрерывного стана без разрезки, т. е. в этом случае осуществляется прокатка заготовки бесконечной длины и деление её на куски требуемой длины летучими ножницами или пилами при выходе из валков стана.
Листовые и полосовые станы горячей прокатки предназначены для получения плит толщиной 50—350 мм, листов толщиной 3—50 мм и полос (сматываемых в рулоны) толщиной 1,2—20 мм. Толстолистовые станы обычно состоят из 1—2 клетей дуо и кварто с длиной бочки валков 3500—5500 мм (см. рис. 1), иногда с установленными перед ними дополнительными клетями, имеющими вертикальные валки для обжатия боковых кромок. Для прокатки полос наибольшее применение получили широкополосовые непрерывные или полунепрерывные станы, состоящие из 10—15 клетей кварто с длиной бочки валков 1500—2500 мм и нескольких клетей с вертикальными валками. Весь прокатываемый материал сматывается в рулоны по 15—50 т. Эти станы значительно более производительны, чем толстолистовые, поэтому они используются также и для прокатки толстых листов (4—20 мм), которые изготовляются путём разматывания рулонов и их последующей разрезки. Со стороны выхода прокатанного металла из валков устанавливаются выходные рольганги и большое количество др. вспомогательного оборудования для последующей обработки проката и его транспортирования: у толстолистовых станов — правильные машины, ножницы, печи для термической обработки и т. д., а у широкополосовых станов — моталки для сматывания полос в рулоны, конвейер для транспортирования рулонов и оборудование для разматывания рулонов, их правки и разрезки на карточки (листы).
Сортовые станы весьма разнообразны по своей характеристике и расположению оборудования. Основные типы: универсальные станы для прокатки широкополочных балок, состоящие обычно из 3 или 5 клетей, расположенных последовательно одна за другой, из которых 2 или 3 клети универсальные, с горизонтальными валками диаметром около 1350 мм, а 1 или 2 — дуо, с валками диаметром около 800 мм; рельсо-балочные станы ступенчатого типа из двух или нескольких линий с рабочими клетями трио и дуо и валками диаметром около 800 мм; крупносортные станы ступенчатого и полунепрерывного типа из двух или нескольких линий с рабочими клетями трио и дуо и валками диаметром около 650 мм; среднесортные станы ступенчатого типа в 2 или 3 линии, полунепрерывные и непрерывные; мелкосортные станы, большей частью непрерывные или полунепрерывные; узкополосовые станы непрерывные; проволочные станы непрерывные.
Для производства проволоки из алюминиевых и медных сплавов наиболее эффективны литейно-прокатные станы, в которых осуществляется непрерывный процесс получения проволоки из жидкого металла. Вначале происходит кристаллизация бесконечного слитка между ободом вращающегося колеса и обтягивающей его стальной лентой, а затем прокатка его на непрерывном стане. Производительность стана 5—8 т/ч (рис. 5).
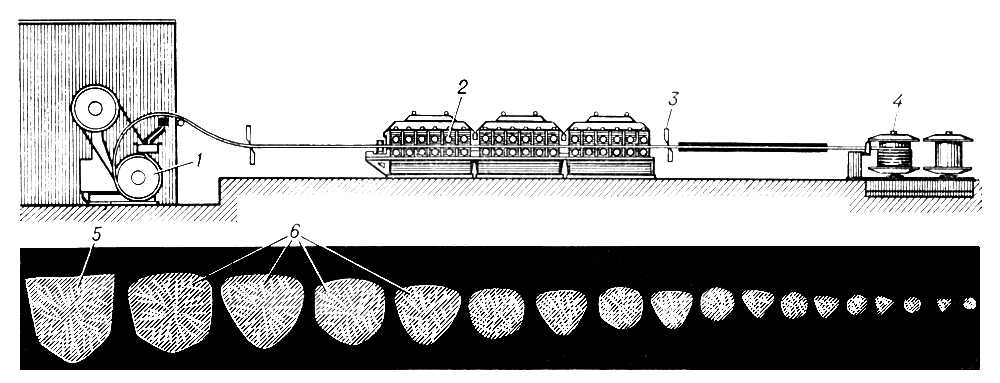
Рис. 5. Литейно-прокатный агрегат для производства алюминиевой проволоки: 1 — роторный кристаллизатор; 2 — непрерывный стан с трехвалковыми рабочими клетями; 3 — летучие ножницы; 4 — моталка с поочередным сматыванием двух бунтов без остановки процесса; 5 — сечение бесконечного слитка; 6 — сечения окатываемого изделия после первой и последующих клетей стана.
Сортовые станы, как и листовые, имеют разнообразное вспомогательное оборудование, установленное по движению потока прокатываемого металла и выполняющее в общем ритме, без участия ручного труда, все вспомогательные технологические и транспортные операции, начиная с выдачи со склада исходной заготовки и кончая передачей проката на склад готовой продукции.
Трубопрокатные агрегаты состоят обычно из 3 станов. Первый стан производит прошивку отверстия в заготовке или слитке методом винтовой прокатки, второй служит для вытяжки прошитой заготовки в трубу и третий — для калибровки (редуцирования), т. е. уменьшения диаметра прокатанной трубы. Конструкция трубопрокатных агрегатов определяется главным образом выбранным технологическим процессом второго стана, т. е. вытяжного. Наиболее производительным является непрерывный стан; находят применение также станы дуо, работающие на короткой оправке, пилигримовые и трёхвалковые винтовой прокатки.
Станы холодной прокатки стали и цветных металлов изготовляются следующих типов: листовые — для штучной прокатки; листовые широкополосовые — для рулонной прокатки; ленто-прокатные — для прокатки ленты толщиной от 1 мкм до 4 мм и шириной от 20 до 600 мм, сматываемой после прокатки в бунты или рулоны; фольгопрокатные — для прокатки полосы толщиной менее 0,1 мм; плющильные — для обжатия проволоки в узкую ленту; станы для холодной прокатки труб. При рулонной прокатке полос с обеих сторон рабочей клети устанавливаются намоточно-натяжные барабаны — моталки, которые служат для разматывания рулонов перед подачей металла в валки и сматывания при выходе из валков. Наиболее производительные листовые станы — непрерывные; они также выгоднее в отношении использования моталок и др. вспомогательного оборудования. Моталки у непрерывных станов располагаются только сзади, а спереди находятся механизмы для подачи рулонов, разматывания их и направления металла в валки первой рабочей клети.
Деталепрокатные станы работают в основном на принципе поперечной и винтовой прокатки и служат для производства точных заготовок деталей машиностроения — круглых периодических валов, шаров, винтов, ребристых труб, зубчатых колёс, а также инструмента — червячных фрез, свёрл и др. Эти станы разнообразны по конструкции и характеризуются высокой степенью механизации и автоматизации.
Оборудование прокатных станов. Конструкция основных деталей и механизмов П. с., несмотря на их различное назначение и многообразие, во многих случаях одинакова. Главные элементы рабочей клети — валки прокатные, подшипниковые узлы, механизмы для установки валков, станина, шпиндели, муфты и проводки.
Подшипники прокатных валков работают при очень больших нагрузках, доходящих на некоторых станах до 30—60 Мн (3000—6000 тс) на валок. Возможные габариты их ограничиваются диаметром валков. Подшипники (качения или жидкостного трения) устанавливаются в массивных корпусах, называются подушками, которые располагаются в проёмах станины.
Станина рабочей клети воспринимает все усилия, возникающие при прокатке металла, и поэтому выполняется массивной — до 60—120 т и более. Материал станины — стальное литьё с 0,25—0,35% С. Станина устанавливается на фундаментных стальных плитах (плитовинах), которые прикрепляются болтами к бетонному или железобетонному фундаменту. Для сортовых станов получают распространение предварительно напряжённые рабочие клети, в которых повышение жёсткости достигается не увеличением массивности станины, а с помощью специальных стяжных механизмов.
Передача вращения прокатным валкам производится посредством универсальных шпинделей с шарнирами Гука (см. рис. 1).
Вспомогательное оборудование П. с. предназначено для подачи металла от нагревательных устройств к приёмному рольгангу стана (слитковозы), поворота слитка на рольганге (поворотные устройства), транспортирования металла в соответствии с технологическим процессом (рольганги или транспортёры), перемещения металла вдоль валка для подачи его в соответствующий калибр (манипуляторы), поворота металла относительно его продольной оси (кантователи), охлаждения металла (холодильники), травления металла (травильные установки), разматывания рулонов (разматыватели), сматывания полосы в рулон или проволоки в бунт (моталки), резки металла (ножницы и пилы), а также для отделки металла: правки (правильные машины и прессы), дрессировки, клеймения, укладки, промасливания, упаковки и т. д.
с. характеризуется большими мощностями и размерами главных приводов (мощность одного электродвигателя доходит до 6—7 Мвт и более, а общая мощность — до 200—300 Мвт), сложностью систем управления электроприводами, вызываемой главным образом необходимостью автоматического регулирования в широких пределах скорости большинства машин П. с.
Смазочное оборудование П. с. обеспечивает бесперебойную автоматическую подачу смазки ко всем трущимся деталям механизмов, а в станах для прокатки цветных металлов и холодной прокатки стали — также подачу технологической смазки к рабочей поверхности прокатных валков. Смазочные системы обычно располагаются в специальных подвалах.
Автоматика крупных П. с. состоит из ряда объединённых локальных систем для управления всем ходом технологического процесса, начиная от подачи исходного материала на склад и со склада и кончая поступлением проката на склад готовой продукции и погрузкой его в вагоны. Каждая локальная система имеет многочисленные и разнообразные приборы-датчики, собирающие и передающие информацию о ходе технологического процесса, в том числе о температуре металла, давлении металла на валки П. с., параметрах обрабатываемого материала, в частности о размерах прокатываемого профиля, его положении и характере перемещения. Вся эта информация поступает в вычислительные машины локальных систем, где перерабатывается, после чего выдаются команды для управления машинами и механизмами П. с., относящимися к данной локальной системе, а также информация общей вычислительной машине, объединяющей локальные системы, для соответствующей корректировки работы машин и механизмов др. участков П. с., управляемых остальными локальными системами. Одна из главных задач автоматизации (и экономически наиболее выгодная) — автоматизация регулирования размеров прокатываемого профиля, осуществляемая путём соответствующего автоматического изменения междувалкового пространства на основании показаний непрерывно действующего измерителя размеров профиля. Благодаря этому резко повышается точность размеров профиля, в связи с чем снижается поле допусков, повышается качество металла, снижаются удельные расходы металла. Особенно большой эффект достигается при производстве тонколистовой продукции.
Успешное решение этой задачи стало возможным благодаря использованию вычислительной техники, т. к. обычные адаптивные системы (самоприспосабливающиеся системы) вследствие высоких скоростей прокатки (около 30—40 м/сек) не обеспечивают своевременную корректировку междувалкового пространства.
